1.本发明涉及模具切粉异物清除技术领域,尤其涉及一种切粉吹除装置、切粉吹除装置的控制系统、切粉吹除装置的控制方法、用于切粉吹除的数据处理终端、接收用户输入程序存储介质、智能化切粉吹除模具。
背景技术:
2.目前,车辆识别号码(vehicle identification number,或车架号码),简称vin,是一组由十七个字母或数字组成,用于汽车上的一组独一无二的号码,可以识别汽车的生产商、引擎、底盘序号及其他性能等资料。为避免与数字的1、0、9混淆,英文字母“i”、“o”、“q”不使用,第10位生产型年不使用“i”、“o”、“q”、“u”、“z”、“0”。
3.因为车架号码具有唯一性和不可修改,所以对于刻印车架号的汽车冲压板材表面质量要求极高,禁止有任何硌伤修理涂改的痕迹。
4.原来的冲压模具工艺,为避免在冲压件刻印工序出现切屑的硌伤,将刻印工艺单独设置成一套工序,随着加工成本降低,加工集成度的增加,这种方式已经逐步被淘汰
5.通过上述分析,现有技术存在的问题及缺陷为:
6.(1)现有生产带有刻印车架号的汽车冲压板材的模具,为了节约加工工序和成本的考虑,压型工艺和冲孔工艺集中在同一工序中进行加工。在车架号刻印面周围,有许多的冲孔。冲孔后掉落的微小切屑,散布在车架号刻印型面上造成冲压件硌伤。
7.(2)出于加工成本考虑,无法将压型工艺和冲孔工艺分开。
8.(3)冲孔较多,且均分布在车架号刻印面周围,切粉散落无法避免。
9.(4)因模具上型和下型刀口配合将板材多余的废料切除,在切除过程中会出现铁质粉末散落在模具型面周边,这些粉末散落在车架号刻印面上后面批量生产的板材就无法使用。这些是在量产时无法避免的
10.解决以上问题及缺陷的难度为:加工的机床设备为高度自动化的封闭式连续机床,散落的切粉无法人工去除。
11.解决以上问题及缺陷的意义为:防止汽车冲压件车架号刻印面硌伤,避免刻印面硌伤的制件废弃,节约成本。同时避免了频繁停机进行清扫的作业步骤,提高了加工效率。间歇式吹除防止了普通吹气设备在整个工作循环中持续吹气,吹到其他无用部位造成的二次污染。
技术实现要素:
12.为克服相关技术中存在的问题,本发明公开实施例提供了一种切粉吹除装置、切粉吹除装置的控制系统、切粉吹除装置的控制方法、用于切粉吹除的数据处理终端、接收用户输入程序存储介质、智能化切粉吹除模具。所述技术方案如下:
13.根据本发明公开实施例的第一方面,提供一种切粉吹除装置,所述切粉吹除装置包括:
14.第一自动化气路,制件抓取后开启,板材投入前关闭,用于吹扫成型块表面残留的加工切屑;
15.第二自动化气路,制件加工后开启,制件抓取前关闭;用于吹扫制件表面残留的加工切屑;
16.控制终端,与第一自动化气路、第二自动化气路连接,用于控制第一自动化气路、第二自动化气路的工作程序;
17.压力机上滑块下降角度检测传感器,与控制终端连接,用于检测压力机上滑块下降角度,并将检测的信息发送控制终端。
18.优选地,所述第一自动化气路抓取前间歇进行切粉吹除;
19.敞开吹扫角度210
°
,关闭角度275
°
。
20.210
°
~275
°
之间为可调节范围。
21.所述第二自动化气路利用抓取前间歇进行切粉吹除,
22.敞开吹扫角度0
°
,关闭角度160
°
。
[0023]0°
~160
°
之间为可调节范围
[0024]
以上调节均可通过压力机床触摸屏控制设定。
[0025]
根据本发明公开实施例的第二方面,提供一种切粉吹除装置的控制系统,所述切粉吹除装置的控制系统包括控制器,所述控制器用于控制压力机上滑块下降过程中运行角度,
[0026]
以及控制第一自动化气路、第二自动化气路的间歇切粉吹除程序;
[0027]
第一自动化气路控制阀,与控制器连接,用于控制第一自动化气路吹扫成型块表面残留的加工切屑;
[0028]
第二自动化气路控制阀,与控制器连接,用于控制第二自动化气路吹扫制件表面残留的加工切屑;
[0029]
压力机上滑块下降角度计算模块,与控制器连接,对压力机上滑块下降角度检测传感器检测的压力机上滑块下降角度进行计算,并将检测的角度信息发送控制器。
[0030]
优选地,所述控制器还用于控制第一自动化气路控制阀、第二自动化气路控制阀间歇式开启和关闭。
[0031]
根据本发明公开实施例的第三方面,提供一种切粉吹除装置的控制方法,所述切粉吹除装置的控制方法包括:
[0032]
通过对压力机上滑块下降过程中每个位置按角度计算,控制第一自动化气路、第二自动化气路的开启、关闭;对成型块、制件表面残留的加工切屑进行吹扫。
[0033]
优选地,在制件被机械手抓走和模具上滑块向下运行到成型块下死点的位置时,第一自动化气路、第二自动化气路的关闭。
[0034]
根据本发明公开实施例的第四方面,提供一种用于切粉吹除的数据处理终端,所述用于切粉吹除的数据处理终端用于实施所述的切粉吹除装置的控制方法。
[0035]
根据本发明公开实施例的第五方面,提供一种接收用户输入程序存储介质,所存储的计算机程序使电子设备执行所述的切粉吹除装置的控制方法。
[0036]
根据本发明公开实施例的第六方面,提供一种智能化切粉吹除模具,所述智能化切粉吹除模具搭载所述的切粉吹除装置,并实施所述的切粉吹除装置的控制方法。
[0037]
本发明公开的实施例提供的技术方案可以包括以下有益效果:
[0038]
本发明通过压力机上滑块下降过程中每个位置按角度计算,切粉吹除装置根据上滑块的角度来决定是否在工作状态。在制件被机械手抓走和模具上滑块向下运行到成型块下死点的位置时,切粉吹除装置不工作的。解决了因为吹不到模具里面的切粉异物,如果模具一直在工作状态从而产生二次污染。
[0039]
结合实验或试验数据和现有技术对比得到的效果和优点:
[0040]
当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
[0041]
以1000枚/回为计量标准,对照几种清除方式的效果如下:
[0042]
附图说明
[0043]
此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。
[0044]
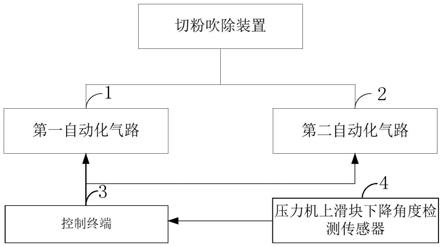
图1是本发明实施例提供的切粉吹除装置示意图。
[0045]
图中:1、第一自动化气路;2、第二自动化气路;3、控制终端;4、压力机上滑块下降角度检测传感器。
[0046]
图2是本发明实施例提供的切粉吹除装置运行原理图。
具体实施方式
[0047]
这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本公开相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本公开的一些方面相一致的装置和方法的例子。
[0048]
如图1所示,本发明公开实施例所提供的切粉吹除装置,包括:第一自动化气路1,敞开吹扫角度210
°
,关闭角度20
°
。制件抓取后开启,板材投入前关闭。用于吹扫成型块表面残留的加工切屑。
[0049]
第二自动化气路2,敞开吹扫角度0
°
,关闭角度160
°
。制件加工后开启,制件抓取前关闭;用于吹扫制件表面残留的加工切屑。
[0050]
控制终端3,与第一自动化气路1、第二自动化气路2连接,用于控制第一自动化气路1、第二自动化气路2的工作程序;
[0051]
压力机上滑块下降角度检测传感器4,与控制终端3连接,用于检测压力机上滑块下降角度,并将检测的信息发送控制终端3。
[0052]
在本实施例中,所述第一自动化气路1抓取前间歇进行切粉吹除;
[0053]
敞开吹扫角度210
°
,关闭角度20
°
。
[0054]
所述第二自动化气路2利用抓取前间歇进行切粉吹除,敞开吹扫角度0
°
,关闭角度160
°
本发明还提供一种切粉吹除装置的控制系统,所述切粉吹除装置的控制系统包括控制器,所述控制器用于控制压力机上滑块下降过程中运行角度,
[0055]
以及控制第一自动化气路1、第二自动化气路2的间歇切粉吹除程序;
[0056]
第一自动化气路1的控制阀,与控制器连接,用于控制第一自动化气路1吹扫成型块表面残留的加工切屑;
[0057]
第二自动化气路2的控制阀,与控制器连接,用于控制第二自动化气路2吹扫制件表面残留的加工切屑;
[0058]
压力机上滑块下降角度计算模块,与控制器连接,对压力机上滑块下降角度检测传感器4检测的压力机上滑块下降角度进行计算,并将检测的角度信息发送控制器。
[0059]
在本实施例中,所述控制器还用于控制第一自动化气路1的控制阀、第二自动化气路2的控制阀间歇式开启和关闭。
[0060]
本发明还提供一种切粉吹除装置的控制方法,所述切粉吹除装置的控制方法包括:
[0061]
通过对压力机上滑块下降过程中每个位置按角度计算,控制第一自动化气路1、第二自动化气路2的开启、关闭;对成型块、制件表面残留的加工切屑进行吹扫。
[0062]
在本实施例中,在制件被机械手抓走和模具上滑块向下运行到成型块下死点的位置时,第一自动化气路1、第二自动化气路2的关闭。
[0063]
证明支持材料部分(/实验或试验数据和结果/仿真结果和附图/分析等能够证明本发明优点和积极效果的材料,都可以提供。)
[0064]
以1000枚/回为计量标准,对照几种清除方式的效果如下:
[0065][0066][0067]
图2是切粉吹除装置运行原理,如图2所示,
[0068]
在一次吹除过程中,第一自动化气路1的on角度为210
°
,off角度为275
°
,制件抓取后开启,板材投入前关闭,主要作用为吹除下型表面残留的加工切屑。在关闭过程中,第一自动化气路1设置的目的是利用投料前间歇进行切粉吹除,避免板材投入时因喷射气流造成的投入不良和二次污染。
[0069]
在二次吹除过程中,第二自动化气路2的on角度为0
°
,off角度为160
°
,制件加工后开启,板材抓取前关闭,主要作用为吹除制件表面残留的加工切屑。在关闭过程中,第二自动化气路2设置的目的是利用抓取前间歇进行切粉吹除,避免制件抓取时,因喷射气流造成的抓取不良和二次污染。
[0070]
本领域技术人员在考虑说明书及实践这里公开的公开后,将容易想到本公开的其它实施方案。本技术旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或
者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由所附的权利要求指出。
[0071]
应当理解的是,本公开并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本公开的范围应由所附的权利要求来限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。