1.本发明涉及一种合金触头的干加工方法。
背景技术:
2.合金触头属于一种复合材料制品,例如包括铜铬触头。铜铬触头主要用于真空灭弧室,起到电流导通和短路电流开断,为了实现良好的开断性能,需要机加工出特定的表面轮廓和槽。机加工工序包括车加工和铣加工。传统的机加工工艺采用切削液或者白油进行冷却和润滑,机加工结束后再对触头进行清洗,去除切削液或者油脂。铜铬触头属于电真空材料,对材料的杂质和表面洁净度要求很高。
3.如上所述的现有的湿加工方法具有以下缺点:机加工中极易产生热量,发生粘刀、氧化等现象,合金触头与水的接触是不利的,因为材料容易被氧化,而且容易有杂质残留在表面不利于后续处理。
4.在现有技术中,有一种对工件进行加工的干式加工装置,该装置包括一个切屑除去装置,用于对切削工件时产生的切屑进行除去,切屑除去装置具有空气喷射喷嘴,该空气喷射喷嘴具有喷射空气的空气喷射口以及与空气喷射口连接的内部流路,但是该干式加工装置中的这种空气喷射喷嘴属于单管喷嘴,如用来加工合金触头会导致冷却效率低、空气消耗量大、缩短刀具寿命,噪音大等缺点,因此并不适合于加工合金触头。
5.此外,在现有技术中,还有一种对于铝合金铸件进行干加工处理的方法,在不使用加工液的情况下,用切削工具对铸件的表面进行切削加工以去除铸造材料,切削工具是碳化钨切削工具,其表面涂覆有类金刚石碳或微晶金刚石,但是铝合金铸件与合金触头的加工要求完全不同,这种加工方法并不适合于加工合金触头。
6.此外,在现有技术中,还有一种专门对超硬合金进行干加工处理的刀具,在该刀具上形成双层薄膜,第一层薄膜为硬质膜,其包括tin、ticn、tic、tialn中的一种或多种元素,第二层薄膜为半金属膜,其包括硼和硅,但是超硬合金与合金触头的加工要求完全不同,这种刀具也并不适合于加工合金触头。
7.由此可见,能否克服现有技术中存在的问题,提供一种特别针对合金触头的干加工方法,有效解决其干加工方法中存在的缺陷,降低后续工序的处理难度,提高生产效率,成为本领域技术人员亟待解决的技术难题。
技术实现要素:
8.发明所要解决的技术问题
9.本发明的目的是在于克服现有技术的缺陷,提供一种改进的、特别适于合金触头的干加工方法。根据本发明所提供的改进的合金触头的干加工方法,有效解决了粘刀和氧化现象,且有利于后续工序的处理。
10.用于解决课题的技术方案
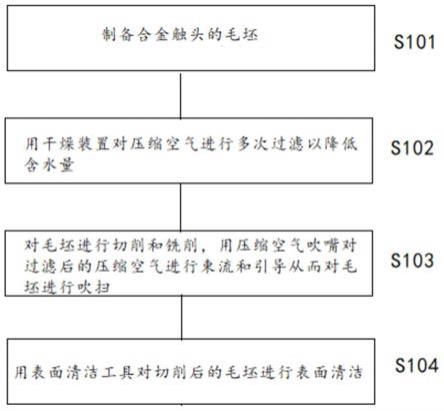
11.本发明涉及一种合金触头的干加工方法,包括以下步骤:
12.制备合金触头的毛坯;
13.用干燥装置对压缩空气进行多次过滤以降低含水量;
14.对毛坯进行切削和铣削,用压缩空气吹嘴对过滤后的压缩空气进行束流和引导从而对毛坯进行吹扫;
15.用表面清洁工具对切削后的毛坯进行表面清洁。
16.优选地,对压缩空气进行两次过滤,包括冷干过滤和热干过滤。
17.优选地,对压缩空气进行三次过滤,包括冷干过滤和热干过滤和再次冷干过滤。
18.优选地,针对不同的合金触头,用不同类型的压缩空气吹嘴对过滤后的压缩空气进行束流和引导。
19.优选地,压缩空气吹嘴采用特定的空气流道设计。
20.优选地,合金触头的干加工所用的刀具根据合金触头的材料的特性而定制且带有pvd涂层。
21.优选地,合金触头为铜铬触头或者钨铜触头或者碳化钨
‑
银触头。
22.发明的效果
23.根据本发明所涉及的合金触头的干加工方法,有效解决粘刀和氧化现象的问题,降低后续工序的处理难度,提高生产效率、并能够保证和保持稳定而环境友好的生产过程,最终实现了良品率高的高质量合金触头产品。
附图说明
24.图1为本发明的第一实施方式的合金触头的干加工方法的流程图。
25.图2为图1中的干加工方法中使用的干燥装置的示意图。
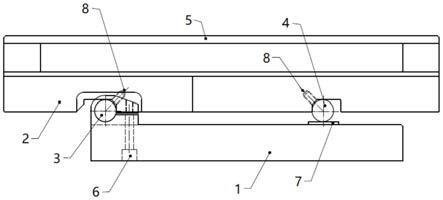
26.图3为图1中的干加工方法中的切削加工的示意图。
27.图4为图1中的干加工方法中的铣削加工的示意图。
具体实施方式
28.以下,首先对于本发明所涉及的合金触头的干加工方法详细地进行说明。
29.图1为本发明的第一实施方式的合金触头的干加工方法的流程图。合金触头优选为铜铬触头或者钨铜触头或者碳化钨
‑
银触头,也可以是其他的合金触头。优选为合金触头的干加工所用的刀具根据合金触头的材料的特性而定制且带有pvd涂层,pvd涂层需要根据不同的触头材料来进行选择,在成本和寿命之间进行适配,比如tin氮化钛涂层、ticn氮碳化钛涂层、金刚石涂层等等。刀具的选择例如可以采用如下方式:对于铜铬触头,使用一般硬质合金刀具;对于钨铜触头,使用金刚石涂层刀具;对于碳化钨
‑
银触头,使用氮铝化钛涂层刀具,但是选择方式并不限于此,根据合金触头的材料的特性也可以选择其他合适的刀具。如图1所示,该干加工方法的具体流程为,制备得到合金触头的毛坯(步骤s101),例如可以采用车加工和铣加工,用干燥装置对压缩空气进行多次过滤以降低含水量,含水量可以除去99.999%(步骤s102),如图2所示的干燥装置对压缩空气进行三次过滤,压缩空气从入口11进入之后,经过过滤器12、过滤器13、过滤器14的过滤后从出口15排出,但并不限于此,也可以进行两次过滤,也可以进行更多次过滤,不经过处理的压缩空气中含水量较高,过滤提高了压缩空气的质量。然后用压缩空气吹嘴对过滤后的压缩空气进行束流和引导从而对
毛坯进行吹扫(步骤s103),如图3所示,车刀1对毛坯2进行切削加工,如图4所示,铣刀4对毛坯2进行铣削加工,压缩空气吹嘴3采用了复杂多管吹嘴,该多吹嘴根据工件尺寸进行了定制,可以完全覆盖工件表面,并将原本紊乱的压缩空气进行了束流和引导对毛坯2进行吹扫,不但极大地提高了效率,还降低了噪声,节约了压缩空气的使用量。最后用表面清洁工具对吹扫后的毛坯进行表面清洁(步骤s104),清洁除去了残留在表面的物质,使机加工成品表面洁净度良好,极大地降低了后续工序的处理难度,提高了生产效率。
30.尽管在对其他工件的加工中也有采用干加工的方式,但是合金触头的加工和已经可以进行干加工的其他工件有着一定的区别,首先合金触头的加工刀具需要定制,开发周期长,初期成本高,且加工工艺需要与刀具、材料紧密配合,品质控制难度高。另外,合金触头的干加工还需要更加苛刻的现场环境,需要更好的温度、湿度、颗粒度控制,湿度需要控制在30~50%,温度控制在10~25℃,干加工产品发热严重,刀具磨损大,消耗量大,需要特殊的冷却手段。此外,合金触头进行干加工易氧化,需要综合性考虑加工工艺的多个步骤才能解决该问题。本发明的发明人为了解决合金触头采用干加工之后所带来的上述多个技术上的难点,历时多年,实验了大量的加工刀具,以及不同的现场环境、冷却手段组合,得到了大量的实验数据后,才获得了该合金触头的干加工方法的技术方案。
31.与现有的合金触头的加工方法相比,本发明的合金触头的干加工方法采用压缩空气代替现有的切削液或者油脂进行冷却,可以减少热量的集中,在降低工件温度同时还对加工车间的温度湿度进行控制,避免出现粘刀和氧化现象。由于采用压缩空气吹扫来进行冷却,压缩空气吹扫采用特殊流道设计的喷嘴,喷嘴利用柯恩达效应(即附壁作用)提高了空气气流强度,提高了冷却效率、减少了消耗量、提高了刀具寿命,降低了噪音。柯恩达效应是指,流体(水流或气流)有偏离原本流动方向,改为随着凸出的物体表面流动的倾向。当流体与它流过的物体表面之间存在表面摩擦时(也可以说是流体粘性),只要曲率不大,流体就会顺着该物体表面流动。而且由于对压缩空气进行了多次过滤,提高了压缩空气的质量。压缩空气吹嘴为复杂多管吹嘴,提高了压缩空气吹扫效果,噪声从97分贝降低到86分贝,即降低了约12%的噪声,压缩空气使用量从22nm3/h降低到13nm3/h,即还节约了约43%的压缩空气使用量。而且刀具根据合金触头的材料的特性而定制,加工质量更好。本发明的技术方案克服有现有技术干加工存在的缺陷,同时相对于现有的湿加工方式,不需要清洗、干燥工序,节约工时30%,表面清洁度提高极大地降低了后续工序的处理难度,提高了生产效率,而且干加工不使用化学药品,保护环境。为了达到干加工所必须的温度、湿度、颗粒度控制等现场环境,采取了机加工车间封闭管理,增加空调和湿度控制系统,实时监测温湿度。
32.优选地,对压缩空气进行两次过滤,包括冷干过滤和热干过滤,更优选地,对压缩空气进行三次过滤,包括冷干过滤和热干过滤和再次冷干过滤,但是并不限于此,也可以进行其他适当次数地压缩。不经过处理的压缩空气中含水量较高,采用多次的冷干以及热干压缩空气过滤,提高了压缩空气质量。
33.优选地,针对不同的合金触头,用不同类型的压缩空气吹嘴对过滤后的压缩空气进行束流和引导。如此一来,可以适用于多种不同地机加工方式,用途广泛实用度高。
34.优选地,压缩空气吹嘴采用特定的空气流道设计,该空气流道设计利用柯恩达效应可以提高压缩空气流速、强度。
35.优选地,压缩空气吹嘴的表面涂有硬质材料并进行抛光处理。更优选地,该硬质材
料例如为金刚石涂层。如此一来,压缩空气吹嘴更加适用于干加工。
36.以下,将对本发明合适的实施例做说明,不过本发明的实施形式不限于此。
37.<实施例1>
38.实施例1中的干加工方法首先通过机加工工序制备得到铜铬触头的毛坯,机加工工序包括车加工和铣加工,加工所用的刀具为一般硬质合金刀具且带有pvd涂层,用干燥装置对压缩空气进行三次过滤,包括冷干过滤和热干过滤和再次冷干过滤,以降低含水量。然后用车刀对毛坯进行切削加工,用铣刀对毛坯进行铣削加工,用针对车加工和铣加工的复杂多管的压缩空气吹嘴对过滤后的压缩空气进行束流和引导从而对毛坯进行吹扫,压缩空气吹嘴的表面涂有金刚石涂层并进行抛光处理,压缩空气吹嘴是特殊空气流道设计和选择的。最后用表面清洁工具对吹扫后的毛坯进行表面清洁。通过应用在本实施例中的干加工方法,采用压缩空气代替现有技术中的切削液或者油脂,避免出现粘刀和氧化现象,多次的压缩空气过滤提高了压缩空气质量,复杂多管的压缩空气吹嘴提高了压缩空气吹扫效果、降低了多达12%的噪声,节约了高达43%的压缩空气使用量,极大地提高了效率,还降低了后续工序的处理难度,节约了大约30%的工时,提高了生产效率。
39.<实施例2>
40.实施例2中的干加工方法首先通过机加工工序制备得到铜铬触头的毛坯,加工所用的刀具为一般硬质合金刀具且带有pvd涂层,用干燥装置对压缩空气进行两次过滤,包括冷干过滤和热干过滤,以降低含水量。然后用车刀对毛坯进行切削加工,用铣刀对毛坯进行铣削加工,用针对车加工和铣加工的复杂多管的压缩空气吹嘴对过滤后的压缩空气进行束流和引导从而对毛坯进行吹扫。最后用表面清洁工具对吹扫后的毛坯进行表面清洁。在加工过程中,湿度控制在40%,温度控制在15℃。通过应用在本实施例中的干加工方法,采用压缩空气代替现有技术中的切削液或者油脂,避免出现粘刀和氧化现象,多次的压缩空气过滤提高了压缩空气质量,复杂多管的压缩空气吹嘴提高了压缩空气吹扫效果、提高了生产效率。
41.<实施例3>
42.实施例3中的干加工方法首先通过机加工工序制备得到铜铬触头的毛坯,加工所用的刀具为一般硬质合金刀具且带有pvd涂层,用干燥装置对压缩空气进行两次过滤,包括冷干过滤和热干过滤,以降低含水量。然后用车刀对毛坯进行切削加工,用铣刀对毛坯进行铣削加工,用针对车加工和铣加工的复杂多管的压缩空气吹嘴对过滤后的压缩空气进行束流和引导从而对毛坯进行吹扫。最后用表面清洁工具对吹扫后的毛坯进行表面清洁。在加工过程中,湿度控制在45%,温度控制在20℃。通过应用在本实施例中的干加工方法,采用压缩空气代替现有技术中的切削液或者油脂,避免出现粘刀和氧化现象,多次的压缩空气过滤提高了压缩空气质量,复杂多管的压缩空气吹嘴提高了压缩空气吹扫效果、提高了生产效率。
43.根据本发明的第一实施方式的合金触头的干加工方法,有效解决粘刀和氧化现象的问题,降低后续工序的处理难度,提高生产效率、并能够保证和保持稳定的高质量的产品,实现了质量稳定、良品率高。
44.产业应用性
45.根据本发明所涉及的合金触头的干加工方法,有效解决粘刀和氧化现象的问题,
降低后续工序的处理难度,提高生产效率、并能够保证和保持稳定而环境友好的生产过程,最终实现了质量稳定、良品率高的高质量合金触头产品,具有非常好的产业应用性。
46.虽然通过参照本发明的某些优选实施方式,已经对本发明进行了图示和描述,但本领域的普通技术人员应该明白,可以在形式上和细节上对其作各种改变,而不偏离本发明的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。