1.本发明涉及一种实现在箱式输送线上进行双向90
°
分拣的换向推动方法,属于物流分拣领域。
背景技术:
2.随着电商、快递和仓储行业的快速发展,在货物分拣作业现场已普遍地采用各种自动分拣与输送设备以替代人工操作,从而显著地提高分拣作业速度与效率。
3.在现有常见箱式滚筒输送线上,通常采用顶升移载机来实现箱式货物的分流与分拣。由于货物输送位置的不确定性、以及分拣机构尺寸方面的限制,对于较小尺寸的箱式货物无法准确、即时地实现分拣。
4.如以下在先公开的国内专利申请,申请号cn201822109757.0,名称为一种物流自动分拣设备,其包括机架、转动连接在机架上的滚筒、驱动滚筒转动的驱动机构,所述机架两侧分别间隔设置有出料口,所述机架的一端为投入口,所述投入口处设置有扫码器,所述出料口处的所述滚筒上滑动连接有滑块,两个相邻的所述滑块之间固定,所述机架下方固定有气缸,所述气缸的活塞杆与所述滚筒平行,所述气缸与所述扫码器电连接,所述气缸的活塞杆上固定有连杆,所述连杆与所述气缸的活塞杆垂直,所述连杆远离所述气缸活塞杆的一端与所述滑块固定。通过采用上述技术方案,分拣物放置到投入口,分拣物上会贴着相应的物流单,扫码器对分拣物进行扫码,根据扫码信息,扫码器控制相应的气缸开启。分拣物沿着滚筒的滚动方向运输,气缸的活塞杆带动滑块滑动,滑块推动分拣物转向,分拣物进入到相应的出料口。
5.上述现有技术的存在缺点有:一是,需对应每一出料口配置一套专用的推动连杆装置,使用成本较高、且无法实现双向90
°
分拣,输送空间占用较大;二是,在出料口处的滚筒上设置滑块,滑块的推动干涉到滚筒输送、不利于提高输送效率,且易造成滑块与滚筒之间连接结构的损坏,拆卸维修不易、费时费力;三是,针对每一组投入口和出料口通过扫码器对分拣物进行扫码,以根据扫码信息执行后续推动入料,控制装置与过程复杂、易造成分拣任务失败而导致分拣效率低下。
6.有鉴于此,特提出本专利申请。
技术实现要素:
7.本发明所述的输送线换向分拣方法,在于解决上述现有技术存在的问题而在输送线一侧单独设置连杆型推箱装置,连杆推箱的同时不干涉货物输送、且有效地简化推箱装置结构、以期实现双向90
°
的换向分拣方法。
8.为实现上述设计目的,所述的输送线换向分拣方法,该方法包括以下实施步骤:
9.1)判断方向与连杆预设
10.料箱沿着输送装置输送,根据分拣任务判断料箱的分拣方向;
11.根据分拣方向,连杆组件移动至输送装置一侧的接近开关限位组件处;
12.若料箱无需换向分拣而仅进出输送装置,连杆组件停留在输送装置的侧部;
13.2)换向推箱
14.当料箱进入输送装置中,连杆组件沿输送装置的垂向上方,从一侧向另一侧移动的过程中推动料箱将其从输送装置分拣至邻近的分拣区域;
15.连杆组件移动至输送装置侧部的接近开关限位组件处停止,等待执行下一个换向推箱过程;
16.基于上述步骤,输送线换向分拣装置整体地安装连接于输送装置侧部;
17.在输送装置两侧对称地设置有两组推箱机支撑组件和同步链条,同步链条运行于推箱机支撑组件上;
18.在两组同步链条之间连接一组同步驱动轴组件和连杆组件,同步驱动轴组件由一组驱动电机减速机组件驱动旋转以同步地传动两侧的同步链条;
19.在两组同步链条的同步带动下,连杆组件垂直于输送装置的上方往复地移动以向两侧推动货物。
20.进一步地,在上述步骤1)判断方向与连杆预设和步骤2)换向推箱中,在推箱机支撑组件的耐磨条支架和定向滑轮的外缘设置有外凸的耐磨条和凸台,凸台为同步链条提供运行导向与支撑。
21.进一步地,在上述步骤1)判断方向与连杆预设和步骤2)换向推箱中,同步驱动轴组件连接于在两组推箱机支撑组件之间,在驱动轴两端分别设置同步链轮,同步链轮啮合连接同步链条;驱动链条套设连接于驱动链轮和从动链轮之间,通过伺服电机减速机和驱动链条传动驱动轴旋转,由同步链条同步带动连杆组件垂直于输送装置的上方往复地推动箱式货物,以实现双向90
°
分拣。
22.进一步地,通过调节驱动电机减速机组件整体相对于推箱机支撑组件的支撑焊接板的安装位置,实现驱动链条的涨紧调节。
23.进一步地,同步链条沿推箱机支撑组件的耐磨条支架和定向滑轮、链条张紧组件的张紧块上的耐磨条和凸台、以及同步驱动轴组件的同步链轮缠绕一圈;通过张紧调节螺栓往复调节张紧块相对于推箱机支撑组件的位置以调节同步链条的涨紧度。
24.进一步地,在输送装置的框架组件两侧分别设置有一组机械限位组件和接近开关限位组件,通过电子检测信号和机械结构限定连杆组件的运动极限位置。
25.进一步地,所述连杆组件的连杆两端连接于两组同步链条相同位置的外凸附件上,连杆与料箱在输送装置上的输送方向保持垂直。
26.综上内容,本技术所述输送线换向分拣方法具有以下优点:
27.1、本技术适用于箱式货物的分拣与调流作业现场,能够实现在高速输送过程中对各种类型货物进行即时准确地换向分拣作业,以满足全自动化与高效率的运行需求。
28.2、本技术提出了一种连杆型推箱换向分拣装置,连杆与输送线不接触、不形成干涉,从而实现了一种能够应对小型箱式货物的、双向90
°
的换向分拣方法。
29.3、本技术采取的连杆型推箱换向分拣装置,结构较为简单、使用成本较低、占用空间较小,能够在换向分拣过程中自动地将箱式货物沿分拣方向摆正,有利于提高分拣作业效率与到位率。
30.4、本技术采取的连杆型推箱换向分拣装置,匹配于输送到位检测与信息处理装
置,能够有效地扩大分流分拣范围与适用于各类箱式货物。
31.5、本技术采取的连杆型推箱换向分拣装置,与输送线相对独立地设置,拆卸检修方便、有利于提高输送与分拣效率。
附图说明
32.现结合以下附图来进一步地说明本发明。
33.图1
‑
1和图1
‑
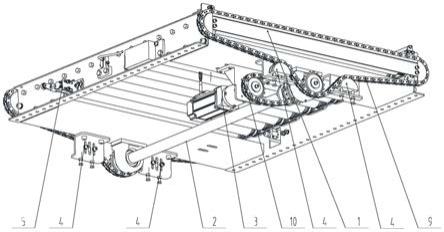
2是本技术所述输送线换向分拣装置不同视角的结构示意图;
34.图1
‑
3是图1
‑
2中i部的连杆与链条连接的放大示意图;
35.图2
‑
1是推箱机支撑组件的结构示意图;
36.图2
‑
2是图2
‑
1中的ii部放大示意图;
37.图3是同步驱动轴组件的结构示意图;
38.图4是驱动电机减速机组件的结构与安装示意图;
39.图5
‑
1和图5
‑
2是链条张紧组件不同视角的结构示意图;
40.图6是机械限位组件的结构示意图;
41.图7是推箱换向分拣过程的俯向示意图;
42.图8是推箱换向分拣过程的正向示意图;
具体实施方式
43.实施例1,如图1至图8所示,应用本技术所述输送线换向分拣方法的输送线换向分拣装置应用于交叉输送线不同方向的货物分拣,即可实现双向90
°
换向分拣,输送线换向分拣装置整体地安装连接于输送装置侧部。在本实施例中输送装置为滚筒输送机7,也可以是皮带输送机等各类输送装置。
44.所述的输送线换向分拣装置包括在滚筒输送机7框架组件的两侧,对称地设置有两组推箱机支撑组件1和同步链条9,同步链条9运行于推箱机支撑组件1上;
45.在两组同步链条9之间连接一组同步驱动轴组件2和连杆组件6,同步驱动轴组件2由一组驱动电机减速机组件3驱动旋转以同步地传动两侧的同步链条9;
46.在两组同步链条9的同步带动下,连杆组件6垂直于滚筒输送机7的上方往复地移动以向两侧分别推动分拣箱式货物。
47.如图2所示,所述的推箱机支撑组件1通过螺栓整体地安装固定于滚筒输送机7侧部的框架组件上,推箱机支撑组件1包括相互连接的支撑焊接板11和耐磨条支架12,在耐磨条支架12两端固定有定向滑轮14,在耐磨条支架12和定向滑轮14的外缘设置有外凸的耐磨条13,在耐磨条13表面通长延伸设置有凸台15,凸台15适用于为同步链条9提供运行导向与支撑。
48.如图3所示,所述的同步驱动轴组件2连接于在两组推箱机支撑组件1之间,包括有驱动轴21,在驱动轴21的两端分别套入带座轴承22和同步链轮23;
49.同步链轮23啮合连接于同步链条9;
50.带座轴承22定位于驱动轴21的轴肩处并用顶丝加以径向固定,带座轴承22通过螺栓固定于推箱机支撑组件1的支撑焊接板11;
51.在驱动轴21上套入从动链轮25和胀紧套26,胀紧套26从侧向固定从动链轮25;
52.在同步链轮23外侧套设轴端盖24和内六角螺钉28,以将同步链轮23沿轴向定位,防止同步链轮23沿驱动轴21的轴向发生窜动;
53.沿同步链轮23的径向安装平键27和紧定螺钉29,以将同步链轮23沿径向定位,防止同步链轮23沿驱动轴21的径向发生窜动;
54.如图1
‑
1、图1
‑
2和图4所示,所述的驱动电机减速机组件3通过螺栓固定于推箱机支撑组件1的支撑焊接板11,其包括有伺服电机减速机31,伺服电机减速机31通过电机固定螺钉36固定于电机座32上;
55.驱动链轮33套设于伺服电机减速机31的输出轴上,并通过输出轴上的键和紧定螺钉沿径向进行定位;
56.在驱动链条10套设连接于驱动链轮33和从动链轮25之间,通过伺服电机减速机31和驱动链条10以传动驱动轴21旋转,从而由同步链条9同步带动连杆组件6垂直于滚筒输送组件100的上方往复地推动箱式货物,以实现双向90
°
分拣;
57.驱动轴端盖34通过螺钉35固定于伺服电机减速机31的输出轴轴端,以防止驱动链轮33沿轴向发生窜动;
58.电机座32通过螺栓固定于支撑焊接板11上,并通过调节螺栓37调节驱动电机减速机组件3整体地沿支撑焊接板11位移,以驱动电机减速机组件3整体地位置调节,最终实现驱动链条10的涨紧调节。
59.如上述设计方案,连杆组件6垂直于滚筒输送机7上方,由两组同步链条9同步带动以沿双向90
°
推动货物进行换向分拣,从而能够解决小型货物分拣失败的问题并在推箱过程中实现沿分拣方向摆正,换向分拣不干涉、不影响滚筒输送机7的正常输送作业。
60.如图1
‑
1、图1
‑
2和图5所示,进一步地,在同步驱动轴组件2的端部两侧对称地设置有两组链条张紧组件4,其包括有张紧块固定板41,张紧块固定板41其通过螺栓整体地固定于推箱机支撑组件1的支撑焊接板11上;
61.在张紧块固定板41上设置有数个调节槽45,张紧块固定螺钉44贯穿调节槽45连接于张紧块42一侧,张紧调节螺栓43贯穿张紧块固定板41而固定连接于张紧块42的另一侧;
62.张紧块42具有圆弧形的外缘,在其外缘上设置有凸台15;
63.同步链条9沿推箱机支撑组件1的耐磨条支架12和定向滑轮14、链条张紧组件4的张紧块42上的凸台15、以及同步驱动轴组件2的同步链轮23缠绕一圈;当需调节同步链条9的涨紧度时,首先,松脱开张紧块固定螺钉44,张紧块42相对于张紧块固定板41自由释放;然后,通过张紧调节螺栓43往复调节位置以带动张紧块42沿张紧块固定板41位移,相应地实现调节同步链条9的涨紧度。
64.如图1
‑
1、图1
‑
2和图6所示,进一步地,在滚筒输送机7的框架组件两侧分别设置有一组机械限位组件5和接近开关限位组件8,以通过电子检测信号和机械结构限定连杆组件6的运动极限位置,避免因超出设定的移动范围而对滚筒输送机7等装置发生损坏。
65.其中,机械限位组件5包括有限位开关支架51,在限位开关支架51上设置有两组长条槽54;通过长条槽54和螺钉53分别将限位开关支架51安装于滚筒输送机7的框架组件上、将限位开关52安装于限位开关支架51上,长条槽54用于调节安装位置。
66.如图1
‑
3所示,所述的连杆组件6包括连杆62、以及连接于连杆62两端的连杆固定块61,连杆固定块61通过连杆螺钉63安装于同步链条9的外凸附件上。
67.在两组同步链条9中均设置有这一外凸附件,且2个外凸附件设置位置相对应以保证连接后的连杆62与滚筒输送机7的输送滚筒保持垂直。
68.如图7和图8所示,应用上述输送线换向分拣装置的结构设计,本技术提出下述输送线换向分拣方法,包括以下实施步骤:
69.1)判断方向与连杆预设
70.料箱100沿着滚筒输送机7输送,根据分拣任务判断料箱100分拣方向,即进入左侧待分拣区域300还是右侧待分拣区域200;
71.根据分拣方向,连杆组件6移动至滚筒输送机7一侧的接近开关限位组件8处;
72.若料箱100需分拣至右侧待分拣区域200中,则连杆组件6预先移动至滚筒输送机7左侧的接近开关限位组件8处;
73.若料箱100需分拣至左侧待分拣区域300中,则连杆组件6预先移动至滚筒输送机7右侧的接近开关限位组件8处;
74.若料箱100无需换向分拣而仅进出滚筒输送机7,即从进入区域400输送至输出区域500时,连杆组件6停留在滚筒输送机7的侧部;
75.2)换向推箱
76.当料箱100进入滚筒输送机7中,此时滚筒输送机7可以停止输送、也可继续向前输送料箱100;
77.连杆组件6沿滚筒输送机7的垂向上方,从一侧向另一侧移动的过程中推动料箱100将其从滚筒输送机7分拣至邻近的分拣区域;
78.连杆组件6移动至滚筒输送机7侧部的接近开关限位组件8处停止,等待执行下一个换向推箱过程;
79.基于上述步骤,输送线换向分拣装置整体地安装连接于滚筒输送机7侧部;
80.在滚筒输送机7两侧对称地设置有两组推箱机支撑组件1和同步链条9,同步链条9运行于推箱机支撑组件1上;
81.在两组同步链条9之间连接一组同步驱动轴组件2和连杆组件6,同步驱动轴组件2由一组驱动电机减速机组件3驱动旋转以同步地传动两侧的同步链条9;
82.在两组同步链条9的同步带动下,连杆组件6垂直于滚筒输送组件7的上方往复地移动以向两侧推动货物。
83.在上述步骤1)判断方向与连杆预设和步骤2)换向推箱中,在推箱机支撑组件1的耐磨条支架12和定向滑轮14的外缘设置有耐磨条13和凸台15,凸台15为同步链条9提供运行导向与支撑。
84.在上述步骤1)判断方向与连杆预设和步骤2)换向推箱中,同步驱动轴组件2连接于在两组推箱机支撑组件1之间,在驱动轴21两端分别设置同步链轮23,同步链轮23啮合连接同步链条9;
85.驱动链条10套设连接于驱动链轮33和从动链轮25之间,通过伺服电机减速机31和驱动链条10传动驱动轴21旋转,由同步链条9同步带动连杆组件6垂直于滚筒输送组件7的上方往复地推动箱式货物,以实现双向90
°
分拣。
86.通过调节驱动电机减速机组件3整体相对于推箱机支撑组件1的支撑焊接板11的安装位置,实现驱动链条10的涨紧调节。具体地,所述的驱动电机减速机组件3的电机座32
通过螺栓固定于支撑焊接板11上,通过调节螺栓37调节驱动电机减速机组件3整体地沿支撑焊接板11位移,能够调节驱动链条10的涨紧度。
87.同步链条9沿推箱机支撑组件1的耐磨条支架12和定向滑轮14、链条张紧组件4的张紧块42上的凸台15、以及同步驱动轴组件2的同步链轮23缠绕一圈;
88.通过张紧调节螺栓43往复调节张紧块42相对于推箱机支撑组件1的位置以调节同步链条9的涨紧度。
89.在滚筒输送机7的框架组件两侧分别设置有一组机械限位组件5和接近开关限位组件8,通过电子检测信号和机械结构限定连杆组件6的运动极限位置。
90.所述连杆组件6的连杆62两端连接于两组同步链条9相同位置的外凸附件上,连杆62与滚筒输送机7的输送滚筒保持垂直。
91.综上内容,结合附图中给出的实施例仅是优选方案。对于所属领域技术人员来说可以据此得到启示,而直接推导出符合本发明设计构思的其他替代结构,也应属于本发明所述的方案范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。