1.本发明属于摩擦焊接技术领域,具体涉及一种超高强度钢大型工件连续摩擦弱规范焊接方法。
背景技术:
2.d50re钢是为火箭深盲孔壳体开发的新型超高强度钢,在含cr、ni、mo、si的中合金钢基础上添加w、v、nb等元素,以固溶强化和析出强化来提高强度,通过cr、ni、mo、si、w、v之间的合理配置获得高韧性水平,抗拉强度rm≥1600mpa。由于现有制造工艺的局限,复杂形状的大型超高强度钢构件,比如台阶轴类(截面积100000mm2、长2000~3000mm),采用锻制实心棒料、整体机械加工的制造工艺,存在材料利用率低、生产周期长、成本高昂等问题。
3.摩擦焊作为一种优质、精密、高效、节能的固态焊接技术,已经应用到航空、航天、核工业、海洋开发等高技术领域,并已成为诸如航空发动机转子之类的重要部件最可靠和最可信赖的焊接方法。摩擦焊接为火箭深盲孔壳体焊接制造取代整体锻造加工,提供了技术潜力和应用前景。
4.摩擦焊接工艺参数范围总体分强规范和弱规范两种:强规范是指大摩擦压力、低转速、短摩擦时间;弱规范是指小摩擦压力、高转速、长摩擦时间。强规范焊接生产效率高,焊合区及其近区高温停留时间短、组织细小、接头强韧性能好,但对于截面积100000mm2的大型工件,需要巨型摩擦焊设备,这是目前发展大型工件摩擦焊接的致命障碍。而弱规范适合于在设备能力一定时,焊接更大截面,但超高强度钢弱规范的摩擦焊接很不充分,现有技术中也没有相关说明。
技术实现要素:
5.本发明的目的在于提供一种超高强度钢大型工件连续摩擦弱规范焊接方法,针对大截面实心d50re超高强度钢复杂工件摩擦焊接的需求,能够生产大型不同规格的d50re超高强度钢复杂零件,大幅提高材料利用率和生产效率,降低生产成本。
6.为达到上述目的,本发明使用的技术解决方案是:
7.超高强度钢大型工件连续摩擦弱规范焊接方法,包括:
8.将退火态d50re毛坯加工成焊接子零件,焊接子零件装夹在摩擦焊机上;
9.按照等效直径摩擦线速度1.0~2.5m/s,采用三级加压摩擦焊接将子零件加工成零件毛坯;
10.将零件毛坯机加工去除飞边,得到d50re超高强度钢复杂零件。
11.进一步,三级加压摩擦焊接过程包括:一级压力摩擦预热、二级压力摩擦加热、三级压力顶锻焊合。
12.进一步,一级摩擦压力10~20mpa,摩擦时间25~35s,控制峰值扭矩;二级摩擦压力25~45mpa,持续摩擦至摩擦界面外表面温度≥1180℃;三级摩擦压力110~150mpa,顶锻及保持时间≥60s。
13.进一步,三级压力顶锻焊合过程中,顶锻缩短量≥10mm。
14.进一步,顶锻缩短量18~41mm。
15.进一步,将零件毛坯入炉退火,退火温度650℃~800℃,均温、保温后,出炉空冷至室温。
16.进一步,退火温度780
±
10℃,均温时间1
‑
2小时,保温时间3
‑
6小时。
17.进一步,退火处理过程中,保温时间根据壁厚尺寸调整,按不少于2min/mm壁厚计算。
18.进一步,将d50re超高强度钢复杂零件进行性能热处理。
19.本发明技术效果包括:
20.本发明实现了超高强度钢弱规范摩擦焊接大型工件,对大截面摩擦焊接技术的发展具有重要意义。针对大截面实心d50re超高强度钢复杂工件摩擦焊接的需求,采用本发明能够生产实心截面积5000
‑
100000mm2不同规格的d50re超高强度钢复杂零件,大幅提高材料利用率和生产效率,降低生产成本。
21.本发明基于三级加压摩擦焊接工艺,实行d50re超高强度钢工件的弱摩擦规范焊接,降低了摩擦压力和顶锻压力,以减小摩擦扭矩和设备顶锻负荷,对d50re超高强度钢工件摩擦焊接工艺创新和焊接设备研制均具有重要意义。
附图说明
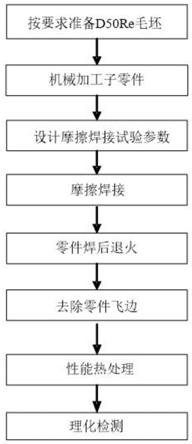
22.图1是本发明中超高强度钢大型工件连续摩擦弱规范焊接方法的流程图;
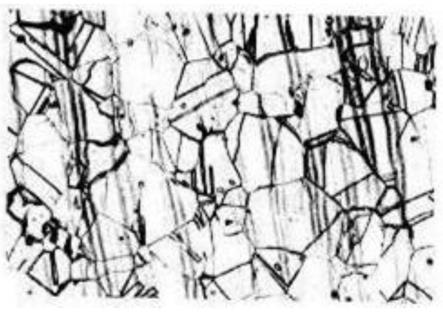
23.图2是本发明实施例1中d50re超高强度钢复杂零件的显微组织图;
24.图3a是本发明实施例1中d50re超高强度钢复杂零件焊合区的晶粒度图;
25.图3b是本发明实施例1中d50re超高强度钢复杂零件热影响区的晶粒度图;
26.图3c是本发明实施例1中d50re超高强度钢复杂零件母材的晶粒度图;
27.图4是本发明实施例2中d50re超高强度钢复杂零件的显微组织图;
28.图5a是本发明实施例2中d50re超高强度钢复杂零件焊合区的晶粒度图;
29.图5b是本发明实施例2中d50re超高强度钢复杂零件热影响区的晶粒度图;
30.图5c是本发明实施例2中d50re超高强度钢复杂零件母材的晶粒度图。
具体实施方式
31.以下描述充分地示出本发明的具体实施方案,以使本领域的技术人员能够实践和再现。
32.本发明针对大截面实心d50re超高强度钢复杂工件摩擦焊接的需求,采用三级加压摩擦焊接工艺,即一级压力摩擦预热、二级压力摩擦加热、三级压力顶锻焊合,通过大幅降低摩擦压力、控制摩擦时间、优化顶锻压力等工艺措施,焊接得到d50re超高强度钢工件,热处理后接头的力学性能屈服强度rm≥1660mpa,规定塑性延伸强度rp0.2(塑性延伸为0.2%时对应的强度值)≥1330mpa,断后延长率a≥8%,断面收缩率z≥40%、u型缺口试样在2mm锤刃下的冲击吸收能量ku2≥52j,不仅达到了d50re超高强度钢锻材的标准要求,而且实测力学性能与母材相当。
33.如图1所示,是本发明中超高强度钢大型工件连续摩擦弱规范焊接方法的流程图。
34.超高强度钢大型工件连续摩擦弱规范焊接方法,具体包括以下步骤:
35.步骤1:将退火态d50re毛坯加工成焊接子零件,焊接子零件装夹在摩擦焊机上;
36.步骤2:按照等效直径摩擦线速度1.0~2.5m/s,采用三级加压摩擦焊接将子零件加工成零件毛坯;
37.步骤21:一级压力摩擦预热,
38.一级摩擦压力10~20mpa,摩擦时间25~35s,控制峰值扭矩;
39.步骤22:二级压力摩擦加热;
40.二级摩擦压力25~45mpa,持续摩擦至摩擦界面外表面温度≥1180℃;
41.步骤23:三级压力顶锻焊合。
42.三级摩擦压力110~150mpa,顶锻及保持时间≥60s,本优选实施例中,顶锻缩短量≥10mm,优选顶锻缩短量18~41mm。
43.步骤3:将零件毛坯入炉退火,退火温度650℃~800℃,均温、保温后,出炉空冷至室温;
44.为了增强材料加工性能,工件焊接后要进行退火处理;优选实施例中,退火温度780
±
10℃,均温时间1
‑
2小时,保温时间3
‑
6小时(按不少于2min/mm壁厚计算),保温时间根据壁厚尺寸调整,按不少于2min/mm壁厚计算。
45.步骤4:将焊后退火的零件毛坯,机加工去除飞边,进行性能热处理,得到d50re超高强度钢复杂零件。
46.为了进一步增强d50re超高强度钢复杂零件的强度,除飞边后进行性能热处理。
47.实施例1
48.焊接子零件规格:φ100mm
×
105mm,焊接面积:7850mm2。
49.1、采用性能满足要求的退火态锻坯,按图纸加工成焊接子零件;
50.2、将子零件装夹在130吨摩擦焊机上;
51.3、按等效直径摩擦线速度1.0m/s,按如下工艺参数将子零件焊接成零件毛坯:
52.①
、一级压力摩擦预热;
53.一级摩擦压力15mpa,摩擦时间30s。
54.②
、二级压力摩擦加热;
55.二级摩擦压力30mpa,摩擦时间210s,摩擦界面外表面温度1180℃;
56.③
、三级压力顶锻焊合。
57.三级摩擦压力130mpa,顶锻及保持时间大于60s,顶锻缩短量≥10mm。
58.4、将焊接成的零件毛坯入炉退火:退火温度780
±
10℃,均温时间2小时,保温时间6小时(按不少于2min/mm壁厚计算),出炉空冷至室温;
59.5、将退火后的零件毛坯机加工去除飞边;
60.6、对去除飞边的零件毛坯进行性能热处理,得到d50re超高强度钢复杂零件。
61.7、理化检测
62.7.1力学性能(横向)
[0063][0064]
7.2金相组织
[0065]
如图2所示,是本发明实施例1中d50re超高强度钢复杂零件的显微组织图。
[0066]
焊合区、热影响区和母材的组织均为回火索氏体。
[0067]
7.3晶粒度
[0068]
如图3a所示,是本发明实施例1中d50re超高强度钢复杂零件焊合区的晶粒度图;如图3b所示,是本发明实施例1中d50re超高强度钢复杂零件热影响区的晶粒度图;如图3c所示,是本发明实施例1中d50re超高强度钢复杂零件母材的晶粒度图。
[0069]
焊合区、热影响区、母材的晶粒度分别为7.0级、5.0级和5.0级。
[0070]
实施例2
[0071]
焊接子零件规格:φ100mm
×
105mm,焊接面积:7850mm2。
[0072]
1、采用性能满足要求的退火态锻坯,按图纸加工成焊接子零件;
[0073]
2、将焊接子零件装夹在130吨摩擦焊机上;
[0074]
3、按等效直径摩擦线速度2.5m/s,按如下工艺参数将焊接子零件焊接成零件毛坯;
[0075]
①
、一级压力摩擦预热;
[0076]
一级压力摩擦15mpa,摩擦时间30s。
[0077]
②
、二级压力摩擦加热;
[0078]
二级压力30mpa,摩擦时间210s,摩擦界面外表面温度≥1180℃。
[0079]
③
、三级压力顶锻焊合。
[0080]
三级压力130mpa,顶锻及保持时间≥60s,顶锻缩短量≥10mm。
[0081]
4、将焊接成的零件毛坯入炉退火:退火温度780
±
10℃,均温时间2小时,保温时间6小时(按不少于2min/mm壁厚计算),出炉空冷至室温。
[0082]
5、将焊后退火的零件毛坯,机加工去除飞边;
[0083]
6、对去除飞边的焊接零件毛坯,进行性能热处理,得到d50re超高强度钢复杂零件。
[0084]
7、理化检测
[0085]
7.1力学性能(横向)
[0086]
[0087]
7.2金相组织
[0088]
如图4所示,是本发明实施例2中d50re超高强度钢复杂零件的显微组织图。
[0089]
焊合区、热影响区和母材的组织均为回火马氏体。
[0090]
7.3晶粒度
[0091]
如图5a所示,是本发明实施例2中d50re超高强度钢复杂零件焊合区的晶粒度图;如图5b所示,是本发明实施例2中d50re超高强度钢复杂零件热影响区的晶粒度图;如图5c所示,是本发明实施例2中d50re超高强度钢复杂零件母材的晶粒度图。
[0092]
焊合区、热影响区和母材的晶粒度分别为7.0级、6.0级和6.5级。
[0093]
本发明所用的术语是说明和示例性、而非限制性的术语。由于本发明能够以多种形式具体实施而不脱离技术方案的精神或实质,所以应当理解,上述实施例不限于任何前述的细节,而应在随附权利要求所限定的精神和范围内广泛地解释,因此落入权利要求或其等效范围内的全部变化和改型都应为随附权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。