1.本发明涉及一种具有反光片的松紧带拉片的制备方法。
背景技术:
2.通常在运动服的下端或者连衣帽的周侧设置松紧带用于增加与皮肤的贴附效果,提高使用者的穿着舒适性以及运动的便利性,同时会在松紧带上设置卡扣,在拉动松紧带用于调节运动服与皮肤的贴附力度后,通过卡扣卡置于松紧带上,从而固定松紧带。
3.现有的,松紧带的调节通常是,使用者一手按压卡扣,使其作用于松紧带的力降低甚至去除,另一只手拉动松紧带进行调节,当调节完毕后,去除作用于卡扣上的力,使卡扣卡置于松紧带上,实现固定。此种情况,使用者的手是直接作用于松紧带上的,因松紧带在拉伸会产生形变,作用于使用者的手部的力较大,造成舒适性差,并且,当松紧带的末端贴附在卡扣上时,很难快速的拉动松紧带进行调节的,使用的便利性差。
4.因此,现有市场上出现松紧带拉片,用于与松紧带配合,实现松紧带拉伸。现有的松紧带拉片的结构通常为片状结构,且其表面上设有两个通孔供松紧带缠绕于上,通过注塑机注塑成型,同时,在注塑机的模腔内设置有反光片实现与拉片一体注塑成型;传统的注塑成型方式,在注塑模具中均单开有成型单个拉片的模腔,并且由于拉片的结构小,反光片裁切成片后置于模腔内的难度大,通过人工操作,效率低且难以放置位置正确,转用设备自动操作,需要设备的精密度较高,造成成本大幅度增加。
技术实现要素:
5.因此,针对上述的问题,本发明提供一种生产效率高、生产成本低且便于反光片放置的具有反光片的松紧带拉片的制备方法。
6.为实现上述目的,本发明采用了以下技术方案:
7.一种具有反光片的松紧带拉片的制备方法,包括反光片材、放卷装置、注塑成型装置、模切组件和裁切装置,所述模切组件设于注塑成型装置上,所述注塑成型装置包括上模、下模以及设于上模和下模上的多个模腔,所述模腔内设有反光片放置槽,制备步骤包括:
8.a、反光片材通过放卷装置放卷,依次经过注塑成型装置和裁切装置,定义沿反光片材输送方向延伸为纵向方向,沿反光片材的宽度方向延伸为横向方向;
9.b、上模、下模合模,反光片材夹持于上模和下模之间,且依次贯穿于各个模腔,再通过模切组件将分布于模腔内的反光片材裁切出单个反光片,并将其置于反光片放置槽内;
10.c、向所述模腔内注入模铸材料形成注塑体,所述注塑体与反光片和反光片材一体固定;
11.d、各个注塑体脱模,并通过反光片材形成连续输送至裁切装置,通过裁切装置将相邻两注塑体之间的反光片材切除,形成单个的松紧带拉片。
12.进一步的,所述反光片的横向宽度尺寸小于反光片材的横向宽度尺寸,且反光片材裁切反光片形成的通槽分布于反光片材的横向中部。
13.进一步的,所述模腔包括分布于上模的下表面上的上模腔和分布于下模的上表面的下模腔,所述反光片放置槽设于下模腔的底面上,所述下模腔内且位于反光片放置槽的周沿设有凸环。
14.进一步的,所述模切组件包括驱动气缸、设于上模上的通孔,穿设于通孔内压杆、设于压杆下端的压块以及设于凸环上端的环形切刀,所述驱动气缸与压杆的上端连接,通过驱动气缸驱动压块推动反光片材向运动,与环形切刀配合实现反光片材的裁切。
15.进一步的,所述环形切刀具有刀刃,所述刀刃包括位于内侧面的第一切割面和位于外侧面的第二切割面,所述第一切割面的倾斜角度大于第二切割面的倾斜角度。
16.进一步的,所述压块的下周沿设有让位槽,所述让位槽具有相互垂直设置的水平面和竖直面,当压块下压与环形切刀切割时,压块的竖直面的下端抵靠于第一切割面上。
17.进一步的,所述模切组件还包括设于压块上的导槽、设于导槽内的导杆、设于导杆下端的顶块以及套设于导杆上的弹簧。
18.进一步的,所述反光片的面积大于凸环所围成的面积。
19.通过采用前述技术方案,本发明的有益效果是:
附图说明
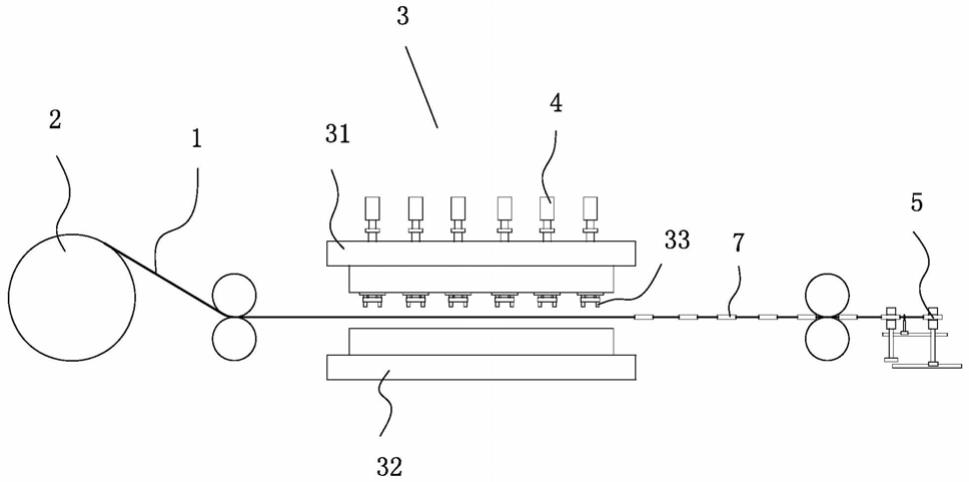
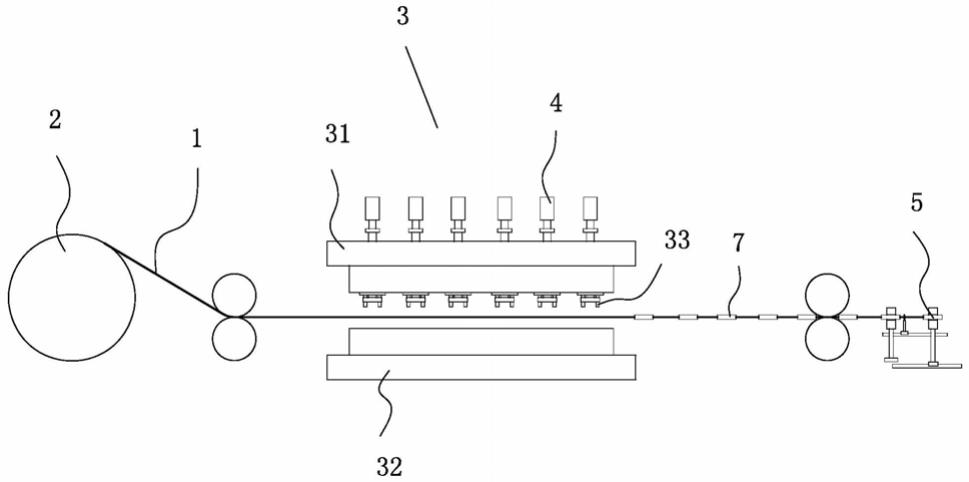
20.图1是本发明实施例的结构示意图;
21.图2是本发明实施例中上模与模切组件的装配结构示意图;
22.图3是本发明实施例中下模的俯视结构示意图;
23.图4是本发明实施例中下模、反光片材的分布结构示意图;
24.图5是本发明实施例中下模腔、环形切刀以及模切组件的分布结构示意图;
25.图6是本发明实施例中裁切装置的结构示意图;
26.图7是本发明实施例中反光片材的俯视结构示意图。
具体实施方式
27.现结合附图和具体实施方式对本发明进一步说明。
28.本发明实施例为:
29.参考图1、图2、图3与图4所示,一种具有反光片的松紧带拉片的制备方法,包括反光片材1、放卷装置2、注塑成型装置3、模切组件4和裁切装置5,所述模切组件4设于注塑成型装置3上,所述注塑成型装置3包括上模31、下模32、设于上模31上的模芯33以及设于上模31和下模32上的多个模腔34,优选的,所述模腔34的个数为四个至八个,优选的为六个,所述模腔34内设有反光片放置槽6,制备步骤包括:
30.a、反光片材1通过放卷装置2放卷,依次经过注塑成型装置3和裁切装置5,定义沿反光片材1输送方向延伸为纵向方向,沿反光片材1的宽度方向延伸为横向方向;
31.b、上模31、下模32合模,反光片材1夹持于上模31和下模32之间,且依次贯穿于各个模腔34,再通过模切组件4将分布于模腔34内的反光片材1裁切出单个反光片,并将其置于反光片放置槽6内;
32.c、向所述模腔34内注入模铸材料形成注塑体7,所述注塑体7与反光片和反光片材1一体固定;
33.d、各个注塑体7脱模,并通过反光片材1形成连续输送至裁切装置5,通过裁切装置5将相邻两注塑体7之间的反光片材1切除,形成单个的松紧带拉片。
34.本具有反光片的松紧带拉片的制备方法,通过反光片材1的连续输送依次经过注塑成型装置3的各个模腔34以及裁切装置5,并且在注塑成型装置3的上模31和下模32合模后,通过模切组件4将位于模腔34内的反光片材1裁切并置于反光片放置槽6内,便于反光片的定位以及放置,通过注塑成型装置3向模腔34内注入模铸材料形成注塑体7,使得注塑体7与反光片材1和反光片固定连接,使得反光片与注塑体7的固定牢固,防止反光片的歪斜,提高美观,并且能够通过反光片材1的连续输送实现多个注塑体7的脱模以及输送,再通过裁切装置5将相邻两个注塑体7之间的反光片材1去除,得到单个的松紧带拉片,该种制备方式,能够通过自动化生产线实现连续生产制备,提高生产效率,并且降低生产成本。
35.值得注意的是,所述反光片材1可以为一面连续喷涂有反光涂层的基布,该方式不需要在通过模切组件4裁切时,与反光片放置槽6定位;或者参考图7所示,一面间隔喷涂有反光涂层12的基布11,需要在通过模切组件4裁切时,与反光片放置槽6定位,但是可以降低放光片材1的成本,并且通过设置基布11上喷涂有反光涂层12的区域的纵向长度尺寸与模腔34的纵向长度尺寸相等,且该区域的纵向两端预先浇筑设置卡块8,在上模31与下模32合模时,通过卡块8卡置与模腔34的纵向两端,便于反光片材1的定位,提高制备效率。
36.并且,所述反光片的横向宽度尺寸小于反光片材1的横向宽度尺寸,且反光片材1裁切反光片形成的通槽9分布于反光片材1的横向中部,使得反光片材1在拉伸过程中,横向宽度的受力均匀,提高反光片材1牵引的均匀性,提高注塑材料质量的稳定性,并且设置于横向中部的通槽9能够在注塑中,供材料通过以及防止反光片材1在注塑过程中偏移,使得松紧带拉片的质量提升。
37.具体的,参考图5所示,所述模腔34包括分布于上模31的下表面上的上模腔341和分布于下模32的上表面的下模腔342,所述反光片放置槽6设于下模腔342的底面上,所述下模腔342内且位于反光片放置槽6的周沿设有凸环10,所述反光片的面积大于凸环10所围成的面积,使得反光片嵌入到反光片放置槽6内时,其贴附于反光片放置槽6的底部以及凸环10的内侧面,形成翘起,在注塑过程中该翘起的部分夹持于注塑体7中,提高反光片与注塑体7的连接强度,并且凸环10使得注塑体7成型后内凹,使得反光片形成较为立体的结构,提高使用效果。
38.具体的,所述模切组件4包括驱动气缸41、设于上模31上的通孔42,穿设于通孔42内压杆43、设于压杆43下端的压块44、设于凸环10上端的环形切刀45、设于压块44上的导槽47、设于导槽47内的导杆48、设于导杆48下端的顶块49以及套设于导杆48上的弹簧46,所述驱动气缸41与压杆43的上端连接,通过驱动气缸41驱动压块44推动反光片材1向运动,与环形切刀45配合实现反光片材1的裁切,并且,所述环形切刀45具有刀刃60,所述刀刃60包括位于内侧面的第一切割面61和位于外侧面的第二切割面62,所述第一切割面61的倾斜角度大于第二切割面62的倾斜角度,所述压块44的下周沿设有让位槽70,所述让位槽70具有相互垂直设置的水平面71和竖直面72,当压块44下压与环形切刀45切割时,压块44的竖直面的下端抵靠于第一切割面61上。
39.通过上述的设置,驱动气缸41驱动压杆43带动压块44和顶块49向下运动,从而将位于模腔34内的反光片材1下压,通过顶块49将反光片材1压入到反光片放置槽6内,并且反光片材1保持较好的姿态,并压缩弹簧46使得压块44继续下压,通过压块44的让位槽70处的竖直面72的下端与刀刃60的第一倾斜面61将反光片材1夹持并向下拉扯,使得抵靠于环形切刀45上反光片材1在刀刃60的作用下切断,避免刀刃60与压块44的接触,提高其使用寿命,并且刀刃60上的第一切割面61的倾斜角度大于第二切割面62的倾斜角度,使得压块44抵靠于刀刃60时,能够使得刀刃60具有一定的弹性的同时提供支撑性,避免刀刃60被压弯,具体的上压块44初次挤压第一倾斜面61时,由于其厚度较小能偶形成一定的弹性变形,使得压块能够与环形切刀45夹持反光片材1时继续下压,并在下部提高较强的支撑性用于反光片材的切割。
40.本实施例中,参考图6所示,所述裁切装置5包括用于夹持注塑体7的第一夹持组件51和第二夹持组件52、平行设于第二夹持组件52横向两侧额第一导向组件53和第二导向组件54,所述第一导向组件53和第二导向组件54均沿纵向方向分布,所述第二夹持组件52设于第一导向组件53上且沿第一导向组件53往复运动,所述第二导向组件54上设有切刀55,所述切刀55沿第二导向组件54往复有运动,通过第一夹持组件51夹持头端的注塑体7并沿第一导向组件53运动,将其拉动前进,在通过第二夹持组件52将其相邻的第二个注塑体7夹持,并通过切刀55沿第二导向组件54往复运动将两注塑体7之间的反光片材1切割去除,其使用效率高,切割效果好,并且该切刀55具有加热功能,使其附带有高温,便于切割,且能够使得注塑体处切割区域形成较为平整的切割面,提高美观。
41.尽管结合优选实施方案具体展示和介绍了本发明,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上可以对本发明做出各种变化,均为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。