1.本发明涉及属于激光焊接领域,具体涉及一种多光束激光焊接纳米改性铝合金的方法及其装置。
背景技术:
2.轻量化结构设计是高铁列车、航空航天飞行器、船舶制造等行业的重要发展方向,轻量化结构设计能够大幅提升有效载荷,降低能源消耗。
3.目前,在轻量化结构设计领域,尝试选用其它材料替代钢铁材料是一种趋势,同时,如何实现材料间高质高效焊接是业界和学术界广泛关注的问题;铝合金由于具有较高的比强度和弹性模量,在轻量化结构设计中得到了大面积的应用,采用铝合金替代钢铁材料,结构重量可以减少50%以上。此外,铝合金相较于碳纤维轻质复合材料在生产和维护方面更为便捷。因此,如何实现铝合金的高质高效焊接是业界和学术界广泛关注的问题。
4.但是,现有的激光焊接铝合金时存在以下难点:铝合金表面对反射率高,导致激光能量利用率低,甚至会造成光纤和激光器的烧毁;铝合金表面极易生成高熔点的al2o3膜,导致焊接稳定性变差,并引起焊缝内出现氢气孔、夹杂等缺陷。因此,激光焊接铝合金前必须对其表面进行预处理,而且与传统电弧焊、等离子弧焊或钢铁、钛合金等材料的激光焊不同,铝合金的激光焊对焊前预处理具有更特殊的要求,焊前既要去除表面的氧化膜,又要降低表面对激光的反射率。
5.目前,用于铝合金表面预处理方法大都局限于目的单一或作用单一,如激光清洗法,仅能用来去除表面氧化膜,而激光毛化法,仅能用来降低表面对激光的反射率。由于铝合金激光焊前表面预处理的特殊性,单一的去除表面氧化膜或降低表面反射率均无法满足要求,难以获得良好的焊接质量。现在技术中还没有将两种处理方法结合的功能多样化、复合化的表面预处理技术。
技术实现要素:
6.本发明的目的在于克服现有技术的不足,提供了一种多光束激光焊接纳米改性铝合金的方法及装置。本发明通过光束变频和光路设计方法,形成多路同步加载的光束,依次进行激光清洗、激光毛化和激光焊接完成一体化焊接,能够同时解决待焊接工件表面对激光反射率高和表面氧化膜难去除两大问题,可显著提高待焊接工件焊缝成形质量和效率,且无焊接时间的限制。
7.为实现上述目的,本发明所设计一种多光束激光焊接纳米改性铝合金的方法,包括以下步骤:
8.将光束通过分光装置沿焊接方向依次分为清洗光束、毛化光束和焊接光束;
9.待焊接工件依次进入激光清洗区域、激光毛化区域和激光焊接区域一体化完成焊接;其中,
10.当所述待焊接工件进入激光清洗区域时,清洗光束对待焊接工件表面进行清洗
(杂质为本领域技术人员公知的油污及水分等,清洗是为抑制气孔及裂纹等缺陷的产生);
11.当所述待焊接工件进入激光毛化区域时,毛化光束增加清洗后待焊接工件表面的粗糙度(是为增加材料对激光的吸收率,进而抑制高反现象,改善焊缝成形质量);
12.当所述待焊接工件进入激光焊接区域时,焊接光束对待焊接工件进行焊接。
13.进一步地,所述步骤1)中,所述清洗光束的功率为10~60w,所述清洗光束的摆动幅度为
‑
10~10mm,所述清洗光束的扫描速度为500~2000mm/s,所述清洗光束的重复频率为80~100khz;
14.所述毛化光束的功率为80~200w,所述毛化光束的摆动幅度为
‑
5~5mm,所述毛化光束的扫描速度为6000~8000mm/s,所述毛化光束的重复频率为10~20khz;
15.所述焊接光束的功率为0~10000w,所述焊接光束的波长为532nm。
16.再进一步地,所述待焊接工件的为铝合金工件、铝镁合金工件和钛合金工件中任意一种。
17.本发明还提供了一种分光装置,包括焊接头壳体,所述焊接头壳体顶部设置有光纤管线,所述光纤管线释放的光束进入焊接头壳体内的线路上依次设置有清洗光束分离组件、毛化光束分离组件和焊接光束分离组件。
18.进一步地,所述清洗光束分离组件包括清洗光束反射镜、带旋转电机的清洗光束振镜和清洗光束聚焦镜,分离的第一束光束依次射向清洗光束反射镜、清洗光束振镜和清洗光束聚焦镜得到清洗光束;
19.所述毛化光束分离组件包括毛化光束反射镜、带旋转电机的毛化光束振镜和毛化光束聚焦镜,分离的第二束光束依次射向毛化光束反射镜、毛化光束振镜和毛化光束聚焦镜得到毛化光束;
20.所述焊接光束分离组件包括倍频晶体、焊接光束聚焦镜,分离的第三束光束依次射向倍频晶体、焊接光束聚焦镜得到焊接光束。
21.再进一步地,所述带旋转电机的清洗光束振镜的转速≤100000次/s;
22.所述带旋转电机的毛化光束振镜的转速为20000~30000次/s。
23.再进一步地,所述清洗光束反射镜、带旋转电机的清洗光束振镜、毛化光束反射镜和带旋转电机的毛化光束振镜的材料均为镀金属膜的二氧化硅。
24.再进一步地,所述清洗光束聚焦镜、毛化光束聚焦镜和焊接光束聚焦镜的材料为砷化镓。
25.再进一步地,所述清洗光束聚焦镜、毛化光束聚焦镜和焊接光束聚焦镜均能在焊接头壳体内调整位置(调整以改变焊接光束聚焦位置),调整范围为
‑
10~10mm。
26.本发明还提供了一种激光焊接装置,包括上述的分光装置。
27.本发明部件和光束的作用
28.1.清洗光束用于清洗待焊接工件表面的氧化膜和其他杂质,进而抑制气孔及裂纹等缺陷的产生;
29.2.毛化光束用于改善清洗后待焊接工件表面的粗糙度,增加材料对激光的吸收率,进而抑制高反现象,改善焊缝成形质量。
30.通过同步加载上述光束,实现待焊接工件的一体化清洗、毛化和焊接。
31.3.清洗光束反射镜主要用于从主光束中分离出清洗光束(功率10~60w);
32.4.带旋转电机的清洗光束振镜2.2主要用于控制清洗光束的摆动幅度(
±
5mm)、扫描速度(500~2000mm/s)和重复频率(70~140khz),从而实现待焊接工件表面污物的有效去除;
33.5.毛化光束反射镜主要用于从主光束中分离出毛化光束(功率80~200w);
34.6.带旋转电机的毛化光束振镜主要用于控制毛化光束的摆动幅度(
±
5mm)、扫描速度(6000~8000mm/s)和重复频率(10~20khz),从而实现清洗表面的有效毛化;
35.7.清洗光束聚焦镜可上下移动以调整清洗光束的聚焦位置(可调幅度为
±
10mm);
36.8.毛化光束聚焦镜亦可上下移动以调整毛化光束的聚焦位置(可调幅度为
±
10mm);
37.9.倍频晶体以将焊接光束(功率0~10000w)的波长从1068nm转化为532nm,进而提升待焊接工件对光束的吸收率;
38.10.焊接光束聚焦镜可上下移动以调整焊接光束的聚焦位置(可调幅度为
±
10mm)。
39.本发明的有益效果:
40.本发明针对现有激光清洗、激光毛化和激光焊接三种工艺分开实施的缺陷,首次使用分光装置将同一光束同时分成清洗光束、毛化光束和焊接光束;同时通过分光装置中的部件调整上述三束光束的工作参数,使其符合工作要求实现一体化集成,待焊接工件经清洗光束处理后,提升焊接工件表面的清洁度及其对激光的吸收率;然后待焊接工件经毛化光束处理后,增加材料对激光的吸收率,进而抑制高反现象,改善焊缝成形质量;最后焊接从而大幅减少了焊接预处理所需的时间,显著提升待焊接工件激光焊接的效率。
41.综上所述,本发明一体化实现待焊接工件的表面预处理和激光焊接,大幅提升焊接效率和质量,为待焊接工件激光焊接形性保证提供一种简单实用的新方法,可适应工业生产的实际需求。
附图说明
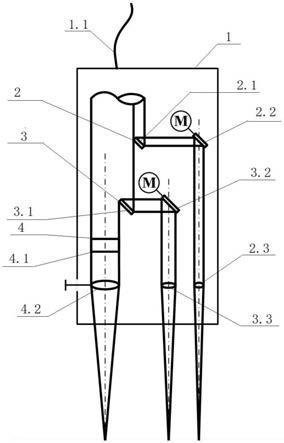
42.图1为一种多光束激光焊接纳米改性铝合金的方法的装置的示意图;
43.图2为纳米改性铝合金工件激光焊接过程的示意图;
44.图3为纳米改性铝合金工件激光焊接过程的俯视图。
45.图中,焊接头壳体1、光纤管线1.1、清洗光束分离组件2、清洗光束反射镜2.1、带旋转电机的清洗光束振镜2.2、清洗光束聚焦镜2.3、毛化光束分离组件3、毛化光束反射镜3.1、带旋转电机的毛化光束振镜3.2、毛化光束聚焦镜3.3、焊接光束分离组件4、倍频晶体4.1、焊接光束聚焦镜4.2;原始表面状态的纳米改性铝合金工件5、待焊拼缝6、激光清洗区域7、激光毛化区域8、激光焊接匙孔9、激光焊接熔池10、已凝固的焊缝11。
具体实施方式
46.下面结合具体实施例对本发明作进一步的详细描述,以便本领域技术人员理解。
47.实施例1
48.一种多光束激光焊接纳米改性铝合金的方法,包括以下步骤:
49.1)将含有待焊拼缝6的原始表面状态的纳米改性铝合金工件5置于分光装置下方,
将光束通过分光装置沿焊接方向从前至后依次分为清洗光束、毛化光束和焊接光束;其中,清洗光束的功率为10~60w,清洗光束的摆动幅度为
±
10mm,清洗光束的扫描速度为500~2000mm/s,清洗光束的重复频率为80~100khz;
50.毛化光束的功率为80~200w,毛化光束的摆动幅度为
±
5mm,毛化光束的扫描速度为6000~8000mm/s,毛化光束的重复频率为10~20khz。
51.焊接光束的功率为0~10000w,焊接光束的波长为532nm;
52.2)待焊接的原始表面状态的纳米改性铝合金工件5依次进入激光清洗区域7、激光毛化区域8和激光焊接区域一体化完成焊接;其中,
53.当纳米改性铝合金工件5进入激光清洗区域7时,清洗光束清洗纳米改性铝合金工件5表面的氧化膜和杂质;
54.当纳米改性铝合金工件5进入激光毛化区域8时,毛化光束增加清洗后纳米改性铝合金工件5表面的粗糙度;
55.当纳米改性铝合金工件5进入激光焊接区域时,激光束作用于纳米改性铝合金工件5表面形成匙孔9,并通过热作用熔化材料形成熔池10,随着焊接过程的进行,匙孔和熔池不断前移,当熔池后部温度低于液固转变温度时,即凝固形成焊缝11;完成焊接(如图2~3)。
56.实施例2
57.如图1所示的分光装置,它包括焊接头壳体1,焊接头壳体1顶部设置有光纤管线1.1,光纤管线1.1释放的光束进入焊接头壳体1内的线路上依次设置有清洗光束分离组件2、毛化光束分离组件3和焊接光束分离组件4;清洗光束分离组件2包括清洗光束反射镜2.1、带旋转电机的清洗光束振镜2.2和清洗光束聚焦镜2.3,分离的第一束光束依次射向清洗光束反射镜2.1、清洗光束振镜2.2和清洗光束聚焦镜2.3得到清洗光束;
58.毛化光束分离组件3包括毛化光束反射镜3.1、带旋转电机的毛化光束振镜3.2和毛化光束聚焦镜3.3;分离的第二束光束依次射向毛化光束反射镜3.1、毛化光束振镜3.2和毛化光束聚焦镜3.3得到毛化光束;
59.焊接光束分离组件4包括倍频晶体4.1、焊接光束聚焦镜4.2,分离的第三束光束依次射向倍频晶体4.1、焊接光束聚焦镜4.2得到焊接光束。
60.上述带旋转电机的清洗光束振镜2.2的转速≤100000次/s。
61.上述带旋转电机的毛化光束振镜3.2的转速为20000~30000次/s。
62.上述清洗光束反射镜2.1、带旋转电机的清洗光束振镜2.2、毛化光束反射镜3.1和带旋转电机的毛化光束振镜3.2的材料均为镀金属膜的二氧化硅。
63.上述清洗光束聚焦镜2.3、毛化光束聚焦镜3.3和焊接光束聚焦镜4.2的材料为砷化镓。
64.上述清洗光束聚焦镜2.3、毛化光束聚焦镜3.3和焊接光束聚焦镜4.2均能在焊接头壳体1上下调整,它们的调整范围均为
±
10mm。
65.上述分光装置的工艺如下:
66.光束经分光装置生成三束光束,分别为清洗光束、毛化光束和焊接光束;
67.待焊接的原始表面状态的纳米改性铝合金工件5依次进入激光清洗区域7、激光毛化区域8和激光焊接区域一体化完成焊接;其中,
68.当纳米改性铝合金工件5进入激光清洗区域7时,清洗光束清洗纳米改性铝合金工件5表面的氧化膜和杂质;
69.当纳米改性铝合金工件5进入激光毛化区域8时,毛化光束增加清洗后纳米改性铝合金工件5表面的粗糙度;
70.当纳米改性铝合金工件5进入激光焊接区域时,激光束作用于纳米改性铝合金工件5表面形成匙孔9,并通过热作用熔化材料形成熔池10,随着焊接过程的进行,匙孔和熔池不断前移,当熔池后部温度低于液固转变温度时,即凝固形成焊缝11;实现一体化且自动化的焊接。
71.实施例3
72.一种激光焊接装置,包括上述的分光装置。
73.上述激光焊接装置的工艺如下:
74.当纳米改性铝合金工件5进入激光焊接装置,光束经分光装置生成三束光束,分别为清洗光束、毛化光束和焊接光束;
75.待焊接的原始表面状态的纳米改性铝合金工件5依次进入激光清洗区域7、激光毛化区域8和激光焊接区域一体化完成焊接;其中,
76.当纳米改性铝合金工件5进入激光清洗区域7时,清洗光束清洗纳米改性铝合金工件5表面的氧化膜和杂质;
77.当纳米改性铝合金工件5进入激光毛化区域8时,毛化光束增加清洗后纳米改性铝合金工件5表面的粗糙度;
78.当纳米改性铝合金工件5进入激光焊接区域时,激光束作用于纳米改性铝合金工件5表面形成匙孔9,并通过热作用熔化材料形成熔池10,随着焊接过程的进行,匙孔和熔池不断前移,当熔池后部温度低于液固转变温度时,即凝固形成焊缝11;完成焊接。
79.其它未详细说明的部分均为现有技术。尽管上述实施例对本发明做出了详尽的描述,但它仅仅是本发明一部分实施例,而不是全部实施例,人们还可以根据本实施例在不经创造性前提下获得其他实施例,这些实施例都属于本发明保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。