1.本发明涉及一种硫化模具及其生产方法,具体涉及一种轨道减振器分瓣式组合型腔硫化模具及其生产方法。
背景技术:
2.轨道减振器安装在铁路路基与铁轨之间为列车运行提供减振降噪的产品,其由顶板、底板与橡胶复合而成,顶板和底板通过橡胶硫化连接成整体,采用硫化模具制作,模具结构对产品质量控制、制造成本控制及自动化生产起到至关重要作用。目前轨道减振器硫化生产均采用传统注压模结构,模具由注胶塞安装板、注胶塞、注胶筒、注胶流道板、下模、下模垫板及产品顶出机构组成。模具尺寸大且结构较复杂,模具开发周期长、成本高;模具硫化工艺为传统注压工艺,生产操作工序复杂,胶料硫化起始温度低、生产效率低;制品顶板与底板均为金属铸件,尺寸精度低、表面质量差,传统模具结构产品硫化封胶效果差,产品易出现橡胶与产品顶板粘合不牢、产品性能不稳定等产品质量问题。
3.如申请号cn201711104487.8,名称为“一种轨道减振器制作方法及子母结构自动脱模模具”的发明申请,是申请人之前的一种方案,其目的是通过设置字母结构实现一套模具内生产不同规格型号的产品,其子模为更换部分,母模为固定部分,子模针对不同型号产品设计成不同形状,而母模只需一套,提高了母模的通用性,降低了生产成本。但其依然没有克服尺寸大、周期长、成本高的缺点。
4.又如申请号cn201921581155.3,名称为“一种减振器橡胶关节的硫化模具”的实用新型专利虽然也是一种减振器模具,但由于其结构和功能与安装在铁路路基和铁轨之间的轨道减振器结构和功能都不一样,因此其模具和方法并不适用本方案中的轨道减振器。
技术实现要素:
5.本发明为解决当前轨道减振器产品的硫化橡胶封胶不严、注入型腔橡胶的起始硫化温度过低、模具结构复杂、成本高及产品生产效率低的问题,提出了一种轨道减振器分瓣式组合型腔过压封胶的注射式硫化模具及其生产方法,简化了模具结构,降低了模具开发成本,降低产品生产难度,提高了生产效率和产品质量。
6.本发明为解决上述问题所采用的技术手段为:一种轨道减振器分瓣式组合型腔硫化模具,包括流道垫板、流道板、型腔瓣模和下模板,流道垫板设有浇口套,流道板设有胶料的流道,型腔瓣模设有减振器产品的成型空间,型腔瓣模为彼此独立的两个以上,每个型腔瓣模两端都设在硫化机台的下吊模框的两个内侧处且能在下吊模框内移动使各个型腔瓣膜间分离或接触。
7.进一步地,下吊模框内还设有可由动力源带动在下吊模框内运动的拉板框。
8.进一步地,所述硫化模具还包括分模器,分模器包括线性导轨以及设在线性导轨上的分模头和两个以上的分模杆,分模头和分模杆通过滑块设在线性导轨;分模头和分模杆的下表面处设有柱销,拉板框与型腔瓣模平行的上表面以及每个型腔瓣模的上表面都设
有销孔,且拉板框的销孔与分模头的柱销匹配,型腔瓣模的销孔与分模杆的柱销匹配。
9.进一步地,分模杆与分模杆之间连接有可调拉板。
10.进一步地,各个型腔瓣模间相接触的一侧处均设有两个能伸入减振器的顶部安装孔内的封胶杆。
11.进一步地,封胶杆周围设有与减振器的顶部安装凸台的端面配合的过压封胶结构。
12.进一步地,下模板的两端处设有锁紧斜块,与锁紧斜块接触的两个型腔瓣模的侧面设有与锁紧斜块配合的斜面。
13.进一步地,下吊模框的两个内侧面设有l型轨道,型腔瓣模的两端处设有与l型轨道配合的台阶。
14.一种轨道减振器硫化生产方法,采用注射式分瓣组合型腔硫化模具进行生产,第一步:首先,使硫化模具的各个型腔瓣膜间各自分开至设定间隙,将减振器的顶板和底板放置到两个型腔瓣膜之间,动力源拉动拉板框复位,拉板框拉动各个型腔瓣膜合拢;然后,硫化机台带动下模板、型腔瓣膜、流道板和流道垫板合模,并注射生产;第二步:首先,硫化机台带动下模板、型腔瓣膜、流道板和流道垫板分模;然后,将分模器的柱销插入拉板框和型腔瓣模的销孔,动力源推动拉板框前进,带动各个型腔瓣模依次前进,将各个型腔瓣模分离至固定位置,取下分模器和减振器,返回第一步进行再次生产。
15.进一步地,各个型腔瓣模分离后,相邻两个型腔瓣模之间的距离小于减振器的宽度,相邻两个型腔瓣模相配合的两个封胶杆之间的距离大于减振器安装凸台的长度。
16.本发明的有益效果是:1. 本发明采用注射化模具结构,取消原高压模具结构的注胶筒与注胶塞,简化了模具结构,同时消除了注胶筒与注胶塞配合面在硫化过程中相互磨损及经常维护。
17.2. 本发明采用注射化硫化工艺,取消原注压硫化工艺的胶料硫化回炼、硫化填胶与注胶筒清胶等硫化操作工序,同时胶料被注射螺杆反复挤压,大幅提高胶料硫化初始温度,缩短硫化时间,提升生产效率。
18.3. 本发明采用封胶杆和过压封胶结构避免产品橡胶封胶不严,橡胶硫化外溢跑料严重,产品易粘结不牢及顶板安装孔内腔被硫化溢出胶料填满而清胶困难等问题。
19.4. 本发明采用分模器作为辅助工具将型腔瓣模自动分开,实现型面分模时,型腔瓣模之间与型腔瓣模与制品之间同步分离,减轻了工作强度,提高了生产速度。
附图说明
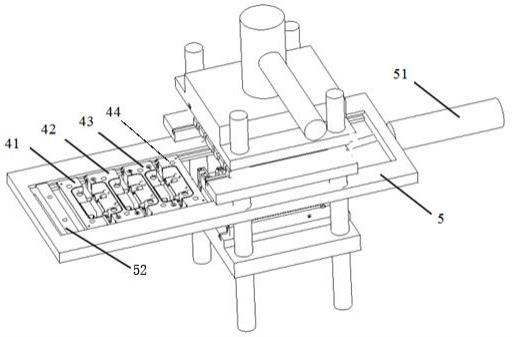
20.图1为实施例一轨道减振器的结构示意图;图2为实施例一轨道减振器模具硫化开模示意图;图3为实施例一轨道减振器模具结构爆炸示意图;图4为实施例一型腔瓣模结构示意图;图5为实施例一型腔瓣模四结构示意图;图6为实施例一型腔瓣模三结构示意图;图7为实施例一各型腔瓣模在下吊模框内分离结构示意图;图8为实施例一分模器结构示意图;
图9为实施例一轨道减振器模具剖视示意图;图10为图9局部放大示意图;图11为实施例一轨道减振器模具开模后型腔瓣模分离示意图;图中:1.注射硫化机,11.上工作台,12.下工作台,13.上吊模,2.流道垫板,21.浇口套,3.流道板,4.型腔瓣膜,41.型腔瓣膜一,42.型腔瓣膜二,43.型腔瓣膜三,44.型腔瓣膜四,45.销孔一,46.封胶杆,47.台阶,48.斜边,49.过压封胶结构,5.下吊模框,51.动力源,52.拉板框,521.销孔二,6.下模,61.锁紧斜块,7.分模器,71.线性导轨,72.分模头,721.柱销二,73.分模杆,731.柱销一,74.可调拉板,75.把手,76.滑块,100.减振器,101顶板,102.底板,103.橡胶,104.安装凸台。
具体实施方式
21.下面结合附图对本发明进一步说明。其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
22.如图1所示,轨道减振器100包括顶板101、底板102和将顶板101与底板102硫化成整体的橡胶103,在轨道减振器100顶部有两个安装凸台104,利用两个安装凸台104的安装孔将铁轨安装在轨道减振器的顶板上表面。
23.实施例一一种轨道减振器分瓣式组合型腔硫化模具,如图2所示,为安装到注射硫化机1上的模具开模后的示意图,整个硫化模具安装在上工作台11和下工作台12之间,通过下工作台12和上吊模13的运动带动模具各部分分离以开模。如图3所示,硫化模具从上到下依次包括流道垫板2、流道板3、型腔瓣模4和下模6,其中流道垫板2中间设有浇口套21,流道板3设有将从浇口套21流入的橡胶引导到型腔瓣模4的流道,流道垫板2固定到上工作台11,流道板3与上吊模13固定连接,下模6固定到下工作台12,型腔瓣模4两端搭接在注射硫化机1的下吊模框5并能沿下吊模框5移动。
24.如图4所示,本实施例中,型腔瓣模4被设计成包括型腔瓣模一41、型腔瓣模二42、型腔瓣模三43和型腔瓣模四44的结构,一模三穴,型腔瓣模一41和型腔瓣模二42围成一穴,型腔瓣模二42和型腔瓣模三43围成一穴,型腔瓣模三43和型腔瓣模四44围成一穴,当然,可以根据模具大小、产品的需求数量来选择合适的穴数。硫化过程中,顶板101朝下、底板102朝上放置在模具型腔内。
25.为了使合模时各型腔瓣模4之间能够自动锁紧,如图3所示,在下模的两端处设有内侧面为斜面的锁紧斜块61,如图4和图5所示,型腔瓣模一41和型腔瓣模四44与分别设有一个与各种接触的锁紧斜块61配合的斜边48。
26.为了使型腔瓣模4能够在下吊模框5内移动,如图5
‑
图7所示,型腔瓣模一41、型腔瓣模二42、型腔瓣模三43和型腔瓣模四44的两端处都设有与下吊模框5内侧处的l型导轨配合的台阶47,通过台阶47搭接在l型导轨上,既避免型腔瓣模4掉落,还能保证其移动。
27.如图5和图6所示,每个型腔瓣模4上都设有能够伸入安装凸台104处的孔内的封胶杆46,腔瓣模一41和型腔瓣模四44各设有两个封胶杆46,型腔瓣模二42和型腔瓣模三43各
设有四个封胶杆46,硫化时,每个安装凸台104各有两个封胶杆46从两侧伸入其孔内,并且需要保证两个配合的封胶杆46之间的长度小于等于安装凸台104的孔的长度,避免产生干涉。通过封胶杆46的堵塞,避免硫化过程中橡胶流入孔内而难以清理,甚至使产品报废。
28.如图9和图10所示,为了进一步避免高压橡胶挤入安装凸台104处的孔内,在封胶杆46根部处设有与安装凸台104的两个端面配合的过压封胶结构49,即将模具与封胶杆46根部连接处的镶块的直径设计成大于安装凸台104的安装孔的直径约5mm,合模后,封胶杆46根部内侧面过压压入安装凸台104端面约0.5mm,这样,硫化过程中,过压封胶结构49抵住安装凸台104的两个端面,完全避免橡胶流入安装凸台104的孔内。
29.为了使开模后的型腔瓣模4之间能够彼此自动分离开,形成如图11所示的效果,本硫化模具还包括分模器7,如图8所示,分模器7包括线性导轨71、分模头72和分模杆73,其中分模杆73有多个,且分模头72和分模杆73均依次设置在线性导轨71、与线性导轨71之间通过滑块76连接,在外力作用下,分模头72和分模杆73均能通过滑块76沿线性导轨71滑动,分模杆73之间通过可以收缩的可调拉板74连接,使分模杆73沿线性导轨71滑动时,相邻两个分模杆73之间的距离做大为相邻两个分模杆73之间可调拉板74的长度。在分模头72的下表面处设有柱销二721,在分模杆73的下表面处设有柱销一731,。分模器7还包括把手75,以方便拿取。
30.相应地,如图7所示,下吊模框5内设有在动力源51带动下能够沿下吊模框5运动的拉板框52,在拉板框52的上表面处设有销孔二521,如图4
‑
图,6所示,在每个型腔瓣模4的上表面均设有销孔一45。在使用时,分模头72的柱销二721插入拉板框52的销孔二521,每个分模杆73的柱销一731分别插入每个型腔瓣模4的销孔一45,此时,分模杆73的数量需大于或等于型腔瓣模4的数量才能保证将所有型腔瓣模4都拉动,且相邻两个分模杆73之间的可调拉板74的长度需限制在一定范围,保证型腔瓣模4分开之后轨道减振器100产品不会掉落。由于拉板框52与型腔瓣模一41之间的距离不会影响产品的硫化操作,所以拉板框52的销孔二521与型腔瓣模一41的销孔一45之间的距离可以任意选取,因此,分模头72与靠近其的分模杆73之间的距离也可以任意选取,也就是说分模头72与靠近其的分模杆73之间既可以固定距离,此时就不需要可调拉板74连接,也可以是长度不同于相邻分模杆73之间的长度的可调拉板74连接,当然,其长度也要限定在一定范围以保证各型腔瓣模4之间有足够的空间能分开。
31.可见,上述实施例还涉及一种采用注射式硫化模具进行的轨道减振器的硫化生产方法,上模后使模具处于开模状态,拉板框52和型腔瓣模4移出模具且各型腔瓣模4之间彼此分开,同时,各型腔瓣模4之间分开的距离既不能太大也不能太小,相邻两个型腔瓣模4的侧面之间的距离需小于减振器100的宽度且相邻两个型腔瓣模4之间彼此配合的两个封胶杆46之间的距离需大于减振器100的安装凸台104的长度,保证顶板101和底板102既能放在两个相邻的型腔瓣模4之间又不会掉落,第一步:将减振器100的顶板101朝下、底板102朝上放置在各型腔瓣模4之间,实施例一中模具为三穴的结构,此时需要放入三套顶板101和底板102;第二步:打开动力源51,使其拉动拉板框52将型腔瓣模4带回模具,此时,各型腔瓣模4合拢;第三步:下工作台12上升,驱动下模6与型腔瓣模4合模,下工作台12继续上升,依次驱动型腔瓣模4与流道板3贴合,流道板3与流道垫板2贴合,完成模具合模与锁模;第四步:注射硫化机1通过螺杆将胶料反复挤压升温,将高温高压胶料经模具流道挤入型腔,并完成
制品硫化;第五步:下工作台12下移,型腔瓣模4和下模6随下工作台12下移,模具流道板3被注射机上吊架驱动下移,型腔瓣模4被下吊模框5驱动上升后,完成流道垫板2、流道板3、型腔瓣模4及下模6依次分离,实现模具部件分离,然后清理注胶流道残胶;第六步:将分模器72的柱销二721插入拉板框52的销孔二521、将柱销一731分别对应插入各型腔瓣模4的销孔一45,然后动力源51推动拉板框52沿下吊模框5前进,依次带动型腔瓣模一41、型腔瓣模二42、型腔瓣模三43和型腔瓣模四44运动,将型腔瓣模一41、型腔瓣模二42、型腔瓣模三43和型腔瓣模四44彼此分开,且分开后相邻两个型腔瓣模4之间的距离小于减振器100的宽度,相邻两个型腔瓣模4相配合的两个封胶杆46之间的距离大于减振器100安装凸台104的长度;第七步:取下分模器7和减振器100,返回第一步进行再次生产。
32.以上实施例仅供说明本发明之用,而非对本发明的限制,有关技术领域的技术人员在不脱离本发明的精神和范围的情况下,还可以做出各种变化或变换,因此所有等同的技术方案也应该属于本发明的保护范围,本发明的保护范围应该由各权利要求限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。