1.本发明涉及聚合物粒料的粉碎领域,具体地涉及雾化喷头、制备聚合物粉末的雾化造粉系统和雾化造粉方法。
背景技术:
2.3d打印技术被誉为继蒸汽机、电脑和互联网后的又一项伟大发现,是引导第三次工业革命的先进制造技术。相比传统的铸造、切削等制造工艺,3d打印工艺具有材料利用率高、无需模具支撑、制造时效快、打印模型复杂及精度高等优点。通过将高分子聚合物材料制备成溶液、丝状或粉末等,用于对应的3d打印工艺,其中选择性激光烧结(sls)技术是以激光束为能源将铺好的粉末材料进行逐层选择性烧结得到三维实体零件。
3.目前,用于激光烧结的3d打印粉末的制备方法主要有溶剂沉淀法、溶液分散法、直接聚合法和机械粉碎法,其中机械粉碎法是一种但是其制备的粉末球形度较低且不能连续式生产。亟需一种制粉效率高、粉末球形好的制备工艺,但是其制备的粉末球形度较低且不能连续式生产。亟需一种制粉效率高、粉末球形好的制备工艺。
4.cn103372509a公开了一种适用于高粘度非牛顿流体的实心锥型气泡雾化喷嘴,是将少量气体在喷嘴出口上游射流入液体形成泡状气液两相流,利用气泡在流动、喷射过程中的加速、变形、膨胀来雾化液体,形成小液滴的方法,但是该方法中聚合物熔体与气体混合不均匀,且聚合物熔体与气体产生分层现象。
5.cn106216126a公开了一种适用于剪切变稀非牛顿流体的气泡雾化喷嘴,介绍了逐层注入气体,以利于产生均匀的气泡流,在喷嘴出口引入外加旋转气流可抑制气泡流动的波动强度,从而提高射流的稳定性。高分子聚合物熔体属于非牛顿流体,由于其表面张力和粘性力大,采用已有雾化喷嘴致使雾化效果不理想,容易导致聚合物熔体与气体分层,不能形成粒径分布集中和形貌可控的粉粒。
技术实现要素:
6.本发明的目的是为了克服现有技术存在的高分子聚合物熔体的雾化效果不理想,不能形成粒径分布集中和形貌可控的粉粒的问题,提供一种制备聚合物粉末的雾化造粉系统和雾化造粉方法。
7.为了实现上述目的,本发明第一方面提供一种雾化喷头,所述雾化喷头包括:第一混合室,
8.剪切组件,所述剪切组件可转动的设置在所述第一混合室的内腔,用于将导入第一混合室的聚合物熔体和第一加热气进行剪切混合,得到泡状的第一气液两相流;
9.第二混合室,所述第二混合室的进液口与所述第一混合室的出液口连通,所述第二混合室具有外壁和设置在所述外壁内的腔体,所述外壁上设有第二进气通道,所述腔体的内壁上设有多个进气孔,用于将所述第一气液两相流与第二加热气进行混合,得到第二气液两相流;
10.气体加速室,所述气体加速室具有外壁和设置在所述外壁内的圆锥状空腔,所述圆锥状空腔的开口与所述第二混合室的出液口连通,用于将所述第二气液两相流进行加速,得到高速流体;以及
11.雾化喷孔,与所述圆锥状空腔的尖端部连通,且与所述第二混合室的外壁上设置的第三进气通道相连通,用于将所述高速流体与所述第三进气通道引入的第三加热气进行撞击,得到雾化液滴。
12.本发明第二方面提供一种制备聚合物粉末的雾化造粉系统,所述雾化造粉系统包括:
13.喂料单元,用于将聚合物物料引入所述系统进行熔融,得到聚合物熔体;
14.气体供给单元,用于为所述雾化造粉系统提供加热气;
15.雾化喷头,分别与所述气体供给单元和所述喂料单元连通,用于将所述加热气和所述聚合物熔体进行混合喷出,得到雾化液滴,所述雾化喷头包括前述第一方面所述的雾化喷头;
16.冷却单元,设置在所述雾化喷头的下方,用于将所述雾化液滴进行冷却,得到聚合物粉体;
17.分级筛选单元,设置在所述冷却单元的下方用于将所述聚合物粉末进行筛选,得到多种粒径的聚合物粉末。
18.本发明第三方面提供一种制备聚合物粉末的雾化造粉方法,将聚合物物料引入前述第二方面所述的雾化造粉系统中进行粉碎,得到多种粒径的聚合物粉末。
19.通过上述技术方案,本发明提供的制备聚合物粉末的雾化造粉系统能够使气体容易进入聚合物熔体中形成均匀的泡状气液两相流,形成粒径分布集中和形貌可控的聚合物粉末,且能够连续式生产,提高了聚合物粉末的生产效率和原料成粉率和操作安全性,且该聚合物粉末能够作为激光烧结的3d打印粉末使用。
附图说明
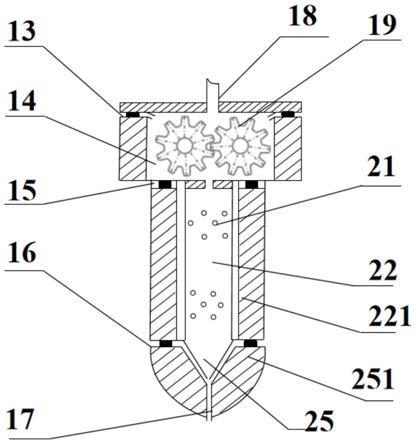
20.图1是根据本发明一实施方式的雾化喷头的结构示意图;
21.图2是根据本发明一实施方式的制备聚合物粉末的雾化喷头的左视图;
22.图3是根据本发明一实施方式的制备聚合物粉末的雾化造粉系统的结构示意图。
23.附图标记说明
24.1、喂料单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2、雾化喷头
25.3、管路
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4、加热器
26.5、气体计量泵
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6、气体供给单元
27.7、齿轮计量泵
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8、控制单元
28.9、减压阀
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10、分析单元
29.11、冷却单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12、分级筛选单元
30.13、第一进气通道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14、第一混合室
31.15、第二进气通道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
16、第三进气通道
32.17、雾化喷孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
18、进料口
33.19、剪切组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21、进气孔
34.22、第二混合室
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
221、第二混合室外壁
35.25、气体加速室
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
251、气体加速室外壁
36.26、封轴电机
具体实施方式
37.以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
38.在本发明中,在未作相反说明的情况下,使用的方位词如“上、下、左、右”通常是指参考附图所示的上、下、左、右;“内、外”通常是指相对于各部件本身的轮廓的内外;“远、近”通常是指相对于各部件本身的轮廓的远近。
39.图1是根据本发明一实施方式的雾化喷头的结构示意图,本发明第一方面提供一种雾化喷头,所述雾化喷头包括:第一混合室14;
40.剪切组件19,所述剪切组件19可转动的设置在所述第一混合室14的内腔,用于将导入第一混合室14的聚合物熔体和第一加热气进行剪切混合,得到泡状的第一气液两相流;
41.第二混合室22,所述第二混合室22的进液口与所述第一混合室14的出液口连通,所述第二混合室22具有外壁和设置在所述外壁内的腔体,所述外壁上设有第二进气通道15,所述腔体的内壁上设有多个进气孔21,用于将所述第一气液两相流与第二加热气进行混合,得到第二气液两相流;
42.气体加速室25,所述气体加速室25具有外壁和设置在所述外壁内的圆锥状空腔,所述圆锥状空腔的开口与所述第二混合室22的出液口连通,用于将所述第二气液两相流进行加速,得到高速流体;以及
43.雾化喷孔17,与所述圆锥状空腔的尖端部连通,且与所述第二混合室22的外壁上设置的第三进气通道16相连通,用于将所述高速流体与所述第三进气通道16引入的第三加热气进行撞击,得到雾化液滴。
44.本发明中,聚合物熔体和第一加热气首先进入第一混合室14中,在剪切组件19的剪切作用下,使第一加热气进入所述聚合物熔体中,形成泡状的第一气液两相流;接着所述泡状的第一气液两相流进入第二混合室22,与来自进气孔21的第二加热气接触形成更加均匀的带气泡的第二气液两相流;第二气液两相流进入气体加速室25后,在离心力的作用下加速后得到高速流体,当高速流体流出所述气体加速室25时,由于其压力骤降,同时受到来自第三进气通道16的第三加热气的撞击,破碎形成雾化液滴,雾化液滴从雾化喷孔17喷出。
45.根据本发明,优选条件下,所述剪切组件19包括转动布置在所述第一混合室14内的两个相啮合的齿轮或螺杆。当所述剪切组件为齿轮时,所述齿轮可以是电动啮合齿轮,所述齿轮的外径为20
‑
30mm,例如可以是20mm、22mm、25mm、30mm或上述数值中任意两个所构成的范围中的任意整数;齿数为22
‑
28个,例如可以是22个、24个、26个、28个或上述数值中任意两个所构成的范围中的任意整数;在上述优选条件下,能够克服高分子聚合物熔体表面张力大和粘性强、不易与第一加热气形成均匀气液两相流的缺陷,使聚合物熔体与所述第一加热气体混合的更加充分,形成更加均匀的第一气液两相流,有助于提高聚合物粉末球形度和降低聚合物粉末的粒径。两个相啮合的齿轮或螺杆之间可以是同向或相向转动。
46.在本发明的一些优选实施方式中,所述剪切组件19的驱动轴与第一混合室14之间采用机械密封、填料密封或磁力密封;在上述优选实施方式中,所述第一混合室14内成密闭的高压状态,使得聚合物熔体在剪切组件19的机械剪切过程中,表面粘性进一步降低、且聚合物熔体内产生大量孔隙,有助于第一加热气进入聚合物熔体内形成更加均匀的泡状气液两相流。
47.根据本发明,优选条件下,所述第一混合室14具有外壁和设置在所述外壁内的腔体,所述外壁和腔体。所述第一混合室14的顶端设有进料口18,用于将所述聚合物熔体引入所述第一混合室14内;所述第一混合室14的侧壁上设有第一进气通道13,用于将所述第一加热气引入所述第一混合室14内。进一步优选地,所述第一混合室14的高为30
‑
50mm,长为50
‑
70mm,宽为20
‑
40mm。
48.本发明中,所述第一进气通道13的直径为3
‑
8mm,优选为4
‑
6mm,在上述优选条件下,能够使第一加热气冲入所述第一混合室14内,增加所述第一加热气的压力,提高第一加热气与聚合物熔体混合的均匀度。
49.在本发明的一些优选实施方式中,所述进气孔21在所述腔体的内壁上沿所述第一气液两相流的流动方向间隔布置有至少两组;进一步优选地,每组所述进气孔组包括至少两排的进气孔单元,所述至少两排的进气孔单元互相错位的分布在所述腔体的内壁上;更优选地,所述进气孔单元包括至少四个进气孔。在上述优选条件下,能够使通过第二进气通道15并经所述进气孔21进入所述腔体内的第二加热气与来自所述第一混合室14进入所述腔体内的所述第一气液两相流进行混合的更加均匀,避免出现聚合物熔体与加热气分层的现象。更具体地,所述进气孔21的数量为10
‑
26个,优选15
‑
20个,例如可以是15个、16个、18个、20个或上述数值中任意两个所构成的范围中的任意整数;所述进气孔的直径为0.8
‑
2mm,优选为0.8
‑
1mm。
50.根据本发明,为了使所述第二加热气与所述第一气液两相流混合的更加均匀,优选条件下,所述第二混合室22的内腔的高径比为6
‑
10:1,优选为7
‑
9:1。
51.本发明中,第二混合室外壁221和所述第二混合室的腔体之间设有气体通道,所述气体通道连通所述第二进气通道15和所述进气孔21,使所述第二加热气通过第二进气通道15经所述气体通道进入所述进气孔21。进一步地,所述气体通道的间距为3
‑
8mm,例如可以是3mm、5mm、6mm、8mm或上述数值中任意两个所构成的范围中的任意数值。
52.根据本发明,第二气液两相流进入气体加速室25后能够进行加速得到高速流体。为了提高所述高速流体的转速,优选条件下,所述的圆锥状空腔的锥度为0.8
‑
1.5:1,例如可以是0.8:1、1:1、1.2:1、1.5:1或上述数值中任意两个所构成的范围中的任意值。
53.根据本发明,所述雾化喷孔17的长径比为0.5
‑
5,优选为3.5
‑
4.5:1,在上述优选条件下,能够增加高速流体的压差,提高所述高速流体的粉碎程度,降低雾化液滴的粒径。
54.本发明中,所述第一加热气、第二加热气和第三加热气的种类可以为本领域技术人员所知,只要能够加热聚合物熔体且不与聚合物熔体发生反应即可,例如可以是氮气或惰性气体。
55.在本发明的一个优选实施方式中,所述雾化喷头包括:
56.第一混合室14,所述第一混合室14具有外壁和设置在所述外壁内的腔体(高为40mm、长为60mm、宽为30mm),所述第一混合室14的两侧分别设有第一进气通道13(直径为
5mm),所述第一混合室14的顶端设有进料口18(直径为6
‑
8mm),底端设有出液口(直径为6
‑
8mm);第一加热气通过第一进气通道13被引入第一混合室14中;
57.电动啮合齿轮,所述电动啮合齿轮可相向转动的设置在所述第一混合室14的内腔,所述电动啮合齿轮的采用外部电机带动,电机转动轴端采用机械密封、填料密封或磁力密封;电动啮合齿轮的外直径为25mm,齿数为24个;
58.第二混合室22,所述第二混合室22的进液口(直径为1mm)与所述第一混合室14的出液口连通,所述第二混合室22具有第二混合室外壁221和设置在所述外壁内的腔体(腔体的高度为80mm,直径为10mm),所述第二混合室外壁221上设有第二进气通道15,所述腔体的内壁上设有多个进气孔21,且所述第二混合室外壁221和所述腔体之间形成的气体通道的直径为5mm;所述气体通道连通所述第二进气通道15和所述进气孔21;多个所述进气孔21沿第一气液两相流的流动方向间隔布置有两组,相邻的两组进气孔的高度差为20mm;每组所述进气孔组包括两排的进气孔单元,所述两排的进气孔单元互相错位的分布在所述腔体的内壁上;每排所述进气孔单元包括四个进气孔;所述进气孔的直径为1mm;第二加热气通过第二进气通道15经所述气体通道进入所述进气孔21,被引入所述腔体;
59.气体加速室25,所述气体加速室25具有气体加速室外壁251和设置在所述气体加速室外壁251内的圆锥状空腔,所述圆锥状空腔的开口与所述第二混合室22的出液口连通,所述的圆锥状空腔的锥度为1:1;
60.雾化喷孔17,与所述圆锥状空腔的尖端部连通,且与所述第二混合室22的外壁上设置的第三进气通道16相连通,所述雾化喷孔17的长径比为4,喷孔直径为0.8mm;第三加热气通过第三进气通道16引入。
61.本发明第二方面提供一种制备聚合物粉末的雾化造粉系统,所述雾化造粉系统包括:
62.喂料单元1,用于将聚合物物料引入所述系统进行熔融,得到聚合物熔体;
63.气体供给单元6,用于为所述雾化造粉系统提供加热气;
64.雾化喷头2,分别与所述气体供给单元6和所述喂料单元1连通,用于将所述加热气和所述聚合物熔体进行混合喷出,得到雾化液滴,所述雾化喷头2包括前述第一方面所述的雾化喷头;
65.冷却单元11,设置在所述雾化喷头2的下方,用于将所述雾化液滴进行冷却,得到聚合物粉体;
66.分级筛选单元12,设置在所述冷却单元11的下方,用于将所述聚合物粉末进行筛选,得到多种粒径的聚合物粉末。
67.本发明中,首先通过喂料单元1将聚合物熔体引入所述系统,然后通过气体供给单元6向系统提供加热气,使聚合物熔体与加热气在雾化喷头2中进行混合并高速喷出,高速喷出的高速流体与第三加热气对撞式冲击下,从下端的雾化喷孔17喷出,形成雾化液滴;雾化液滴经冷却单元11冷却、固化成细小的聚合物粉体;接着聚合物粉体经分级筛选单元12进行筛选,得到多种粒径的聚合物粉末。
68.本发明中,所述聚合物熔体进入所述雾化喷头的压力为0.3
‑
0.8mpa,优选0.6mpa;所述第一加热气、所述第二加热气和所述第三加热气的进气压力各自独立的选自0.3
‑
0.8mpa,优选0.6mpa。所述第一加热气、所述第二加热气和所述第三加热气的温度与聚合物
熔体的温度相同。
69.根据本发明,优选条件下,所述气体供给单元6与所述雾化喷头2连通的管路上设有加热器4,用于将所述气体进行加热得到加热气;进一步优选地,所述加热器4分别与所述第一进料通道13、第二进料通道15和第三进料通道16通过设有减压阀9的管路3连通,用于将所述加热气定量的引入所述第一进料通道13、第二进料通道15和第三进料通道16内。更优选地,所述加热气的温度为130
‑
220℃。更优选的,所述气体供给单元6与所述雾化喷头2连通的管路上设有气体计量泵5,用于控制所述加热气的总流量。
70.在本发明的一些优选实施方式中,所述系统还包括控制单元8和分析单元10;所述分析单元10用于分析所述聚合物粉末的粒径和形貌;所述控制单元8与所述分析单元10、加热器4以及气体计量泵5电连接,用于根据所述分析单元10反馈的聚合物粉末的粒径和形貌,控制所述气体计量泵5的流量和所述加热器4的温度,从而控制所述加热气的温度和流量。
71.根据本发明,优选条件下,所述喂料单元1与所述雾化喷头2连通的管路上设有齿轮计量泵7,用于控制所述聚合物熔体的流量;通过调整齿轮计量泵7的转速,能够调节进入所述雾化喷头2中的聚合物熔体的量,从而调节加热气和所述聚合物熔体的气液比。
72.根据本发明,优选条件下,所述喂料单元1为螺杆挤出机,用于将聚合物粉末进行加热熔融,得到聚合物熔体;优选条件下,所述控制单元8与所述螺杆挤出机以及所述齿轮计量泵7电连接,用于根据所述分析单元10反馈的聚合物粉末的粒径和形貌,控制所述螺杆挤出机的温度、压力以及所述齿轮计量泵7的转速,从而调节所述聚合物熔体的进料量、挤出温度和挤出压力。
73.在本发明的一些优选实施方式中,所述冷却单元11包括冷源和喷头,用于将所述冷源通过喷头喷淋在所述液滴的表面,将所述液滴进行冷却。所述冷源只要能够实现对所述雾化液滴进行冷却即可,其种类可以为本领域技术人员所知,例如可以是冷却水。
74.根据本发明,优选条件下,在所述冷源和所述喷头连通的管路上设有流量调节阀。优选地,所述控制单元8与所述流量调节阀电连接,用于根据所述分析单元10反馈的聚合物粉末的粒径和形貌,控制所述流量调节阀的开度,从而调节所述冷源的喷淋量。
75.在本发明的一些优选实施方式中,所述分级筛选单元12由上至下包括n个筛网,所述n个筛网将所述分级筛选单元12分割成n 1个筛选空间;优选的,所述n个筛网的孔径由上至下逐渐减小。优选地,所述分级筛选单元12可以是振动分级筛;所述筛网的数量和孔径可以根据实际需求进行调整,本发明在此不做限定。
76.本发明第三方面提供一种制备聚合物粉末的雾化造粉方法,将聚合物物料引入前述第二方面所述的雾化造粉系统中进行粉碎,得到多种粒径的聚合物粉末。
77.在本发明的一些优选实施方式中,所述制备聚合物粉末的雾化造粉方法包括:
78.(1)将聚合物粉末引入喂料单元1中,经螺杆挤出机加热熔融后,得到聚合物熔体,聚合物熔体经齿轮计量泵7定量后引入雾化喷头2中;
79.加热气经加热器4加热后分为三路,一路经第一进料通道13进行第一混合室14中(第一加热气),一路从第二进料通道15经进气孔21进入第二混合室22内的腔体中(第二加热气),另一路进入第三进料通道16(第三加热气);
80.(2)聚合物熔体经进料口18进入所述第一混合室14中,在剪切组件19的作用下,第
一加热气进入所述聚合物熔体中,得到泡状的第一气液两相流;
81.泡状的第一气液两相流向下流动进入第二混合室22内的腔体中,与来自进气孔21的第二加热气混合,并在所述泡状的第一气液两相流表面进行剪切产生气泡,形成均匀的泡状第二气液两相流;
82.泡状第二气液两相流继续向下流动进入气体加速室25后,加速喷出所述气体加速室25,并与第三加热气进行对撞式冲击后,从雾化喷孔17喷出,形成雾化液滴;
83.(3)雾化液滴在冷却单元11的作用下迅速冷却,并固化成细小的聚合物粉末;
84.(4)细小的粉粒经分级筛选单元12进行筛分,得到不同粒径的聚合物粉末。
85.本发明的方法适合多种聚合物物料的粉碎,例如聚丙烯、尼龙、聚乙烯、聚苯硫醚等本领域技术人员熟知的塑料橡胶。
86.通过本发明的方法制备得到聚合物粉末粒径小于120μm,粉末粒径均匀,尤其适合作为激光烧结的3d打印粉末使用。
87.本发明提供的方法能够实现实现高分子聚合物熔体的均匀雾化造粒,克服了高分子聚合物熔体表面张力大和粘性力强的不易形成均匀气液两相流的问题,整套工艺可制备出粒度可选、粒度分布均匀及球形高的粉体,提高了生产效率、原料成粉率和生产连续性。
88.以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,包括各个具体技术特征以任何合适的方式进行组合。为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。但这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。