1.本发明涉及粉体运输技术领域,尤其涉及一种水泥生产中水泥散装定量给料装置及系统。
背景技术:
2.粉体散装秤是对各种粉状、散粒状物料进行连续输送、动态计量、控制给料的生产计量设备,采用科里奥利力的原理,控制稳,精度高,广泛适用于水泥、建材、冶金、陶瓷、运输等行业,作为计量、配料的整机自动化装置,可为现场管理、操作提供准确的计量数据和控制手段。
3.现有的粉体散装秤在输送粉料后,部分粉料残留于粉体散装秤内部,导致对于粉料的输送量控制不够精准。
技术实现要素:
4.本发明的目的在于提供一种水泥生产中水泥散装定量给料装置及系统,旨在解决现有技术中粉体散装秤在输送粉料后,部分粉料残留于粉体散装秤内部,导致对于粉料的输送量控制不够精准的技术问题。
5.为实现上述目的,本发明提供了一种水泥生产中水泥散装定量给料装置,所述水泥生产中水泥散装定量给料装置包括进料罐、开关管、清空管、中转管和送料管,所述送料管与所述中转管固定连接,并位于所述中转管的底部,所述清空管与所述中转管固定连接,并位于所述中转管的上方,所述开关管的一端与所述清空管固定连接,所述进料罐与所述开关管的另一端固定连接,所述清空管包括第一管体、气泵和吸气管,所述第一管体的两端分别与所述开关管和所述中转管连通,所述气泵设置于所述第一管体的顶端,所述吸气管与所述气泵固定连接,并位于所述气泵的一侧。
6.通过所述开关管限定粉料的进入量,利用所述气泵产生气流,将残留的粉料均送至所述中转管,并通过所述送料管将所述中转管内的粉料送出,从而精准控制粉料的出料量。
7.其中,所述清空管还包括过滤网,所述过滤网与所述吸气管固定连接,并位于所述吸气管的外侧。
8.通过所述过滤网防止空气中的粉尘进入所述第一管体的内部,导致粉料污染。
9.其中,所述开关管包括第二管体、连接架、气缸、转动门、转动销和连接杆,所述第二管体的两端分别与所述第一管体和所述进料罐固定连接,所述连接架与所述第二管体固定连接,并位于所述第二管体的下方,所述气缸的底部与所述连接架转动连接,并位于所述连接架的一侧,所述转动门与所述第二管体转动连接,并位于所述第二管体的内部,所述连接杆与所述转动门固定连接,并位于所述第二管体的外侧,所述转动销的一端与所述气缸的输出端转动连接,所述转动销的另一端与所述连接杆转动连接。
10.所述转动门将所述第二管体和所述进料罐的连接口堵住,在所述转动销的作用
下,所述气缸推动所述连接杆,使得所述连接杆带动所述转动门转动,从而打开连接口,将粉料送至所述第一管体内。
11.其中,所述转动门包括轴体和板体,所述轴体与所述第二管体转动连接,并位于所述第二管体的内部,所述板体的数量为两个,两个所述板体分别与所述轴体固定连接,并关于所述轴体对称设置。
12.所述第二管体的内部为圆形腔体,利用两个所述板体将圆形腔体分隔为两部分,粉料先进入其中一个腔体,所述板体转动后,腔体的位置发生变化,直至与所述第一管体连通,将粉料送至所述第一管体内。
13.其中,所述送料管包括电机、送料轴和第三管体,所述第三管体与所述中转管固定连接,并位于所述中转管的底部,所述电机设置于所述第三管体的外侧,所述送料轴与所述电机的输出端转动连接,并位于所述第三管体的内部。
14.所述电机带动所述送料轴转动,所述送料轴的外侧壁为螺旋刀刃,将所述送料轴的转动转化为粉料的直线推动,从而完成送料。
15.本发明还提供一种水泥散装定量给料系统,包括上述所述的水泥生产中水泥散装定量给料装置,所述水泥散装定量给料系统还包括采集模块、控制模块和显示模块,所述采集模块设置于所述中转管的内部,用于检测运粉料的传输参数,所述控制模块与所述采集模块电性连接,根据粉料传输速度进调节所述电机的转速,所述显示模块与所述控制模块电性连接,用于设置所述水泥生产中水泥散装定量给料装置的传输参数。
16.本发明的一种水泥生产中水泥散装定量给料装置及系统,通过所述控制模块设置粉料的传输参数,将装有粉料的容器开口朝下,放置在所述进料罐的顶端,粉料进入所述开关管,所述开关管分批次将粉料送入所述清空管内,粉料由于重力滑至所述中转管内,通过所述送料管将粉料送出,通过所述气泵产生气流,将残留的粉料均送至所述中转管,防止粉尘粘附于装置的内侧壁,通过上述结构,对粉料的输出量控制更加精确。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
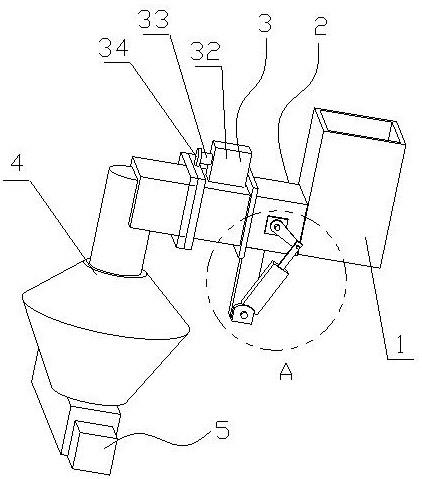
18.图1是本发明提供的水泥生产中水泥散装定量给料装置的正视图。
19.图2是本发明提供的图1的a处的局部结构放大图。
20.图3是本发明提供的开关管的剖视图。
21.图4是本发明提供的送料管的剖视图。
22.图5是本发明提供的水泥散装定量给料系统的运行原理图。
[0023]1‑
进料罐、2
‑
开关管、21
‑
第二管体、22
‑
连接架、23
‑
气缸、24
‑
转动门、241
‑
轴体、242
‑
板体、25
‑
转动销、26
‑
连接杆、3
‑
清空管、31
‑
第一管体、32
‑
气泵、33
‑
吸气管、34
‑
过滤网、4
‑
中转管、5
‑
送料管、51
‑
电机、52
‑
送料轴、53
‑
第三管体、6
‑
采集模块、7
‑
控制模块、8
‑
显示模块。
具体实施方式
[0024]
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
[0025]
请参阅图1至图4,本发明提供一种水泥生产中水泥散装定量给料装置,所述水泥生产中水泥散装定量给料装置包括进料罐1、开关管2、清空管3、中转管4和送料管5,所述送料管5与所述中转管4固定连接,并位于所述中转管4的底部,所述清空管3与所述中转管4固定连接,并位于所述中转管4的上方,所述开关管2的一端与所述清空管3固定连接,所述进料罐1与所述开关管2的另一端固定连接,所述清空管3包括第一管体31、气泵32和吸气管33,所述第一管体31的两端分别与所述开关管2和所述中转管4连通,所述气泵32设置于所述第一管体31的顶端,所述吸气管33与所述气泵32固定连接,并位于所述气泵32的一侧。
[0026]
在本实施方式中,通过所述控制模块7设置粉料的传输参数,将装有粉料的容器开口朝下,放置在所述进料罐1的顶端,粉料进入所述开关管2,所述开关管2分批次将粉料送入所述清空管3内,粉料由于重力滑至所述中转管4内,通过所述送料管5将粉料送出,通过所述气泵32产生气流,将残留的粉料均送至所述中转管4,防止粉尘粘附于装置的内侧壁,通过上述结构,对粉料的输出量控制更加精确。
[0027]
进一步的,所述清空管3还包括过滤网34,所述过滤网34与所述吸气管33固定连接,并位于所述吸气管33的外侧,所述开关管2包括第二管体21、连接架22、气缸23、转动门24、转动销25和连接杆26,所述第二管体21的两端分别与所述第一管体31和所述进料罐1固定连接,所述连接架22与所述第二管体21固定连接,并位于所述第二管体21的下方,所述气缸23的底部与所述连接架22转动连接,并位于所述连接架22的一侧,所述转动门24与所述第二管体21转动连接,并位于所述第二管体21的内部,所述连接杆26与所述转动门24固定连接,并位于所述第二管体21的外侧,所述转动销25的一端与所述气缸23的输出端转动连接,所述转动销25的另一端与所述连接杆26转动连接;所述转动门24包括轴体241和板体242,所述轴体241与所述第二管体21转动连接,并位于所述第二管体21的内部,所述板体242的数量为两个,两个所述板体242分别与所述轴体241固定连接,并关于所述轴体241对称设置;所述送料管5包括电机51、送料轴52和第三管体53,所述第三管体53与所述中转管4固定连接,并位于所述中转管4的底部,所述电机51设置于所述第三管体53的外侧,所述送料轴52与所述电机51的输出端转动连接,并位于所述第三管体53的内部。
[0028]
在本实施方式中,通过所述过滤网34防止空气中的粉尘进入所述第一管体31的内部,导致粉料污染;所述转动门24将所述第二管体21和所述进料罐1的连接口堵住,在所述转动销25的作用下,所述气缸23推动所述连接杆26,使得所述连接杆26带动所述转动门24转动,从而打开连接口,将粉料送至所述第一管体31内,所述第二管体21的内部为圆形腔体,利用两个所述板体242将圆形腔体分隔为两部分,粉料先进入其中一个腔体,所述板体242转动后,腔体的位置发生变化,直至与所述第一管体31连通,将粉料送至所述第一管体31内;所述电机51带动所述送料轴52转动,所述送料轴52的外侧壁为螺旋刀刃,将所述送料轴52的转动转化为粉料的直线推动,从而完成送料。
[0029]
请参阅图5,本发明还提供一种水泥散装定量给料系统,包括上述所述的水泥生产中水泥散装定量给料装置,所述水泥散装定量给料系统还包括采集模块6、控制模块7和显
示模块8,所述采集模块6设置于所述中转管4的内部,用于检测运粉料的传输参数,所述控制模块7与所述采集模块6电性连接,根据粉料传输速度进调节所述电机51的转速,所述显示模块8与所述控制模块7电性连接,用于设置所述水泥生产中水泥散装定量给料装置的传输参数。
[0030]
在本实施方式中,通过所述显示模块8进行设置粉料的预设输送参数,输送采集模块6检测粉料的实际输送参数,并传输至所述控制模块7,所述控制模块7根据实际输送参数进行反馈调节,使得实际输送参数与预设输送参数相同。
[0031]
进一步的,所述采集模块6包括重力传感器和测速器,所述重力传感器和所述测速器均设置于所述中转管4的底部,所述重力传感器检测所述中转管4内粉料的传输量,所述测速器用于检测粉料的传输速度。
[0032]
在本实施方式中,所述重力传感器检测所述中转管4内的粉料重量,传输一段时间后,重量的变化值为输送总量,所述测速器用于检测粉料的实际传输速度。
[0033]
进一步的,所述控制模块7包括放大器、ad模块和plc芯片,所述放大器与所述采集模块6电性连接,所述plc芯片通过所述ad模块与所述放大器电性连接,并进行实际传输参数的收集。
[0034]
在本实施方式中,通过所述放大器和所述ad模块进行模拟信号和数字信号之间的转换,便于所述plc芯片接收实际传输参数。
[0035]
进一步的,所述控制模块7还包括变频器和da模块,所述变频器与所述水泥生产中水泥散装定量给料装置电性连接,所述da模块分别与所述变频器和所述plc芯片电性连接。
[0036]
在本实施方式中,通过所述变频器和所述da模块进行模拟信号和数字信号之间的转换,便于所述plc芯片输出命令。用于控制所述电机51和所述气缸23。
[0037]
以上所揭露的仅为本发明一种较佳实施例而已,当然不能以此来限定本发明之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本发明权利要求所作的等同变化,仍属于发明所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。