技术特征:
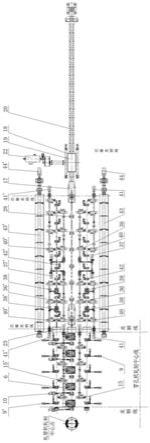
1.一种热轧无缝管双工位芯棒循环限动轧制装置,它包括轧管机前台和毛管横移装置,其特征在于:所述轧管机前台包括前台一段和前台二段,前台一段设置于靠近轧管机一侧,前台二段设置于前台一段的尾端;所述毛管横移装置设置于穿孔机与轧管机轧制线之间,毛管横移装置包括设置于穿孔机与轧管机之间的小车行走桁架(3),毛管移送小车(1)安装于小车行走桁架(3)上,并且毛管移送小车(1)为空中行走小车,电机或者液压马达驱动毛管移送小车(1)沿小车行走桁架(3)往复运动,毛管移送小车(1)上设置可升降的毛管夹或者毛管钩,毛管夹或者毛管钩夹紧穿孔机轧制出的毛管后通过毛管移送小车(1)由穿孔机横向输送至前台一段;(一)所述轧制装置为双工位在线预穿芯棒循环限动轧制工艺布置:所述前台一段包括毛管升降输送辊道(10)和抱芯辊装置(6),毛管升降输送辊道(10)和抱芯辊装置(6)间隔设置于轧管机的轧制中心线上,抱芯辊装置(6)对毛管升降输送辊道(10)上预穿的毛管与芯棒进行限位和导向,预穿芯棒后的毛管通过毛管升降输送辊道(10)送入轧管机的进料口,最末端抱芯辊装置(6)位置处设置石墨润滑装置(23);所述前台二段根据限动方式不同为以下限动方式中的任一种:1)所述前台二段为油缸限动方式,小车传动为齿条传动方式或者钢丝绳传动方式:
①
油缸限动齿条传动方式:包括限动齿条(20)、芯棒限动小车(17)、齿条传动装置(19)、芯棒限动装置(18)、齿条传动电机(22)、芯棒支撑升降辊道(28)、芯棒冷却装置(31)、芯棒横移装置(29);限动齿条(20)设置于轧管机的轧制中心线上,限动齿条(20)上设置齿条传动装置(19),齿条传动装置(19)的两侧分别设置芯棒限动装置(18),限动齿条(20)上靠近轧管机一侧设置芯棒限动小车(17),限动驱动电机(22)驱动齿条传动装置(19)通过限动齿条(20)带动芯棒限动小车(17)沿轧制线往复运动,轧制时芯棒限动装置(18)提供所需限动力; 1#芯棒循环工位和2#芯棒循环工位平行设置于轧管机轧制中心线的两侧,轧制线上设置芯棒支撑升降辊道(28),芯棒放置于芯棒支撑升降辊道(28)的上方;1#芯棒循环工位和2#芯棒循环工位的从轧制中心线往外依次布置芯棒横移装置四(29)和芯棒冷却装置(31);
②
油缸限动钢丝绳传动方式:包括芯棒限动小车(17)、芯棒限动装置(18)、芯棒支撑升降辊道(28)、芯棒横移装置(29)、芯棒冷却装置(31)、限动小车钢丝绳(32)、钢丝绳绳轮(33)、限动小车钢丝绳传动装置(34)、限动小车驱动装置(35)、小车尾梁(45);芯棒限动小车(17)及其尾梁(45)位于轧制线上,限动小车钢丝绳传动装置(34)通过限动小车钢丝绳(32)带动芯棒限动小车(17)夹持芯棒在升降辊道(28)上沿轧制线往复运动,轧制线两侧布置芯棒限动装置(18),轧制时芯棒限动装置(18)提供所需限动力; 1#芯棒循环工位和2#芯棒循环工位平行设置于轧管机轧制中心线的两侧,轧制线上设置芯棒支撑升降辊道(28),芯棒放置于芯棒支撑升降辊道(28)的上方;1#芯棒循环工位和2#芯棒循环工位的从轧制中心线往外依次布置芯棒横移装置(29)和芯棒冷却装置(31);2)所述前台二段为电机限动方式:所述前台二段包括芯棒横移装置(29)、芯棒限动小车(17)、限动齿条传动装置(24)、限动驱动电机(25)、限动齿条(20)、芯棒支撑升降辊道(28)、芯棒冷却装置(31)、1#芯棒循环工位和2#芯棒循环工位;限动齿条(20)设置于轧管机的轧制中心线上,限动齿条(20)上设
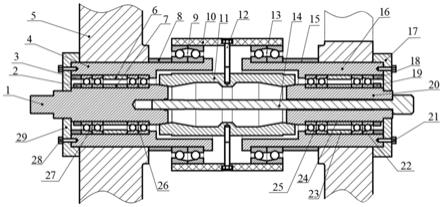
置限动齿条传动装置(24),限动齿条传动装置(24)靠近轧管机一侧设置芯棒限动小车(17),限动驱动电机(25)驱动限动齿条传动装置(24)通过限动齿条(20)带动芯棒限动小车(17)沿往轧制线往复运动,轧制时齿条限动电机(25)提供所需限动力;所述1#芯棒循环工位和2#芯棒循环工位平行设置于轧管机轧制中心线的两侧,轧制中心线上设置芯棒支撑升降辊道(28),1#芯棒循环工位和2#芯棒循环工位的从轧制中心线往外依次布置芯棒横移装置四(29)和芯棒冷却装置(31);(二)所述轧制装置为双工位离线预穿芯棒循环限动轧制工艺布置:所述前台一段包括毛管升降输送辊道(10)、毛管预穿升降辊道(9)、抱芯辊装置(6)和四连杆横移装置(8)或者芯棒横移装置(12),毛管升降输送辊道(10)设置于轧管机的轧制中心线上,毛管预穿升降辊道(9)平行设置于毛管升降输送辊道(10)的两侧,轧制中心线上设置若干抱芯辊装置(6),抱芯辊装置(6)对毛管升降输送辊道(10)上预穿的毛管与芯棒进行限位和导向,预穿芯棒后的毛管通过毛管升降输送辊道(10)送入轧管机的进料口,最末端抱芯辊装置(6)位置处设置石墨润滑装置(23);所述四连杆横移装置(8)或芯棒横移装置(12)设置于毛管升降输送辊道(10)和毛管预穿升降辊道(9)之间,四连杆横移装置(8)或芯棒横移装置(12)将预穿好的毛管和芯棒从升降辊道(9)上输送至毛管升降输送辊道(10)的上方;所述前台二段根据限动方式不同为以下限动方式中的任一种:1)所述前台二段为油缸限动方式:包括芯棒预穿链/齿条(21)、限动齿条(20)、芯棒限动小车(17)、齿条传动装置(19)、芯棒限动装置(18)、芯棒支撑升降辊道(28)、芯棒冷却装置(16)、芯棒横移装置(26)或四连杆横移装置(8);限动齿条(20)设置于轧管机的轧制中心线上,限动齿条(20)上设置齿条传动装置(19),齿条传动装置(19)的两侧分别设置芯棒限动装置(18),限动齿条(20)上靠近轧管机一侧设置芯棒限动小车(17),限动驱动电机(22)驱动齿条传动装置(19)通过限动齿条(20)带动芯棒限动小车(17)沿轧制线往复运动,轧制时芯棒限动装置(18)提供所需限动力; 1#芯棒循环工位和2#芯棒循环工位平行设置于轧管机轧制中心线的两侧,1#芯棒循环工位的中心线和2#芯棒循环工位的中心线位置处分别设置芯棒预穿链/齿条(21),芯棒放置于芯棒预穿链/齿条(21)的上方,两侧芯棒预穿链/齿条(21)交替驱动芯棒前进预穿芯棒和后退冷却芯棒;2)所述前台二段为电机限动方式,所述前台二段包括芯棒预穿链/齿条(21)、限动齿条(20)、芯棒限动小车(17)、电机限动齿条传动装置(24)、芯棒冷却装置(16),芯棒横移装置(26)或四连杆横移装置(8);限动齿条(20)设置于轧管机的轧制中心线上,限动齿条(20)上设置电机限动齿条传动装置(24),电机限动齿条传动装置(24)靠近轧管机一侧设置芯棒限动小车(17),限动驱动电机(25)驱动电机限动齿条传动装置(24)通过限动齿条(20)带动芯棒限动小车(17)沿往轧制线往复运动,轧制时齿条限动电机(25)提供所需限动力; 1#芯棒循环工位和2#芯棒循环工位平行设置于轧管机轧制中心线的两侧,1#芯棒循环工位的中心线和2#芯棒循环工位的中心线位置处分别设置芯棒预穿链/齿条(21),芯棒放置于芯棒预穿链/齿条(21)的上方,两侧芯棒预穿链/齿条(21)交替驱动芯棒前进预穿芯棒和后退冷却芯棒;(三)所述轧制装置为双工位双芯棒复合预穿芯棒循环限动工艺布置:所述前台一段包括芯棒横移装置二(15)、预穿固定辊道(14)、毛管升降输送辊道(10)
和抱芯辊装置(6),毛管升降输送辊道(10)设置于轧管机的轧制中心线上,毛管预穿固定辊道(14)平行设置于毛管升降输送辊道(10)的两侧,毛管预穿固定辊道(14)与抱芯辊装置(6)之间设置芯棒横移装置二(15),芯棒横移装置二(15)将离线预穿的芯棒和毛管横向移动至毛管升降输送辊道(10)上;毛管升降输送辊道(10)上设置若干抱芯辊装置(6),抱芯辊装置(6)对毛管升降输送辊道(10)上离线或者在线预穿的毛管与芯棒进行限位和导向,预穿芯棒后的毛管通过毛管升降输送辊道(10)送入轧管机的进料口,最末端抱芯辊装置(6)位置处设置石墨润滑装置(23);所述前台二段根据限动方式不同为以下限动方式中的任一种:1)所述前台二段为油缸限动方式,包括限动齿条(20)、芯棒限动小车(17)、齿条传动装置(19)、芯棒限动装置(18)、芯棒支撑升降辊道(28)、芯棒冷却装置(31)、芯棒横移装置五(36)、芯棒夹送辊装置(38)、预穿升降辊道(39);限动齿条(20)设置于轧管机的轧制中心线上,限动齿条(20)上设置齿条传动装置(19),齿条传动装置(19)的前后两侧分别设置芯棒限动装置(18),限动齿条(20)上靠近轧管机一侧设置芯棒限动小车(17),限动驱动电机(22)驱动齿条传动装置(19)通过限动齿条(20)带动芯棒限动小车(17)沿轧制线往复运动,轧制时芯棒限动装置(18)提供所需限动力; 1#芯棒循环工位和2#芯棒循环工位平行设置于轧管机轧制中心线的两侧,1#芯棒循环工位和2#芯棒循环工位之间轧制线上设置芯棒支撑升降辊道(28),芯棒限动小车(17)夹紧芯棒的尾部放置于芯棒支撑升降辊道(28)的上方,1#芯棒循环工位和2#芯棒循环工位的从轧制中心线往外依次布置芯棒横移装置五(36)、芯棒夹送辊装置(38)和预穿升降辊道(39),在升降辊道下方设置芯棒冷却装置(31);2)所述前台二段为电机限动方式,包括限动齿条(20)、芯棒限动小车(17)、齿条传动装置(22)、电机限动齿条传动装置(24)、齿条限动电机(25)、芯棒支撑升降辊道(28)、芯棒冷却装置(31)、芯棒横移装置五(36)、芯棒夹送辊装置(38)、预穿升降辊道(39);限动齿条(20)设置于轧管机的轧制中心线上,限动齿条(20)上设置电机限动齿条传动装置(24),限动齿条(20)上靠近轧管机一侧设置芯棒限动小车(17),限动驱动电机(25)驱动齿条传动装置(24)通过限动齿条(20)带动芯棒限动小车(17)沿往轧制线往复运动,轧制时齿条限动电机(25)提供所需限动力; 1#芯棒循环工位和2#芯棒循环工位平行设置于轧管机轧制中心线的两侧,1#芯棒循环工位和2#芯棒循环工位之间轧制线上设置芯棒支撑升降辊道(28),芯棒限动小车(17)夹紧芯棒的尾部放置于芯棒支撑升降辊道(28)的上方;1#芯棒循环工位和2#芯棒循环工位的从轧制中心线往外依次布置芯棒横移装置五(36)、芯棒夹送辊装置(38)和预穿升降辊道(39),在升降辊道下方设置芯棒冷却装置(31);(四)所述轧制装置为双工位多支芯棒复合预穿芯棒循环限动工艺布置:所述前台一段包括芯棒横移装置二(15)、预穿升降辊道(9)、毛管升降输送辊道(10)和抱芯辊装置(6);毛管升降输送辊道(10)和抱芯辊装置(6)间隔设置于轧管机的轧制中心线上,毛管预穿升降辊道(9)平行设置于轧制中心线两侧,毛管预穿升降辊道(9)与抱芯辊装置之间设置芯棒横移装置二(15),芯棒横移装置二(15)将离线预穿的芯棒和毛管横移至毛管升降输送辊道(10)上;抱芯辊装置(6)对毛管升降输送辊道(10)上离线或者在线预穿的毛管与芯棒进行限位和导向,预穿芯棒后的毛管通过毛管升降输送辊道(10)送入轧管机,最末端抱芯辊装置(6)位置处设置石墨润滑装置(23);所述前台二段为油缸限动方式,包括限动齿条(20)、芯棒限动小车(17)、齿条传动装置(19)、芯棒限动装置(18)、、齿条传动装置
(22)、芯棒支撑升降辊道(28)、芯棒横移装置五(36)、芯棒夹送辊装置(38)、预穿固定辊道与水槽间芯棒横移惠斯顿(40)、预穿线固定辊道(42)、芯棒冷却水槽(43);限动齿条(20)设置于轧管机的轧制中心线上,限动齿条(20)上设置齿条传动装置(19),齿条传动装置(19)两侧分别设置芯棒限动装置(18),齿条传动装置(19)上靠近轧管机一侧设置芯棒限动小车(17),限动驱动电机(22)驱动齿条传动装置(19)带动芯棒限动小车(17)沿限动齿条(20)往复运动,轧制时芯棒限动装置(18)提供所需限动力; 1#芯棒循环工位和2#芯棒循环工位平行设置于轧管机轧制中心线的两侧,1#芯棒循环工位和2#芯棒循环工位之间轧制线上设置芯棒支撑升降辊道(28),芯棒限动小车(17)夹紧芯棒的尾部放置于芯棒支撑升降辊道(28)的上方;1#芯棒循环工位和2#芯棒循环工位的从轧制中心线往外依次布置芯棒横移装置五(36)、芯棒预穿固定辊道(42)、芯棒横移惠斯顿(40)和芯棒冷却水槽(43);所述前台二段为电机限动方式,包括限动齿条(20)、芯棒限动小车(17)、电机限动齿条传动装置(24)、齿条限动电机(25)、芯棒支撑升降辊道(28)、芯棒横移装置五(36)、芯棒夹送辊装置(38)、预穿固定辊道与水槽间芯棒横移惠斯顿(40)、预穿线固定辊道(42)、芯棒冷却水槽(43);限动齿条(20)设置于轧管机的轧制中心线上,限动齿条(20)上设置电机限动齿条传动装置(24),限动齿条(20)上靠近轧管机一侧设置芯棒限动小车(17),限动驱动电机(25)驱动齿条传动装置(24)通过限动齿条(20)带动芯棒限动小车(17)沿往轧制线往复运动,轧制时齿条限动电机(25)提供所需限动力; 1#芯棒循环工位和2#芯棒循环工位平行设置于轧管机轧制中心线的两侧,1#芯棒循环工位和2#芯棒循环工位之间轧制线上设置芯棒支撑升降辊道(28),芯棒限动小车(17)夹紧芯棒的尾部放置于芯棒支撑升降辊道(28)的上方,1#芯棒循环工位和2#芯棒循环工位的从轧制中心线往外依次布置芯棒横移装置五(36)、芯棒预穿固定辊道(42)、芯棒横移惠斯顿(40)和芯棒冷却水槽(43)。2.根据权利要求1所述的一种热轧无缝管双工位芯棒循环限动轧制装置,其特征在于:所述毛管移送小车(1)的取料点位于穿孔机的出口或者毛管输送链的出口,取料点位置处用于接毛管的装置为挡料斜臂条、接料钩、接料台架、对齐辊道或者喷硼砂装置的对滚轮。3.根据权利要求1所述的一种热轧无缝管双工位芯棒循环限动轧制装置,其特征在于:所述毛管预穿升降辊道(9)、毛管升降输送辊道(10)、预穿升降辊道(39)、预穿线固定辊道(42)、预穿固定辊道(14)和芯棒夹送辊装置(38)的驱动装置为变频减速电机、变频电机或者液压马达;毛管预穿升降辊道(9)、毛管升降输送辊道(10)、芯棒支撑升降辊道(28)和预穿升降辊道(39)的升降传动驱动装置为液压缸、电机或液压马达驱动的升降机,所述液压缸上安装位移传感器,并采用电动或手动调整的机械限位装置调整所述辊道中心线高度,所述电机或液压马达驱动的升降机上安装编码器和位移传感器用于调整所述辊道中心线高度。4.根据权利要求1所述的一种热轧无缝管双工位芯棒循环限动轧制装置,其特征在于:所述抱芯辊装置(6)为三辊抱芯装置或者四辊抱芯装置,抱芯辊装置(6)的开口度调整方式为机械限位方式或者位移传感器电气控制方式;所述芯棒预穿链/齿条(21)由预穿链条、升降辊道与预穿齿条组成,离线预穿芯棒冷却装置(16)与在线预穿芯棒冷却装置(31)均为喷淋式冷却装置或者为带旋转装置的喷淋式冷却装置;所述芯棒限动小车(17)上安装有活动的芯棒卡爪、驱动装置和芯棒自动喂入/拉出装置,芯棒限动小车(17)的行走装置为车轮或者滑板,芯棒限动小车(17)的驱动装置为齿条传动方式或者钢丝绳传动方式;芯棒限动小
车(17)上安装有限动导向装置,限动导向装置为滑板或导轮。5.根据权利要求1所述的一种热轧无缝管双工位芯棒循环限动轧制装置,其特征在于:所述芯棒冷却装置(43)包括水槽和料位盘,所述水槽的侧壁上沿轴线方向设置取放料开口,料位盘设置于水槽中,料位盘的轴线方向与水槽的轴线方向共线,料位盘在水槽中沿轴线方向作旋转运动,在料位盘的外圆面上沿料位盘的圆周方向均布至少三个用于放置芯棒的凹槽。6.根据权利要求1所述的一种热轧无缝管双工位芯棒循环限动轧制装置,其特征在于:所述双工位芯棒循环限动轧制装置设置为以下任一种工艺布置形式:1)当毛管移送小车(1)的放料点为1#芯棒循环工位和2#芯棒循环工位时,双工位芯棒循环限动轧制装置处于双工位离线预穿工艺布置方式;2)当毛管移送小车(1)的放料点为抱芯辊装置(6)位置处时,双工位芯棒循环限动轧制装置处于双工位在线预穿工艺布置方式;3)当毛管移送小车(1)的放料点为1#芯棒循环工位、2#芯棒循环工位和抱芯辊装置(6)时,双工位芯棒循环限动轧制装置处于复合预穿芯棒的工艺布置方式。7.如权利要求1或6所述的装置在三辊斜轧轧管机、二辊斜轧轧管机、二辊连轧机或者三辊连轧机限动轧制系统或者芯棒循环系统中的应用,其特征在于:a.在轧制薄壁管时,为了减少芯棒与毛管接触时间减少毛管温降,采取双工位在线预穿芯棒循环工艺布置方式;b.在轧制厚壁管时,厚壁管热容量大,温降小,为提高轧制节奏,采取双工位离线预穿芯棒循环工艺布置方式;c.机组既需要生产薄壁管也需要生产厚壁管时,采用双工位复合预穿芯棒的工艺布置方式。8.采用如权利要求1所述装置的热轧无缝管双工位芯棒循环限动轧制工艺,其特征在于:采取双工位在线预穿芯棒循环工艺布置方式,包括以下步骤:s1、轧制线上的1#芯棒完成轧制回退到位,1#芯棒循环工位芯棒横移装置四(30)启动,将1#芯棒从轧制线横移至1#芯棒循环工位芯棒冷却装置(31)上进行冷却;s2、1#芯棒横移的同时,2#芯棒循环工位芯棒横移装置四(30’)启动,将2#芯棒循环工位上冷却好的2#芯棒从2#芯棒循环工位芯棒冷却装置(31’)上横移至轧制中心线,芯棒限动小车(17)的卡爪夹紧芯棒尾柄;s3、步骤s2中2#芯棒横移过程中,毛管横移小车(1)将毛管平稳的放置于轧制中心线处;s4、芯棒在限动小车(17)的带动下朝轧管机方向前进到位后,轧制线上的毛管升降输送辊道(10)升起,将毛管沿轧机方向输送直至轧管机并将毛管咬入,然后毛管升降输送辊道(10)下降到最低位;s5、轧管机轧制完成后,2#芯棒在限动小车(17)的牵引下快速回退到位,2#芯棒循环工位芯棒横移装置(31’)启动,将2#芯棒从轧制线横移至2#芯棒循环工位芯棒冷却装置(31’)上进行冷却;s6、2#芯棒横移的同时,1#芯棒循环工位芯棒横移装置四(30)启动,将冷却好的1#芯棒从1#芯棒循环工位冷却装置(31)上横移至轧制中心线,限动小车(17)卡爪夹紧1#芯棒尾
柄;s7、步骤s6中1#芯棒横移过程中,毛管横移小车(1)将毛管平稳的放置于轧制中心线处;s8、1#芯棒循环工位芯棒在限动小车(17)的带动下朝主机方向前进到位后,轧制线上的毛管升降输送辊道(10)升起将毛管朝轧机方向输送直至轧管机将毛管咬入,升降辊道下降到最低位,步骤s1~s8反复循环。9.采用如权利要求1所述装置的热轧无缝管双工位芯棒循环限动轧制工艺,其特征在于:采取双工位离线预穿芯棒循环工艺布置方式,包括以下步骤:s1、轧制线上的1#芯棒完成轧制回退到位,此时2#工位处的2#芯棒预穿完成,四连杆横移装置(8)或芯棒横移装置(12、26)同步启动,将1#芯棒从轧制线横移至毛管预穿升降辊道(9)上,四连杆横移装置(8’)或芯棒横移装置(12’、26’)启动将2#工位预穿完成的2#芯棒和毛管横移至轧制线;s2、1#芯棒循环工位的芯棒预穿链/齿条(21)卡住1#芯棒的尾柄后快速回退到离线预穿芯棒冷却装置(16)位置处,离线预穿芯棒冷却装置(16)启动,对轧制后的1#芯棒进行快速冷却;s3、1#芯棒循环工位的1#芯棒回退的同时,2#芯棒循环工位的2#芯棒在限动小车(17)的牵引下朝主机方向前进到位后,轧制线上的毛管升降输送辊道(10)升起,将毛管朝轧机方向输送直至轧管机将毛管咬入,毛管升降输送辊道(10)下降到最低位;s4、毛管轧制的同时,毛管移送小车(1)将穿孔机穿好的毛管平稳的放置在1#芯棒循环工位的毛管预穿升降辊道(9)之上,1#芯棒循环工位的芯棒预穿链/齿条(21)启动,带动1#芯棒预穿入毛管内部,1#芯棒预穿到位后等待1#芯棒循环工位四连杆横移装置(8)或芯棒横移装置(12、26)同步启动拨料;s5、轧管机轧完后,芯棒限动小车(17)带动2#芯棒快速回退到位;s6、四连杆横移装置(8)或者芯棒横移装置(12’、26’)启动,将2#芯棒循环工位的2#芯棒从轧制线横移至2#芯棒循环工位毛管预穿升降辊道(9’)之上,与此同时四连杆横移装置(8)或者芯棒横移装置(12、26)将1#芯棒循环工位处的1#芯棒和毛管横移至轧制线;s7、2#芯棒循环工位的2#芯棒在预穿链/齿条(21’)带动下快速回退至离线预穿芯棒冷却装置(16’)位置处进行冷却,毛管移送小车(1)将穿孔机穿好的毛管平稳的放置在2#芯棒循环工位的毛管预穿升降辊道(9’)之上,2#芯棒冷却完成后2#芯棒循环工位的芯棒预穿链/齿条(21’)启动,带动2#芯棒插入毛管内部,2#芯棒预穿到位后等待2#芯棒循环工位四连杆横移装置(8)或芯棒横移装置(12’、26’)同步启动拨料;s8、轧制完成后,芯棒限动小车(17)带动1#芯棒快速回退到位;四连杆横移装置(8)或者芯棒横移装置(12)启动,将1#芯棒循环工位的1#芯棒从轧制线横移至1#芯棒循环工位毛管预穿升降辊道(9)上,同时四连杆横移装置(8)或者芯棒横移装置(12’、26’)将2#芯棒循环工位预穿完成的2#芯棒和毛管横移至轧制线,步骤s1~s8反复循环。10.采用如权利要求1所述装置的热轧无缝管双工位芯棒循环限动轧制工艺,其特征在于:采取双工位复合预穿芯棒循环工艺布置方式,包括以下步骤:a、离线预穿a
‑
a、轧制线上的1#芯棒完成轧制回退到位、2#工位芯棒在夹送辊装置(38’)驱动下在
预穿辊道(14’)上和预穿升降辊道(39’)上完成预穿,芯棒横移装置五(36)启动将1#工位的芯棒从轧制线横移至1#工位芯棒冷却装置(31)之上快速冷却;1#工位芯棒横移同时,2#工位芯棒横移装置二(15’)和芯棒横移装置五(36’)同步启动将预穿好的2#芯棒和毛管横移至轧制线;a
‑
b、限动小车带动芯棒朝主机方向前进到位后,轧制线上的毛管输送升降辊道(10)升起将毛管朝轧机方向输送直至轧管机将毛管咬入,毛管输送升降辊道(10)下降到最低位;a
‑
c、轧制的同时,毛管横移车(1)将穿孔机穿好的毛管平稳的放置在1#工位的固定预穿辊道(14)之上,1#工位前台二段升降辊道(39)升起、夹送辊(38)或预穿齿条启动,带动芯棒插入毛管内部,芯棒预穿到位后等待1#工位横移装置(15、36)拨料;a
‑
d、轧管机轧完后,芯棒限动小车(17)带动芯棒快速回退到位;a
‑
e、芯棒横移装置(36’)启动将2#工位的芯棒从轧制线横移至2#工位芯棒冷却装置(31’)之上,与此同时横移装置(15、36)同步启动将1#工位芯棒和毛管从预穿线横移至轧制线;a
‑
f、2#工位的芯棒在芯棒冷却位进行冷却,毛管横移车(1)将穿孔机穿好的毛管平稳的放置在2#工位的固定预穿辊道(14’)之上,芯棒冷却完成后2#工位的芯棒预穿升降辊道(39’)升起、夹送辊(37’)或预穿齿条启动,带动芯棒插入毛管内部,芯棒预穿到位后等待2#工位横移装置(15’、36’)拨料;a
‑
g、轧制完成后,限动小车(17)带动芯棒快速回退到位;芯棒横移装置(36)启动将1#工位的芯棒从轧制线横移至1#工位芯棒冷却装置(31)之上,与此同时,2#工位横移装置(15’、36’)同步启动将芯棒和毛管横移至轧制线;a
‑
h、步骤a
‑
a~a
‑
g反复循环;b、在线预穿b
‑
a、1#工位轧制完成芯棒回退到位,1#工位前台二段横移装置(36)启动,将1#工位芯棒从轧制线横移至1#工位芯棒冷却装置(33)之上进行冷却;b
‑
b、1#工位横移同时,2#工位前台二段横移装置(36’)启动,将冷却好的2#工位芯棒从2#工位冷却装置(33’)横移至轧制中心线,限动小车(17)卡抓卡住芯棒尾柄;b
‑
c、步骤b
‑
a 和b
‑
b进行过程中,毛管横移小车(1)将毛管平稳的放置于前台一段轧制中心线毛管输送辊道(10)之上;b
‑
d、芯棒限动小车(17)驱动2#工位芯棒朝主机方向前进到位后,轧制线上的毛管送入辊道(10)升起将毛管朝轧机方向输送直至轧管机将毛管咬入,升降辊道下降到最低位;b
‑
e、轧制完成后,2#工位芯棒在在限动小车(17)的带动下快速回退到位,2#工位前台二段横移装置(36’)启动,将2#工位芯棒从轧制线横移至2#工位芯棒冷却装置(33’)之上进行冷却;b
‑
f、2#工位芯棒横移同时,1#工位前台二段横移装置(36)启动,将冷却好的1#工位芯棒从1#工位冷却装置(33)横移至轧制中心线,限动小车(17)卡抓卡住芯棒尾柄;b
‑
g、步骤b
‑
e 和b
‑
f进行过程中,毛管横移小车将毛管平稳的放置于前台一段轧制中心线毛管输送辊道(10)之上;b
‑
h、1#工位芯棒在限动小车(17)的带动下超主机方向前进到位后,轧制线上的毛管送入辊道(10)升起将毛管朝轧机方向输送直至轧管机将毛管咬入,升降辊道下降到最低位;
b
‑
i、步骤b
‑
a~b
‑
i反复循环;c、离线预穿c
‑
a、轧制线上的1#芯棒完成轧制回退到位、2#工位芯棒在夹送辊装置(38’)和预穿辊道(42’)驱动下在预穿辊道(42’)和预穿升降辊道(9’)上完成预穿,芯棒横移装置五(36)启动将1#工位的芯棒从轧制线横移至1#工位预穿线固定辊道(42)之上,预穿与水槽间芯棒横移装置(40)启动将若干芯棒横移至芯棒冷却水槽(43)内进行冷却;1#工位芯棒横移同时,2#工位芯棒横移装置(15’)和芯棒横移装置(36’)同步启动将预穿好的2#芯棒和毛管横移至轧制线;c
‑
b、限动小车带动芯棒朝主机方向前进到位后,轧制线上的毛管输送升降辊道(10)升起将毛管朝轧机方向输送直至轧管机将毛管咬入,毛管输送升降辊道(10)下降到最低位;c
‑
c、轧制的同时,冷却水槽主传动(44)启动将冷却好的芯棒拨出水槽(43),芯棒横移装置(40)启动将芯棒横移至预穿线固定辊道(42)之上;与此同时,毛管横移车(1)将毛管平稳的放置在1#工位的预穿升降辊道(9)之上,1#工位前台二段固定辊道(42)和夹送辊(38)或预穿齿条启动,带动芯棒插入毛管内部,芯棒预穿到位后等待1#工位横移装置(15、36)拨料;c
‑
d、轧管机轧完后,芯棒限动小车(17)带动芯棒快速回退到位;c
‑
e、芯棒横移装置(36’)启动将2#工位的芯棒从轧制线横移至2#工位预穿线固定辊道(42’)之上,预穿与水槽间芯棒横移装置(40’)启动将芯棒横移至芯棒冷却水槽(43’)内进行冷却;与此同时横移装置(15、36)同步启动将1#工位芯棒和毛管从预穿线横移至轧制线;c
‑
f、轧制的同时,冷却水槽主传动(44’)启动将冷却好的芯棒拨出水槽,芯棒横移装置(40’)启动将芯棒横移至预穿线固定辊道(42’)上;与此同时,毛管横移车(1)将毛管平稳的放置在2#工位的预穿升降辊道(9’)之上,1#工位前台二段升降辊道(39’)升起、夹送辊(38’)或预穿齿条启动,带动芯棒插入毛管内部,芯棒预穿到位后等待2#工位横移装置(15’、36’)拨料;c
‑
g、轧制完成后,限动小车(17)带动芯棒快速回退到位;芯棒横移装置(36)启动将1#工位的芯棒从轧制线横移至1#工位预穿线固定辊道(42)之上,与此同时,2#工位横移装置(15’、36’)同步启动将芯棒和毛管横移至轧制线;c
‑
h、步骤c
‑
a~c
‑
g反复循环;d、在线预穿d
‑
a、1#工位轧制完成芯棒回退到位,1#工位前台二段横移装置(36)启动,将1#工位芯棒从轧制线横移至预穿线固定辊道(42)之上,预穿与水槽间芯棒横移装置(40)启动将若干芯棒横移至芯棒冷却水槽(43)内进行冷却;d
‑
b、1#工位横移同时,2#工位冷却水槽主传动(44’)启动将冷却好的芯棒拨出水槽,芯棒横移装置(40’)启动将芯棒横移至预穿线固定辊道(42’)上,横移装置(36’)启动将2#工位芯棒横移至轧制中心线上,限动小车(17)卡抓卡住芯棒尾柄;d
‑
c、步骤d
‑
a 和d
‑
b进行过程中,毛管横移小车(1)将毛管平稳的放置于前台一段轧制中心线毛管输送辊道(10)之上;d
‑
d、芯棒限动小车(17)驱动2#工位芯棒朝主机方向前进到位后,轧制线上的毛管送入辊道(10)升起将毛管朝轧机方向输送直至轧管机将毛管咬入,升降辊道下降到最低位;
d
‑
e、轧制完成后,芯棒横移装置(36’)启动将2#工位的芯棒从轧制线横移至2#工位预穿线固定辊道(42’)之上,预穿与水槽间芯棒横移装置(40’)启动将芯棒横移至芯棒冷却水槽(43’)内进行冷却;d
‑
f、步骤d
‑
e 进行时, 1#工位前台二段横移装置(36)启动,将1#工位芯棒从轧制线横移至预穿线固定辊道(42)之上,预穿与水槽间芯棒横移装置(40)启动将芯棒横移至芯棒冷却水槽(43)内进行冷却,限动小车(17)卡抓卡住芯棒尾柄;d
‑
g、步骤d
‑
e 和d
‑
f进行过程中,毛管横移小车将毛管平稳的放置于前台一段轧制中心线毛管输送辊道(10)之上;d
‑
h、1#工位芯棒在限动小车(17)的带动下超主机方向前进到位后,轧制线上的毛管送入辊道(10)升起将毛管朝轧机方向输送直至轧管机将毛管咬入,升降辊道下降到最低位;d
‑
i、步骤d
‑
a~d
‑
i反复循环。
技术总结
一种热轧无缝管双工位芯棒循环限动轧制工艺、装置及其应用,属于无缝管热轧技术领域,本装置包括轧管机前台和毛管横移装置,轧管机前台包括前台一段和前台二段,前台一段设置于靠近轧管机一侧,前台二段设置于前台一段的尾端;毛管横移装置设置于穿孔机与轧管机轧制线之间,毛管夹或者毛管钩夹紧穿孔机轧制出的毛管后通过毛管移送小车由穿孔机横向输送至前台一段;根据工艺要求组合为以下任一种工艺布置方式:双工位在线预穿芯棒工艺布置方式、双工位离线预穿芯棒工艺布置方式、双工位同时具备在线预穿和离线预穿芯棒的复合工艺布置方式。本发明应用于三辊斜轧轧管机、二辊斜轧轧管机、二辊连轧机和三辊连轧机芯棒限动轧制系统或者芯棒循环系统。统或者芯棒循环系统。统或者芯棒循环系统。
技术研发人员:杨艳丽
受保护的技术使用者:杨艳丽
技术研发日:2021.08.12
技术公布日:2021/11/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。