一种incoloy合金宽幅薄板的制备方法
技术领域
1.本发明属于金属材料加工技术领域,具体涉及一种incoloy合金宽幅薄板的制备方法。
背景技术:
2.incoloy铁镍基合金具有良好的耐腐蚀性、可加工性,广泛应用于石油化工、油气运输管道等领域,常用牌号有incoloy 8020,incoloy 825,incoloy8028,incoloy 800等,其在装备制造、复合材料制备有广泛的需求。目前市场上所供产品尤其是薄板产品(厚度3
‑
5mm)均为小板幅板材,宽度小于1100mm,长度小于3500mm,不能满足需求。
技术实现要素:
3.为了解决现有技术中存在的上述问题,本发明提供了一种incoloy合金宽幅薄板的制备方法。本发明要解决的技术问题通过以下技术方案实现:
4.一种incoloy合金宽幅薄板的制备方法,包括:
5.步骤1:将incoloy合金锻造板坯进行加热;加热温度为1160~1180℃,保温时间为h
×
(1.3~1.5min/mm),h为incoloy合金锻造板坯厚度;
6.步骤2:对加热后的所述incoloy合金锻造板坯进行开坯轧制,空冷后得到第一incoloy合金板材;其中,所述incoloy合金锻造板坯的变形率≤60%,终轧温度≥950℃;
7.步骤3:对所述第一incoloy合金板材进行加热,其中,加热温度为1160~1180℃,保温时间为h1×
(2~2.5min/mm),h1为第一incoloy合金板材的厚度;
8.步骤4:对加热后的所述第一incoloy合金板材进行轧制,空冷后得到厚度为8~15mm的第二incoloy合金板材;其中,第二incoloy合金板材的宽度比成品incoloy合金宽幅板材的宽度大100~150mm;终轧温度≥900℃;
9.步骤5:将所述第二incoloy合金板材切割下料,下料后的板材四边打坡口,然后将两块板材对称叠放进行焊接组坯,得到第三incoloy合金板材;
10.步骤6:对所述第三incoloy合金板材进行加热;其中,加热温度为1160~1180℃,保温时间为h2×
(2~2.5min/mm),h2为第三incoloy合金板坯的厚度;
11.步骤7:对加热后的所述第三incoloy合金板材进行轧制,轧至成品板材厚度的两倍,空冷后将两张叠放的板材分开得到成品incoloy合金宽幅板材;其中,终轧温度≥900℃;所述成品incoloy合金宽幅板材的厚度为3~5mm,宽度≥1500mm,长度为≤6000mm。
12.进一步地,所述步骤5还包括:对两块板材对称叠放进行焊接组坯时,在两块板材沿轧制方向的端部焊缝处预留长度为100~400mm的排气孔。
13.进一步地,所述步骤7包括:
14.步骤7.1:轧制结束后,将第三incoloy合金板材进行固溶处理后矫直,然后切除焊缝之后将两张板材分开;
15.步骤7.2:然后对板材进行表面处理,得到成品incoloy合金宽幅板材。
16.进一步地,所述步骤7.2中,所述表面处理为砂光、喷砂和酸洗中的任意一种。
17.本发明的有益效果:
18.1、通过本发明的工艺可以生产出厚度为3~5mm,宽度≥1500mm,长度为≤6000mm的板材,使得incoloy合金板材产品的规格实现了突破,有利于incoloy合金设备整体成型,减少拼焊,提高了以incoloy合金为原材料制备的化工设备的安全性;
19.2、本发明的工艺有效的解决了incoloy合金材质变形抗力大的问题,得到的incoloy合金宽幅薄板性能优异且成品率高。
附图说明
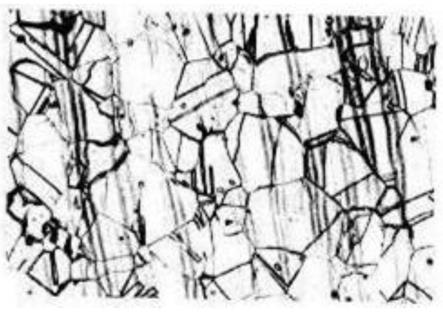
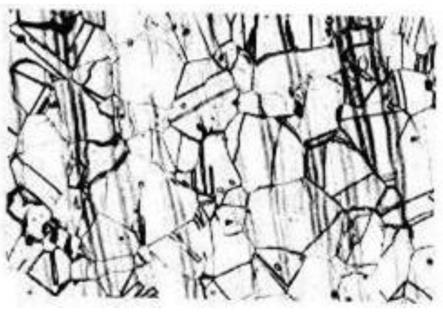
20.图1为本发明实施例得到的n08800合金宽幅薄板的金相组织图。
具体实施方式
21.下面结合具体实施例对本发明做进一步详细的描述,但本发明的实施方式不限于此。
22.本发明实施例提供了一种n08800合金宽幅薄板的制备方法,具体包括以下步骤:
23.步骤1:将尺寸规格为85
×
800
×
1530mm的n08800合金锻造板坯表面刷抗氧化涂层之后,放入天然气炉内进行加热;加热温度为1160~1180℃,保温时间为h
×
(1.3~1.5min/mm),h为n08800合金锻造板坯厚度,为85mm,1.3~1.5min/mm为加热系数,下同,计算得到n08800合金锻造板坯的保温时间为1.9~2.1h。
24.步骤2:对步骤1中加热保温结束后的n08800合金锻造板坯出炉进行开坯轧制,空冷后得到第一n08800合金板材;其中,n08800合金锻造板坯的变形率≤60%,终轧温度≥950℃。
25.其中,轧制设备为3300mm热轧机,开坯轧制后,得到的第一n08800合金板材的规格为35
×
1000
×
lmm,l为长度。
26.然后将得到的第一n08800合金板材用树脂砂轮扒除氧化皮并修磨干净,然后使用水切割下料,根据成品的规格计算下料尺寸,下料后的板材体积等于后续轧制余量的体积和成品板材体积之和。
27.步骤3:对第一n08800合金板材进行加热,其中,加热温度为1160~1180℃,保温时间为h1×
(2~2.5min/mm),h1为第一n08800合金板材的厚度,为35mm,计算得到第一n08800合金板材的保温时间为1.2~1.4h。
28.步骤4:对加热并保温后的所述第一n08800合金板材进行轧制,空冷后得到规格为10mm
×
1600mm
×
l的第二n08800合金板材;其中,l为长度,终轧温度≥900℃。
29.步骤5:将第二n08800合金板材用水切割下料,下料规格为10
×
1600
×
2600mm,将下料完后的板材四边打坡口,然后两块对称叠放对坡口进行焊接组坯,得到第三n08800合金板材。
30.在焊接时,在对称叠放的两块板材沿轧制方向的两端部焊缝处各预留两个长度为200mm的排气孔,两个排气孔以板材端部中心线为基准对称设置,从而使得轧制时,不会因两块板材接触面存在气体,导致焊缝被破坏。
31.步骤6:对所述第三n08800合金板材进行加热;其中,加热温度为1160~1180℃,保
温时间为h2×
(2~2.5min/mm),h2为第三n08800合金板坯的厚度,为20mm,计算得到第三n08800合金板材的保温时间为0.7~0.8h。
32.步骤7:对加热后的第三n08800合金板材进行轧制,轧至成品板材厚度的两倍,空冷后将两张叠放的板材分开得到成品n08800合金宽幅薄板;其中,终轧温度≥900℃;成品n08800合金宽幅薄板的厚度为4mm,宽度为1500mm,长度为5670mm。
33.进一步地,步骤7具体包括以下步骤:
34.步骤7.1:轧制结束后,将第三n08800合金板材进行固溶处理后水冷矫直,然后采用水切割机切除焊缝之后将两张板材分开;其中,固溶处理的温度为1000~1040℃,保温时间为3~4min/mm。
35.步骤7.2:对分开后的板材进行表面处理,得到成品n08800合金宽幅薄板。
36.具体地,表面处理可以采用砂光、喷砂、酸洗中的任意一种。
37.对该n08800合金宽幅薄板的力学性能进行测试,测试结果如表1所示:
38.表1 n08800合金宽幅板材的各项力学性能测试结果
39.编号r
m
/mpar
p0.2
/mpaa
50
/(%)h16001073632246.5标准值≥690≥283≥40
40.由测试结果可以看出,n08800合金宽幅薄板的各项力学值均高于标准值,同时制备的n08800合金宽幅薄板的进行组织如图1所示,图示组织为奥氏体组织,实现完全再结晶,组织均匀良好。
41.步骤1、步骤3和步骤6中的保温时间可以确保板材被烧透,易于轧制,同时又能使板坯产生较少的氧化皮,降低能耗。
42.通过三次加热三次轧制,并通过控制各项加热工艺参数和热轧工艺参数,有效的解决了incoloy合金材质变形抗力大的问题,通过该工艺生产得到的incoloy合金宽幅薄板突破尺寸限制,有利于装备制造、复合板加工时整体成型,减少拼焊,同时利用热轧机强大的轧制力、大变形量及热处理精整手段等,使得产品的成品率、力学性能完全满足相关标准的要求,品质优异。
43.在本发明的描述中,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”、“第三”的特征可以明示或者隐含地包括一个或者更多个该特征。
44.以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。