1.本发明涉及轮胎生产设备领域,具体而言,涉及一种胎面挤出贴合一体机及轮胎生产线。
背景技术:
2.在轮胎的成型工艺中,有一种在胎坯上贴合环形胎面的制造轮胎的方法。而目前所使用的设备,在将胎面贴合到胎坯上时,胎面在胎坯上的定位精度低,制约了该种轮胎制造工艺的发展。
3.对于现有的设备,两个鼓是单独布置的并且需要人工装卸胎。并且,在使用的过程中,操作人员需要将胎坯放置到一号鼓上,胎坯涂抹挤出机的胶料,然后人员将已涂抹胶料的胎坯取下后,放置到二号鼓上,然后在胎坯上放置环形胎面。滚压后人员将胎坯取下。该方案的缺点是,生产一条轮胎,需要操作人员两次放置胎面到鼓上,生产效率低、操作人员工作量大。
4.因此,现有技术中存在轮胎胎面挤出贴合设备使用性能差的问题。
技术实现要素:
5.本发明的主要目的在于提供一种胎面挤出贴合一体机及轮胎生产线,以解决现有技术中轮胎胎面挤出贴合设备使用性能差的问题。
6.为了实现上述目的,根据本发明的一个方面,提供了一种胎面挤出贴合一体机,包括:安装座;旋转装置,旋转装置活动设置在安装座上,旋转装置的两侧分别设置有一个鼓,且旋转装置的至少一部分能够相对安装座转动以带动鼓转动;传递环,传递环活动设置在安装座上,且传递环能够沿远离或者靠近旋转装置的方向运动;挤出机;压辊组件,挤出机和压辊组件均与旋转装置相对设置,以使旋转装置的两个鼓分别与挤出机和压辊组件配合;上料组件,上料组件设置在旋转装置靠近挤出机的一侧,并向旋转装置的鼓提供胎坯;放料组件,放料组件设置在旋转装置靠近压辊组件的一侧,并向与传递环配合。
7.进一步地,挤出机和压辊组件分别位于旋转装置的两侧,且压辊组件相对挤出机靠近传递环。
8.进一步地,旋转装置包括两个并排设置且能够相对安装座转动的定位连接组件,两个定位连接组件朝向相反并分别与两个鼓连接。
9.进一步地,定位连接组件具有挤出位置和贴合位置,当定位连接组件处于挤出位置时,定位连接组件与挤出机相对设置;当定位连接组件处于贴合位置时,定位连接组件与压辊组件相对设置;当其中一个定位连接组件处于挤出位置时,另一个定位连接组件处于贴合位置;当其中一个定位连接组件处于贴合位置时,另一个定位连接组件处于挤出位置。
10.进一步地,当定位连接组件由挤出位置切换至贴合位置时,定位连接组件相对安装座旋转180度。
11.进一步地,压辊组件安装在地面上,且压辊组件的至少一部分与安装座连接,压辊
组件的至少另一部分能够相对安装座运动。
12.进一步地,挤出机安装在地面上,且挤出机的至少一部分能够沿靠近或者远离旋转装置的方向运动。
13.进一步地,放料组件向传递环提供待贴合的胎面,并且传递环能够将贴合胎面后的胎坯传递给放料组件。
14.进一步地,放料组件和压辊组件分别位于安装座的两侧。
15.根据本发明的另一方面,提供了一种轮胎生产线,轮胎生产线包括上述的胎面挤出贴合一体机。
16.应用本发明的技术方案,本技术中的胎面挤出贴合一体机包括安装座、旋转装置、传递环、挤出机、压辊组件、上料组件以及放料组件。旋转装置活动设置在安装座上,旋转装置的两侧分别设置有一个鼓,且旋转装置的至少一部分能够相对安装座转动以带动鼓转动;传递环活动设置在安装座上,且传递环能够沿远离或者靠近旋转装置的方向运动;挤出机和压辊组件均与旋转装置相对设置,以使旋转装置的两个鼓分别与挤出机和压辊组件配合;上料组件设置在旋转装置靠近挤出机的一侧,并向旋转装置的鼓提供胎坯;放料组件设置在旋转装置靠近压辊组件的一侧,并向与传递环配合。
17.使用本技术中的胎面挤出贴合一体机时,由于旋转装置能够带动两个鼓相对安装座转动,所以能够通过上料组件先对其中一个鼓提供胎坯,然后再通过挤出机挤出胶料,并通过鼓的转动将胶料均匀地涂抹到胎坯上。在完成胶料的涂抹后,旋转装置带动两个鼓转动,以使得两个鼓的位置改变,对于安装完胎坯并涂抹完胶料的鼓,旋转装置带动其运动至与压辊组件对应的位置,并通过上料组件向传递环提供胎面,并通过传递环将胎面放置在胎坯上,最后通过压辊组件将胎面压实,并通过传递环将贴合胎面后的胎坯取下并传送至放料组件,最后通过放料组件将其放置到物流线。而对于未安装胎坯的鼓,旋转装置带动其运动至上料组件对应的位置,并通过上料组件将胎坯传递至此鼓,在挤出机将胶料挤出到胎坯并完成涂抹后,旋转装置带动其转动至压辊组件对应的位置,以完成胎面的贴合并将最后形成的轮胎放置到物流线。因此,在使用本技术中的胎面挤出贴合一体机时,能够有效地减少操作人员的工作量,并且不再需要人工放取胎坯和轮胎。因此,本技术中的胎面挤出贴合一体机有效地解决了现有技术中轮胎胎面挤出贴合设备使用性能差的问题。
附图说明
18.构成本技术的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
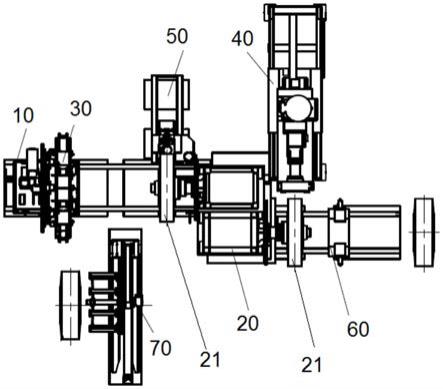
19.图1示出了根据本发明的一个具体实施例的胎面挤出贴合一体机示意图;
20.图2示出了本技术的一个具体实施例的胎面挤出贴合一体机的胎体装载器的结构示意图;
21.图3示出了本技术的一个具体实施例的胎面挤出贴合一体机的卸胎装置的结构示意图。
22.其中,上述附图包括以下附图标记:
23.10、安装座;20、旋转装置;21、鼓;30、传递环;40、挤出机;50、压辊组件;60、上料组件;61、滑座;62、瓦块;70、放料组件;71、支撑辊;72、摆臂。
具体实施方式
24.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
25.需要指出的是,除非另有指明,本技术使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
26.在本发明中,在未作相反说明的情况下,使用的方位词如“上、下、顶、底”通常是针对附图所示的方向而言的,或者是针对部件本身在竖直、垂直或重力方向上而言的;同样地,为便于理解和描述,“内、外”是指相对于各部件本身的轮廓的内、外,但上述方位词并不用于限制本发明。
27.为了解决现有技术中轮胎胎面挤出贴合设备使用性能差的问题,本技术提供了一种胎面挤出贴合一体机及轮胎生产线。
28.并且,本技术中的轮胎生产线具有下述的胎面挤出贴合一体机。
29.如图1所示,本技术中的胎面挤出贴合一体机包括安装座10、旋转装置20、传递环30、挤出机40、压辊组件50、上料组件60以及放料组件70。旋转装置20活动设置在安装座10上,旋转装置20的两侧分别设置有一个鼓21,且旋转装置20的至少一部分能够相对安装座10转动以带动鼓21转动;传递环30活动设置在安装座10上,且传递环30能够沿远离或者靠近旋转装置20的方向运动;挤出机40和压辊组件50均与旋转装置20相对设置,以使旋转装置20的两个鼓21分别与挤出机40和压辊组件50配合;上料组件60设置在旋转装置20靠近挤出机40的一侧,并向旋转装置20的鼓21提供胎坯;放料组件70设置在旋转装置20靠近压辊组件50的一侧,并向与传递环30配合。并且,放料组件70向传递环30提供待贴合的胎面,并且传递环30能够将贴合胎面后的胎坯传递给放料组件70。
30.使用本技术中的胎面挤出贴合一体机时,由于旋转装置20能够带动两个鼓21相对安装座10转动,所以能够通过上料组件60先对其中一个鼓21提供胎坯,然后再通过挤出机40挤出胶料,并通过鼓21的转动将胶料均匀地涂抹到胎坯上。在完成胶料的涂抹后,旋转装置20带动两个鼓21转动,以使得两个鼓21的位置改变,对于安装完胎坯并涂抹完胶料的鼓21,旋转装置20带动其运动至与压辊组件50对应的位置,并通过上料组件60向传递环30提供胎面,并通过传递环30将胎面放置在胎坯上,最后通过压辊组件50将胎面压实,并通过传递环30将贴合胎面后的胎坯取下并传送至放料组件70,最后通过放料组件70将其放置到物流线。而对于未安装胎坯的鼓21,旋转装置20带动其运动至上料组件60对应的位置,并通过上料组件60将胎坯传递至此鼓21,在挤出机40将胶料挤出到胎坯并完成涂抹后,旋转装置20带动其转动至压辊组件50对应的位置,以完成胎面的贴合并将最后形成的轮胎放置到物流线。因此,在使用本技术中的胎面挤出贴合一体机时,能够有效地减少操作人员的工作量,并且不再需要人工放取胎坯和轮胎。因此,本技术中的胎面挤出贴合一体机有效地解决了现有技术中轮胎胎面挤出贴合设备使用性能差的问题。
31.具体地,挤出机40和压辊组件50分别位于旋转装置20的两侧,且压辊组件50相对挤出机40靠近传递环30。通过这样设置,可以有效地保证在将胎坯安装到鼓21上之后能够更加方便地将挤出机40挤出的胶料涂抹到胎坯上。还需要说明的是,压辊组件50安装在地面上,且压辊组件50的至少一部分与安装座10连接,压辊组件50的至少另一部分能够相对安装座10运动。
32.并且,在本技术的一个具体实施例中,上料组件60是胎体装载器,并且胎体装载其安装在地面上,同时胎体装载器的部分结构与安装座10连接,胎体装载其上设置有可以朝向鼓21或者远离鼓21运动的胎体夹持装置,以便能够将胎坯传递至鼓21。
33.如图2所示,在本技术的一个具体实施例中,胎体装载器包括固定座、滑座61和瓦块62,并且滑座61安装在固定座上,同时滑座61能够相对固定座上下移动。瓦块62为两个,两个瓦块62对称设置在滑座61的两侧并能够向滑座61的中心移动以抱紧胎坯。在使用的过程中胎体装载器移动到取胎坯位,滑座61向上移动靠近胎坯,然后气缸动作,将瓦块62推出,夹紧胎坯,将其从流线上取下并移动到靠近上料组件的鼓的工作位。鼓充气膨胀,将胎坯从胎体装载器上取下,气缸动作瓦块62退回,气缸动作滑架返回,胎体装载器返回到取胎位。
34.在本技术的一个具体实施例中,压辊组件50具有一对可以做分合运动的压辊,从而可以通过这两个分合运动的压辊将胎面挤压。
35.并且,在本技术的一个具体实施例中,放料组件70是卸胎装置,并且卸胎装置具有一组可以扩充收缩的扩充爪。并且,传递环30内部设计有夹持爪,并且夹持爪伸出后可以夹紧胎坯或者轮胎。
36.如图3所示,在本技术中卸胎装置包括支撑辊71和摆臂72,并且在本技术的一个具体实施例中,支撑辊71一共有4个,4个支撑辊71分别与摆臂72连接,并且4个支撑辊71形成扇形。支撑辊71能够沿其长度方向做伸缩运动。并且摆臂72远离支撑辊71的一端可旋转地与卸胎装置的底座连接,并能够带动支撑辊71相对底座摆动。在使用的过程中,卸胎装置气缸动作将摆臂72向前摆动到工作位置,传递环移动到卸胎工位,将轮胎放置到卸胎装置上,然后返回到等待位。卸胎装置缸动作将摆臂72摆动到等待位置,支撑辊71收缩,物流线将轮胎取走。并且,卸胎装置气缸动作将摆臂72摆动到工作位置,传递环移动,然后支撑臂扩张取下胎面,返回到等待位。卸胎装置气缸动作将摆臂72摆动到等待位置,等待取胎。
37.具体地,旋转装置20包括两个并排设置且能够相对安装座10转动的定位连接组件,两个定位连接组件朝向相反并分别与两个鼓21连接。
38.优选地,定位连接组件具有挤出位置和贴合位置,当定位连接组件处于挤出位置时,定位连接组件与挤出机40相对设置;当定位连接组件处于贴合位置时,定位连接组件与压辊组件50相对设置;当其中一个定位连接组件处于挤出位置时,另一个定位连接组件处于贴合位置;当其中一个定位连接组件处于贴合位置时,另一个定位连接组件处于挤出位置。也就是说,在本技术中,当其中一个鼓21与挤出机40相对时,另一个鼓21便会与压辊组件50相对。因此,通过这样设置能够有效地提高挤出机40和压辊组件50的利用率。
39.可选地,当定位连接组件由挤出位置切换至贴合位置时,定位连接组件相对安装座10旋转180度。
40.在本技术的一个具体实施例中,挤出机40安装在地面上,且挤出机40的至少一部分能够沿靠近或者远离旋转装置20的方向运动。通过这样设置,当需要挤出机40向胎坯挤出胶料时,可以使挤出机40的部分结构朝向对应的鼓21的方向运动,从而使挤出机40能够将胶料挤出到胎坯上。
41.可选地,放料组件70和压辊组件50分别位于安装座10的两侧。通过这样设置能够保证胎面挤出贴合一体机的整体结构更加紧凑。
42.在本技术的一个具体实施例中,定位连接组件包括机箱、胎坯定位组件以及胎面定位组件。鼓与机箱驱动连接;胎坯定位组件的至少一部分活动设置在机箱上并能够沿靠近或者远离鼓的方向运动;胎面定位组件活动设置在胎坯定位组件上,且胎坯定位组件能够带动胎面定位组件运动。在将胎坯安装到鼓上之后,经过鼓的膨胀将胎坯锁定,并且机箱能够驱动鼓带动胎坯运动,以使鼓运动到贴合胎面的工位。此时,胎坯定位组件朝向鼓运动,并且胎坯定位组件与胎坯抵接。由于胎坯定位组件能够带动胎面定位组件运动,所以在将胎面贴合到胎坯上的过程中,能够通过胎面定位组件进行限位,从而实现胎面的定位。
43.具体地,胎坯定位组件包括驱动结构和胎坯定位板,驱动结构设置在机箱上;驱动结构与胎坯定位板驱动连接,以使胎坯定位板能够沿靠近或者远离鼓的方向运动。也就是说,在本技术中是通过驱动结构驱动胎坯定位板运动,并使胎坯定位板与胎坯进行抵接。
44.可选地,胎坯定位板为环形板。需要说明的是,在本技术中胎坯定位板是与胎坯的两侧中的其中一侧进行抵接的,而不是与胎坯的圆周面进行抵接。
45.可选地,胎坯定位组件还包括连接件,驱动结构通过连接件与胎坯定位板驱动连接。通过这样设置,可以对鼓和胎坯定位组件之间的距离进行灵活的设置,并通过连接件保证胎坯定位板在工作过程中能够与胎坯抵接,从而能够保证胎坯和胎面之间的顺利贴合。
46.具体的,胎面定位组件包括至少一个胎面定位块,胎面定位块活动设置在胎坯定位板的周缘,且胎面定位块能够沿胎坯定位板的厚度方向运动。在将胎面与胎坯贴合的过程中,由于胎面定位块设置在胎坯定位板的周缘,所以能够通过胎面定位块实现对胎面的限位,从而能够保证胎面定位块能够精确地对准胎坯。而将胎面定位块设置成可以沿胎坯定位板的厚度方向运动的目的是为了满足不同型号的轮胎的生产需求,从而能够提高本技术中的定位连接组件的适应性。
47.优选地,胎面定位块为多个,多个胎面定位块沿胎坯定位板的周向间隔设置。由于胎面是呈环形的,所以在将胎面与胎坯进行贴合的过程中,通过设置多个胎面定位块能够有效地对同一胎面的不同部分进行限位,从而实现对胎面的全方位限位,进而能够有效地保证胎面与胎坯的准确贴合。
48.具体地,胎坯定位板的周缘具有至少一个沿其厚度方向延伸的活动槽,胎面定位块的至少一部分活动设置在活动槽内。通过设置活动槽能够有效地对胎面定位块的运动方向进行限定,从而能够保证不同的胎面定位块到胎面的距离均是相同的,进而保证胎面与胎坯之间的贴合更加准确。
49.在本技术的一个具体实施例中,两个鼓分别为1号鼓和2号鼓,胎面挤出贴合一体机的操作流程主要为:
50.1、胎体装载器在半制品物流线上取下胎坯,将其移动到1号鼓的工作位。
51.2、1号鼓充气膨胀,将胎坯从胎体装载器上取下,胎体装载器返回到等待位。
52.3、挤出机伸出到1号鼓位置,挤出胶料,1号鼓转动一周,将胶料均匀的涂抹到胎坯上。挤出机退回到等待位。
53.4、旋转装置摆转180
°
,将1号鼓与2号鼓工位互换。
54.5、此时转过来的2号鼓工位处重复1
‑
4的工序,准备好涂抹完胶料的胎坯。
55.6、传递环移动到1号鼓工位,将已经安装好的环形胎面放置到胎坯上。传递环返回到等待位。
56.7、旋转装置带动1号鼓和胎坯转动,此时压辊组件向前移动,压到胎面上,两辊做分离运动,将胎面压实。
57.8、旋转装置停止转动,压辊组件返回等待位。
58.9、传递环移动到1号鼓工位,将轮胎夹紧,1号鼓排气收缩。传递环夹持轮胎到等待位。
59.10、卸胎装置向前摆动,传递环移动到卸胎工位,将轮胎放置到卸胎装置上,然后返回到等待位。
60.11、卸胎装置向后摆动,扩充爪收缩,物流线将轮胎取走。
61.12、操作人员将环形胎面放置在卸胎装置的扩充爪上,扩充爪扩张,将胎面撑起。
62.13、卸胎装置向前摆动,传递环移动,然后支撑臂扩张取下胎面,返回到等待位。
63.14、卸胎装置向后摆动,等待取胎
64.15、重复1
‑
14动作步骤,完成下一个工作循环。
65.从以上的描述中,可以看出,本发明上述的实施例实现了如下技术效果:
66.在本技术中,通过设置上料组件和放料组件,可以实现上胎坯和卸胎的无人化操作,并且,在上胎面的过程中只需要人工将胎面放置到放料组件上即可,而无需操作人员将胎面放置到传递环的支撑臂上,从而能够减轻操作人员的工作量,并提升生产效率。
67.显然,上述所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
68.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、工作、器件、组件和/或它们的组合。
69.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施方式能够以除了在这里图示或描述的那些以外的顺序实施。
70.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。