技术特征:
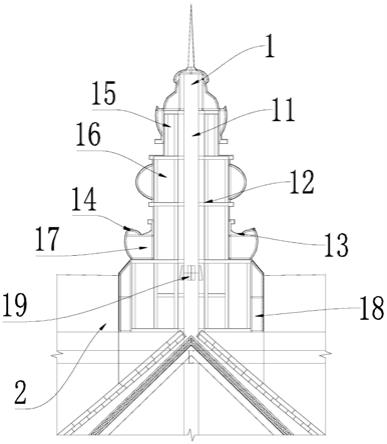
1.一种装配式建筑屋面结构,其特征在于,包括宝顶(1)和正脊(2),所述正脊(2)的数量为多个,且环绕设置在所述宝顶(1)四周,所述正脊(2)远离所述宝顶(1)的一端设置有正吻(3);所述宝顶(1)包括内部的支撑组件和外部铜板(13),所述外部铜板(13)焊接在所述支撑组件的外围,所述支撑组件包括主支撑杆(11)和设置在主支撑杆(11)四周的第一热镀锌钢管架(12),所述第一热镀锌钢管架(12)外还设置有造型骨架(14),所述造型骨架(14)的外围用于焊接外部铜板(13);所述主支撑杆(11)垂直固定在屋面上,所述主支撑杆(11)靠近所述屋面的一侧设置有多个钢板连接件(19),所述钢板连接件(19)用于与正脊(2)固定。2.根据权利要求1所述的一种装配式建筑屋面结构,其特征在于,所述外部铜板(13)贴合在所述造型骨架(14)外围,且围合形成由下至上的宝顶(1)下部、宝顶(1)莲花座、宝顶(1)中部和宝顶(1)上部,所述正脊(2)固定在所述宝顶(1)下部位置处。3.根据权利要求1所述的一种装配式建筑屋面结构,其特征在于,所述正脊(2)的数量为4条,且阵列分布在所述主支撑杆(11)的四周,所述正脊(2)包括第二热镀锌钢管架(21)和设置在第二热镀锌钢管架(21)两侧的内衬铝蜂窝板(22),所述内衬铝蜂窝板(22)外侧还设置有多条相互平行的弯折扣条(23)。4.根据权利要求3所述的一种装配式建筑屋面结构,其特征在于,所述正吻(3)的两侧均倾斜向下设置有垂脊,且相邻两个正吻(3)之间的两条垂脊相互连接,且均固定在龙骨上。5.根据权利要求4所述的一种装配式建筑屋面结构,其特征在于,屋面上设置有底瓦和盖瓦,所述底瓦固定在屋面的龙骨上,所述盖瓦均匀铺设在屋面上,且覆盖住所述底瓦,所述垂脊和正脊(2)均设置在所述盖瓦表面。6.根据权利要求1所述的一种装配式建筑屋面结构,其特征在于,所述第一热镀锌钢管架(12)包括多个横向钢管和多个竖向钢管,拼接成多个矩形框架结构,且由下至上矩形框架的长宽尺寸呈阶梯式减小。7.一种装配式建筑屋面结构施工方法,其特征在于,对权利要求1
‑
6任意一项所述的装配式建筑屋面结构进行施工,包括以下步骤:s1:对宝顶(1)的宝顶(1)下部、宝顶(1)莲花座、宝顶(1)中部和宝顶(1)上部进行分别预制做;s2:在屋面上安装纵横和对角两种龙骨,且两种龙骨交汇在屋面中心点位置;s3:在两种龙骨的交汇位置焊接预制好的宝顶(1);s4:在宝顶(1)的四周焊接安装多条正脊(2);s5:在正脊(2)远离宝顶(1)的一侧安装好正吻(3);s6:在正吻(3)的两侧安装好垂脊,并在底部预留好底瓦和盖瓦的安装位置;s7:在屋面上依次铺设底瓦、盖瓦;s8:安装剩余的固定件和装饰件。8.根据权利要求7所述的一种装配式建筑屋面结构施工方法,其特征在于,在步骤s1中,还包括以下步骤:s11:制作第一热镀锌钢管架(12)及造型骨架(14),焊接时至少三面满焊,且无虚焊、漏焊,焊接后刷三道防锈漆层;
s12:按照宝顶(1)莲花座做1:1泥模,根据模型进行人工锻打使单片莲花成型再进行焊接组拼,其它平板部分采用激光切割及机械加工剪板折边成型;球面部分及球面上纹饰根据放样尺寸人工锻打,球面上纹饰点焊在球面造型上,球面造型与平面部分满焊连接、打磨处理;s13:将外部铜板(13)焊接在造型骨架(14)上,焊接时要求满焊,且内外均焊接;将单片成型的莲花瓣装焊接在不锈钢骨架上,焊接时要求内外焊接、满焊无虚焊;s14:对各宝顶(1)组件的造型、尺寸、内钢架焊接、防锈、外装饰铜板的焊接、平整度进行初检;对初检合格的产品进行打磨、补焊、修整处理;s15:对各组件表面整体进行机械及人工拉毛处理、杂点清除、去浮沉、酸洗中和和清水冲洗,再用气泵将水冲干;s16:对宝顶(1)各组件的外部铜板(13)表面反复用药水冲洗发黑,待铜表面完全发黑后,人工拉丝,顺着固定的拉丝方向反复拉丝、反复冲洗,达到指定效果后,用气泵将水冲干;s17:对宝顶(1)各组件进行喷涂亚光氟碳漆作保护层,喷漆时要求无流漆和漏喷现象;s18:将宝顶(1)各组件送烤箱烤干,烘烤时最高温度为160℃,时间为30min。9.根据权利要求7所述的一种装配式建筑屋面结构施工方法,其特征在于,在步骤s5之前还包括对正吻(3)进行锻造成型,并对正吻(3)进行表面处理和抗氧化处理;具体包括以下步骤:s51:根据正吻(3)图纸制作泥模模型,经确认后进行玻璃钢模型的分割制作;s52:修整分块模型,翻锌模,对锌模进行打磨、图案修整;s53:铜板下料并进行退火处理,铜板热氧化,柔化处理,冷却;s54:锌模上机,用退火后的铜板进行冲压;s55:冲压后进行二次退火,然后灌胶并人工二次锻打;s56:锻打完成后,各组件氩弧焊焊接组合成型,焊处打磨平整,整体抛光;s57:处理完成的正吻(3)送古铜车间,正吻(3)表面反复用药水冲洗发黑,待铜表面完全发黑后,人工拉丝,顺着固定的拉丝方向反复拉丝、反复冲洗,达到指定效果后,用高压气泵将水冲干;s58:将完成后的正吻(3)送进无尘喷漆房,喷涂亚光氟碳抗氧化保护漆,要求喷涂均匀无流漆和漏喷现象,逐个检查色差、表面油漆情况;s59:检验合格的正吻(3)送烤箱烤干,烘烤时最高温度需160℃,时间为30min。10.根据权利要求7所述的一种装配式建筑屋面结构施工方法,其特征在于,在步骤s7之前还包括制作底瓦,底瓦为304不锈钢材料制成,整体无缝冲压成型;具体包括以下步骤:s71:制作冲压钢模;s72:进行试模,检查冲压成型产品的尺寸、平整度、拉伸情况,根据检查结果对模具进行微调,直至符合产品要求为止;固定经过多次微调成形的模具,制作产品冲压支撑架;s73:进行冲压,冲压时要注意防止产品移位,每冲压一次需对模具及板面进行除灰尘及粘结物处理,保证产品表面的平整度,每20条成型底瓦抽检一条;s74:将冲压好的底瓦进行折边,折出向上的侧翻水挡边,根据各层屋面不同的囊度,制作滚弯机,用滚弯机将底瓦滚出图上要求的弧度;依据图纸尺寸切割下料并对每条底瓦贴
上所在“层数位置标号”,翼角处底瓦需要切角度;在底瓦端头位置满焊滴水,在底瓦前端侧翻水挡边位置开平口,预留为安装勾头瓦用;s75:对滴水焊接处进行精细打磨,并对底瓦的尺寸,囊度、滴水焊接牢度检查,每50条成型底瓦抽检一条;s76:底瓦表面抛光、杂点清除、进行表面喷细砂处理去浮沉、酸洗中和、清水冲洗;s77:底瓦清洗晾干后喷涂环氧底漆,常温晾干,晾干后喷涂确认色漆;s78:将完成后的底瓦送进无尘喷漆房,喷涂亚光氟碳抗氧化保护漆,要求喷涂均匀无流漆、漏喷现象,进行逐个检查色差、表面油漆情况;s79:检验合格的底瓦送烤箱烤干,烘烤时最高温度需160℃,时间为30min。
技术总结
本发明公开装配式建筑屋面结构及其施工方法,包括宝顶和正脊,所述正脊的数量为多个,且环绕设置在所述宝顶四周,所述正脊远离所述宝顶的一端设置有正吻;所述宝顶包括内部的支撑组件和外部铜板,所述外部铜板焊接在所述支撑组件的外围,所述支撑组件包括主支撑杆和设置在主支撑杆四周的第一热镀锌钢管架,所述第一热镀锌钢管架外还设置有造型骨架,所述造型骨架的外围用于焊接外部铜板;所述主支撑杆垂直固定在屋面上,所述主支撑杆靠近所述屋面的一侧设置有多个钢板连接件,所述钢板连接件用于与正脊固定。通过各部件装配式结构连接,拆装方便,同时各部件的连接稳定性好,并且施工方便,能够提高施工周期。能够提高施工周期。能够提高施工周期。
技术研发人员:张亚彬 陈昌俊 邱茂乙 邓毅 梁茂
受保护的技术使用者:中国五冶集团有限公司
技术研发日:2021.08.31
技术公布日:2021/11/23
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。