1.本发明属于钢铁行业设备技术领域,涉及一种用于棒材冷床成品倍尺分钢的辅助装置。
背景技术:
2.上钢装置是棒材生产线的重要设备之一,轧件从成品孔轧出后,经穿水器
→
倍尺飞剪
→
冷床前快速引导段输送辊道
→
冷床段快速输送辊道
→
上钢装置抛至钢冷床矫直板。升降裙板主要用于对辊道上运行的棒材进行制动,在制动的同时还起到分钢的作用,并将制动后的棒材卸入冷床矫直板矫直。在多切分轧制时,由于轧制成品温度高、钢径小,上钢成品倍尺较软等原因,通常存在分钢不彻底或分钢过程延时,造成冷床上钢成品倍尺追尾,直接影响到成材率与作业率,因此急需设计一种成品倍尺分钢辅助装置来扭转这种被动的局面。
技术实现要素:
3.本发明所解决的问题是提供棒材拨钢装置,以解决现有分钢追尾造成飞钢的问题。
4.为了解决上述问题,本发明采用的技术方案是:包括设有变频辊的运输辊道和分钢辊道,所述运输辊道用于将成品倍尺运输至所述分钢辊道,在所述运输辊道的一侧设有支撑板和引导侧板,所述支撑板的一端设有气缸,所述支撑板的另一端设有销轴,所述气缸的活塞杆与所述引导侧板的一端相铰接,所述引导侧板的另一端与所述销轴相铰接,所述引导侧板用于推动下一根成品倍尺的头部,防止其追尾前一根成品倍尺的尾部;在所述分钢辊道的外侧设有升降裙板和过渡板,所述升降裙板高于所述分钢辊道,所述分钢辊道逐步向所述升降裙板倾斜直至与水平线呈锐角a,所述升降裙板和所述过渡板的上端均与水平线呈锐角b向外侧倾斜,当成品倍尺运输至所述分钢辊道后,所述升降裙板下降至低于所述分钢辊道,成品倍尺从所述分钢辊道滑落至所述过渡板的侧壁,所述升降裙板上升将至成品倍尺抬起高于所述过渡板,成品倍尺从所述过渡板的斜面滑落至指定位置完成分钢;所述变频辊、所述气缸和所述升降裙板均与plc控制系统相连接,所述plc控制系统用于控制所述变频辊的滚动关闭、所述气缸的伸缩和所述升降裙板的升起下降。
5.上述技术方案中,更具体的技术方案还可以是:所述锐角a为10
°
至15
°
,所述锐角b为25
°
至35
°
。
6.进一步的:所述引导侧板为合金耐磨板。
7.进一步的:所述销轴与所述支撑板之间设有铜套。
8.由于采用了上述技术方案,本发明与现有技术相比具有如下有益效果:1、通过气缸控制引导侧板,引导成品倍尺改变运动轨迹,避免与上一根倍尺在分钢过程中的追尾堆钢,满足了辅助生产工艺的需求。
9.2、通过plc控制系统关联与生产节奏同步,引导侧板精准平稳;利用程序调节引导
侧板引导时间,有效引导避开多切分轧成品倍尺尾部分钢不彻底导致的追尾堆钢问题,完全符合设计预期。
10.3、本发明具有结构简单,安全可靠,成本低,方便维护保养,运行效果好的特点。
附图说明
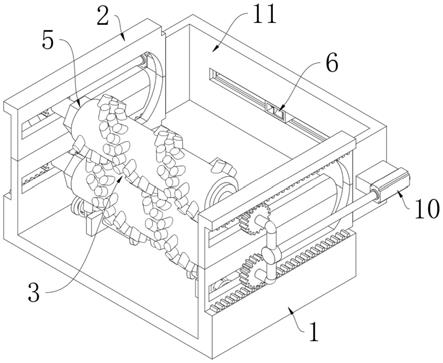
11.图1是本发明的结构示意图。
12.图2是本发明的工作状态示意图。
13.图3是图1的右视图。
14.图中:1、变频辊;2、运输辊道;3、分钢辊道;4、支撑板;41、气缸;42、引导侧板;43、销轴;5、升降裙板;6、过渡板;7、成品倍尺。
具体实施方式
15.下面结合附图实例对本发明作进一步详述:实施例一:如图1至图3所示的棒材拨钢装置,包括设有变频辊1的运输辊道2和分钢辊道3,运输辊道2用于将成品倍尺7运输至分钢辊道3,在运输辊道2的一侧设有支撑板4和引导侧板42,支撑板4的一端设有气缸41,支撑板4的另一端设有销轴43,气缸41的活塞杆与引导侧板42的一端相铰接,引导侧板42的另一端与销轴43相铰接,引导侧板42用于推动下一根成品倍尺7的头部,防止其追尾前一根成品倍尺7的尾部;在分钢辊道3的外侧设有升降裙板5和过渡板6,升降裙板5高于分钢辊道3,分钢辊道3逐步向升降裙板5倾斜直至与水平线呈锐角a,升降裙板5和过渡板6的上端均与水平线呈锐角b向外侧倾斜,当成品倍尺7运输至分钢辊道3后,升降裙板5下降至低于分钢辊道3,成品倍尺7从分钢辊道3滑落至过渡板6的侧壁,升降裙板5上升将至成品倍尺7抬起高于过渡板6,成品倍尺7从过渡板6的斜面滑落至指定位置完成分钢;变频辊1、气缸41和升降裙板5均与plc控制系统相连接,plc控制系统用于控制变频辊1的滚动关闭、气缸41的伸缩和升降裙板5的升起下降;引导侧板42为合金耐磨板;销轴43与支撑板4之间设有铜套。本实例中,锐角a为10
°
,锐角b为35
°
,锐角a小于10
°
时成品倍尺7从分钢辊道3滑落速度较慢,影响生产节拍,锐角b小于35
°
时成品倍尺7从升降裙板5和过渡板6的斜面滑落速度较慢,锐角b大于35
°
时成品倍尺7滑落速度较快,出现跳钢,当锐角a设为10
°
,锐角b设为35
°
较为适宜。
16.使用时,经过倍尺飞剪分段后的成品倍尺7在运输辊道2上加速,当运输辊道2的尾端到达合适位置时,升降裙板5由高位下降至低位,此时分钢辊道3上的成品倍尺7将沿着分钢辊道3斜面滑入过渡板6与升降裙板5之间,在下一根成品倍尺7到来之前,升降裙板5上升至中位以便挡住下一根成品倍尺7防止其滑入堆叠在前一根成品倍尺7上;由于分钢辊道3由0
°
逐步倾斜过度到10
°
的斜面,前一根成品倍尺7的头部先落入而尾部还在分钢辊道3内,稍有延时就会造成下一根成品倍尺7追尾堆钢前一根成品倍尺7的尾部的问题,因此通过plc控制系统控制气缸41运动,使引导侧板42以销轴43为圆心转动,引导下一根成品倍尺7头部的改变运动轨迹,有效避开分钢不彻底导致的追尾堆钢问题,引导侧板42的导向角度通过设置气缸41的伸缩长度实现可调式,能有效避免角度偏差影响,提高了成品倍尺7引导的精准性。
17.实施例二:如图1至图3所示的棒材拨钢装置,包括设有变频辊1的运输辊道2和分钢辊道3,运输辊道2用于将成品倍尺7运输至分钢辊道3,在运输辊道2的一侧设有支撑板4和引导侧板42,支撑板4的一端设有气缸41,支撑板4的另一端设有销轴43,气缸41的活塞杆与引导侧板42的一端相铰接,引导侧板42的另一端与销轴43相铰接,引导侧板42用于推动下一根成品倍尺7的头部,防止其追尾前一根成品倍尺7的尾部;在分钢辊道3的外侧设有升降裙板5和过渡板6,升降裙板5高于分钢辊道3,分钢辊道3逐步向升降裙板5倾斜直至与水平线呈锐角a,升降裙板5和过渡板6的上端均与水平线呈锐角b向外侧倾斜,当成品倍尺7运输至分钢辊道3后,升降裙板5下降至低于分钢辊道3,成品倍尺7从分钢辊道3滑落至过渡板6的侧壁,升降裙板5上升将至成品倍尺7抬起高于过渡板6,成品倍尺7从过渡板6的斜面滑落至指定位置完成分钢;变频辊1、气缸41和升降裙板5均与plc控制系统相连接,plc控制系统用于控制变频辊1的滚动关闭、气缸41的伸缩和升降裙板5的升起下降;引导侧板42为合金耐磨板;销轴43与支撑板4之间设有铜套。本实例中,锐角a为15
°
,锐角b为25
°
,锐角a大于15
°
时成品倍尺7从分钢辊道3滑落速度较快,出现跳钢,锐角b小于25
°
时成品倍尺7从升降裙板5和过渡板6的斜面滑落速度较慢,锐角b大于25
°
时成品倍尺7滑落速度较快,出现跳钢,当锐角a设为15
°
,锐角b设为25
°
较为适宜。
18.使用时,经过倍尺飞剪分段后的成品倍尺7在运输辊道2上加速,当运输辊道2的尾端到达合适位置时,升降裙板5由高位下降至低位,此时分钢辊道3上的成品倍尺7将沿着分钢辊道3斜面滑入过渡板6与升降裙板5之间,在下一根成品倍尺7到来之前,升降裙板5上升至中位以便挡住下一根成品倍尺7防止其滑入堆叠在前一根成品倍尺7上;由于分钢辊道3由0
°
逐步倾斜过度到15
°
的斜面,前一根成品倍尺7的头部先落入而尾部还在分钢辊道3内,稍有延时就会造成下一根成品倍尺7追尾堆钢前一根成品倍尺7的尾部的问题,因此通过plc控制系统控制气缸41运动,使引导侧板42以销轴43为圆心转动,引导下一根成品倍尺7头部的改变运动轨迹,有效避开分钢不彻底导致的追尾堆钢问题,引导侧板42的导向角度通过设置气缸41的伸缩长度实现可调式,能有效避免角度偏差影响,提高了成品倍尺7引导的精准性。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。