1.本实用新型涉及一种冷冲压加工技术领域,尤其是涉及一种高拉伸直壁方罐的成型模具。
背景技术:
2.金属包装作为食品的快消品,市场发展空间巨大。两片罐采用一体冲拔成型,由于其特有的优势和特点,越来越受市场欢迎。另一方面,随着产品轻量化概念的推行,用于成罐的材料厚度不断减薄,而在确保食品罐各项基本性能参数满足要求前提下,势必需要增强材料的硬度。但是对于深拉伸两片食品罐,其高度和直径(或主体横截面宽度的中间值)的比值大于1,由于成型时变形程度很大,根据拉伸变形理论可知,无法一次拉伸成型。目前,通常采用的拉伸技术工艺方法是将罐壁设计成锥形,采用带有法兰边的压边成型拉伸工艺,逐步缩小罐径直至最终拉伸成型。该方式在进行高(深)拉伸时,由于材料拉伸变形程度大,容易出现材料流动受阻导致罐体破裂,且需要很多的工位逐步缩减拉伸变成系数。以目前最常见普通锥形罐(非高拉伸罐,高度和直径(或主体横截面宽度的中间值)比值通常小于0.6)三次拉伸成型为例,采用由大到小拉伸法时,由于局部压边面积受限,且第三道工序成型存在直面转换锥面成型出现悬空区域,罐体第三工序极易出现罐体破裂,且罐体过渡圆角处全部产生失稳起皱现象。同时这种生产工艺复杂,生产设备要求高,设备工序数量多,生产投资和成本高。尤其是对于高拉伸的直壁方罐,由于变形程度更大,在拉伸过程中极易出现罐体破裂或是失稳起皱问题。尤其是在采用高强度、低延伸率的减薄的材料拉伸成型时,如何采用新的拉伸成型工艺来解决这一问题是罐装食品领域技术人员亟待解决的一个技术难题,现有的公开文件中尚未检索到该问题的解决方法。
技术实现要素:
3.本实用新型的目的在于解决现有技术的高拉伸直壁方罐在冲压时易出现罐体破裂,且罐体过渡圆角处产生失稳起皱现象以及现有的多工位逐级缩减冲压工序数量多,生产设备要求高,生产投资和成本高的问题,提供一种高拉伸直壁方罐的成型模具,在保证锥形罐各项性能要求的前提下,能有效解决罐体破裂及过渡圆角处失稳起皱的问题,同时可以简化生产工艺,减少设备数量,降低生产投资和成本。
4.一种高拉伸直壁方罐的成型模具,适用于罐体高度与横截面宽度比大于1的直壁方罐的拉伸成型,包括依次设置的冲杯模、拉伸成型模、扩口成型模及切边模,其中冲杯模用于罐体材料的切片落料及第一次拉伸形成杯体,所述的杯体呈圆筒形且其筒壁为直壁结构,杯体的高度为成品罐体高度的35%至65%,杯体直径为成品罐体中间横截面宽度的1.7
‑
2.3倍,杯体中间横截面积为成品罐体中间横截面积的85%至90%,杯体开口处的横截面积与杯体中间横截面积相同;拉伸成型模用于对第一次拉伸后的杯体进行第二次拉伸形成拉伸罐体,扩口成型模用于对第二次拉伸后的拉伸罐体进行第三次拉伸成型形成成型罐体,切边模用于对成型罐体开口处的外翻边部分进行切边修剪形成成品罐体,所述冲杯模、拉伸
成型模、扩口成型模及切边模之间设有罐体夹持传送装置。罐体材料在拉伸成型的过程中,由片料变成立体的盒形件,在凸模和凹模的边缘部分存在水平方向的拉力和垂直方向的挤压力,从而导致罐体材料有起皱的趋势。当模具的压边力不够时,罐体材料边缘容易产生失稳起皱,常用的方法是通过提高压边力来改善这一现象。但在生产厂家为了降低生产成本,提高产品竞争力,使用高硬度、低延展性的罐体材料的情况下,如果采用传统的平面压边方式,同时不断提高压边力就容易造成工件拉伸破裂。本实用新型的冲杯工序改变了过去方罐成型通常所采用的宽外翻边方形杯体的模式,而采用了无外翻边的大直径直壁圆罐状杯体,无外翻边的结构解除了压边拉伸对材料流动性的限制,使材料的流动性大大增加,而大直径的圆形结构则使得冲杯阶段的罐体材料在罐壁的受力上各向均匀,不易出现失稳起皱或拉伸破裂的问题,成型后的杯体得到充分的扩展,使得后续拉伸工序的变形量相对较少,因此大大减少了传统方罐在冲杯拉伸过程中因为在凸模和凹模的边缘部分存在水平方向的拉力和垂直方向的挤压力而导致罐体材料有起皱的趋势、容易导致的罐体材料失稳起皱及拉伸破裂问题。
5.作为优选,冲杯模为落料成型复合模,包括用于支撑的冲杯下模板,设置在冲杯下模板内的冲杯下气缸,冲杯下气缸的活塞通过冲杯顶杆与冲杯顶料圈连接,用于固定冲杯下模芯的冲杯下模座,用于固定冲杯凹模的冲杯固定座,与冲杯上气缸连接的冲杯上模芯设置在冲杯凸凹模的中央,冲杯卸料圈设置在冲杯凸凹模的外周,冲杯卸料圈通过弹簧与用于固定冲杯上模的冲杯上模座固定,冲杯上模座设置在冲杯上模板上。冲杯下模板是整个冲杯模具的支撑,是冲杯模具的底板,冲杯下模座用于固定冲杯下模,冲杯上模板是冲杯上模固定的底板,冲杯上模座用于固定冲杯上模;冲杯下气缸提供压边力,与冲杯顶杆、冲杯顶料圈等一起组成压料装置,实现压边功能,通过调节冲杯下气缸的进入气压大小调整压边力;冲杯固定座主要作用是固定冲杯凹模,调整冲杯凹模落料平面高度和提供成型空间,冲杯凹模和冲杯凸凹模配合,在动力源的作用下,冲切片料,实现落料功能,冲杯卸料圈推出废料,使废料圈不套在冲杯凸凹模上;落料动作完成后,冲杯凸凹模在动力源的作用下继续下行,与冲杯下模芯一起相互作用,拉伸片料成型,冲杯上模在动力作用下继续上行至上死点,冲杯下模复原,完成一次冲压过程。
6.作为优选,拉伸成型模包括拉伸下模座及设置在拉伸下模座上的拉伸凸凹模,拉伸凸凹模的上端外周形成有拉伸定位圈,拉伸下模芯及与拉伸下模芯连接的拉伸活塞杆设置在拉伸凸凹模的中央,拉伸顶料圈及拉伸顶杆设置在拉伸固定圈内,拉伸固定圈设置在拉伸上模座上,拉伸顶料圈的中央设有拉伸模芯。拉伸成型模包括在罐壁加强筋及罐底沉入平面的初步成型,并在罐口形成外翻边,拉伸罐体呈长方体形状且其罐壁为直壁结构,拉伸罐体高度为成品罐体高度的75%至85%,拉伸罐体的中间横截面积为成品罐体中间横截面积的90%至95%,拉伸罐体的翻边宽度是成品罐体翻边宽度的10
‑
15倍。
7.在第一道冲杯工序杯体的基础上进行缩小横截面积,增加拉伸高度的第二次拉伸,且在拉伸完成后还需要完成罐壁加强筋部分和罐底沉入平面的成型,是高拉伸罐的成型关键工序。本实用新型通过压边消除过渡圆角成型失稳起皱现象,同时兼顾模具工序之间转换工位定位问题,采用等逐步增加罐体高度的拉伸成型方式。根据拉伸原理,该技术方案在增大凹模的过渡圆角,降低模具表面粗糙度,增加材料润滑,同时减缓拉伸速度的情况下,能有效解决罐体的失稳起皱问题,同时保证罐体的各项性能要求。
8.作为优选,扩口成型模包括扩口下模座及设置在扩口下模座上的扩口凸凹模,扩口凸凹模的中央设有与扩口活塞杆连接的扩口下模芯,扩口顶料圈及扩口顶杆均设置在扩口固定圈内,扩口顶料圈的中央设有扩口上模芯,扩口固定圈设置在扩口上模座上。扩口成型模包括罐壁加强筋及罐底加强筋的最终成型、在罐体开口端形成扩口及外翻边圆角成型,扩口成型后形成的成型罐体的高度与成品罐体高度相同,成型罐体的中间横截面积与成品罐体的中间横截面积相同,成型罐体的外翻边宽度是成品罐体翻边宽度的4
‑
7倍;扩口成型模的结构及防罐体失稳起皱的原理与拉伸成型模相类似。
9.作为优选,切边模包括切边下模座及设置在切边下模座上的切边凹模,切边定位上模芯固定在切边上模座上,切边上模座上固定有切边固定圈,切边压料圈设置在切边固定圈内,切边凸模设置在切边压料圈内且位于切边定位上模芯的外侧。切边模,用于对成型罐体开口处的外翻边部分进行切边修剪,切边修剪后的成品罐体外翻边宽度及圆角结构满足二重卷封的罐盖配合要求。
10.作为优选,冲杯模为独立结构,拉伸成型模、扩口成型模及切边模设置在同一模架上构成级进成型模,所述模架包括用于固定下模的模架下模板及用于固定上模的模架上模板,模架下模板上设有过渡板,模架上模板上设模架气缸。级进成型模的运行原理如下:在动力源的作用下,模架上模板带动三个模具的上模向下运动,拉伸成型模的拉伸凹模与拉伸下模芯作用完成拉伸成型工序,在下死点出完成罐壁加强筋和罐底沉入平面成型;扩口成型模的扩口凹模与扩口下模芯作用完成扩口成型工序;切边模的切边定位上模芯对修边罐体定位,然后切边凸模继续向下运动,与切边凹模配合完成修边,切边后成品罐体落入切边下模座中被送出模具工作范围外,成型上模板带动三个模具的上模向上运动至上死点,完成一次成型过程。
11.作为另一种可选方案,冲杯模、拉伸成型模、扩口成型模及切边模均为独立结构。将上述工序独立,分别使用动力源,均可以实现产品成型的目的,只是增加动力源和采用单独模具结构。
12.本实用新型针对高拉伸的直壁两片方罐的成型,通过采用不带外翻边的直壁冲杯,然后限位式缩小成型,并基本完成罐体主要部分,扩口成型模具采用包络成型,材料向下包络成型口部成型,减少拉伸过程对罐口部的影响,保证尺寸的稳定性和避免拉伸过程的失稳起皱。冲杯后限位拉伸成型,口部包络成型,有利于控制材料流动趋势,最终形成直壁罐体,这里的直壁是指罐身的主体部分(不包括罐口的扩口部分)垂直于罐底平面,从而解决高拉伸两片罐成型过程中出现的失稳起皱以及常见的破裂问题,在保证锥形罐各项性能要求的前提下,不但有效解决了罐体破裂及过渡圆角处失稳起皱的问题,同时可以简化生产工艺,减少设备数量,降低生产投资和成本。
13.本实用新型的罐体拉伸成型过程包括罐身过渡结构的成型,另外本实用新型未详细表述模具在工作过程中使用的罐体夹持传送装置,该部分内容属于现有技术。同时,本实用新型通过对罐体结构(如高度、横截面积等)的限定来表述相应的模具结构,这对本领域的技术人员来说是完全可以理解的。
14.本实用新型的有益效果是:它有效地解决了现有技术的高拉伸直壁方罐在冲压时易出现罐体破裂,且罐体过渡圆角处产生失稳起皱现象以及现有的多工位逐级缩减冲压工序数量多,生产设备要求高,生产投资和成本高的问题,本实用新型的高拉伸直壁方罐的成
型模具,在保证锥形罐各项性能要求的前提下,能有效解决罐体破裂及过渡圆角处失稳起皱的问题,同时可以简化生产工艺,减少设备数量,降低生产投资和成本,具有很高的实用价值。
附图说明
15.图1是本实用新型成型模具所对应的罐体结构变化示意图;
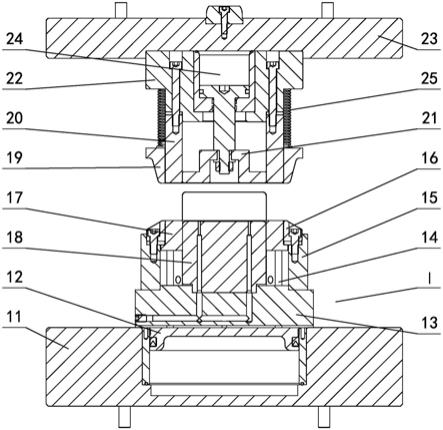
16.图2是本实用新型冲杯模的一种结构示意图;
17.图3是本实用新型拉伸成型模的一种结构示意图;
18.图4是本实用新型扩口成型模的一种结构示意图;
19.图5是本实用新型切边模的一种结构示意图;
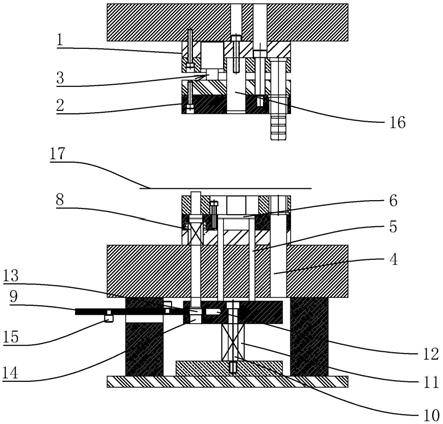
20.图6是本实用新型级进成型模的一种结构示意图;
21.图7是本实用新型级进成型模模架的一种结构示意图;
22.图8是本实用新型成品罐体的一种结构示意图。
23.图中:i.冲杯模,ii. 级进成型模,iii.拉伸成型模,iv.扩口成型模,v.切边模, vi.模架,1.杯体,2.拉伸罐体,3.扩口罐体,4.成品罐体,5.外翻边,6.扩口,7.模架下模板,8.过渡板,9.模架气缸,10.模架上模板,11.冲杯下模板,12.冲杯下气缸,13.冲杯下模座,14.冲杯顶杆,15.冲杯固定座,16.冲杯凹模,17.冲杯顶料圈,18.冲杯下模芯,19.冲杯卸料圈,20.冲杯凸凹模,21.冲杯上模芯,22.冲杯上模座,23.冲杯上模板,24. 冲杯上气缸,25.弹簧,26.罐壁加强筋,27.罐底沉入平面,28.凸边,29.缺口,31.拉伸下模座,32.拉伸定位圈,33.拉伸凸凹模,34.拉伸下模芯,35.拉伸活塞杆,36.拉伸顶料圈,37.拉伸顶杆,38.拉伸固定圈,39.拉伸模芯,40.拉伸上模座,41.扩口下模座,42.扩口凸凹模,43.扩口下模芯,44.扩口活塞杆,45.扩口顶料圈,46.扩口顶杆,47. 扩口上模芯, 48.扩口固定圈,49.扩口上模座,51.切边下模座,52.切边凹模,53.切边定位上模芯,54.切边凸模,55.切边压料圈,56.切边固定圈,57.切边上模座。
具体实施方式
24.下面通过实施例,并结合附图对本实用新型的具体实施方式做进一步说明。
25.实施例1
26.在如图1所示的实施例1中,一种高拉伸直壁方罐的成型模具,包括:
27.冲杯模i(见图2),应用于落料冲杯工序,用于罐体材料的切片落料及第一次拉伸形成杯体1,第一次拉伸后的杯体呈圆筒形且其筒壁为直壁结构,杯体的高度为成品罐体高度的50%,第一次拉伸后的杯体直径为成品罐体中间横截面宽度的2倍,第一次拉伸后的杯体中间横截面积为成品罐体中间横截面积的87%,第一次拉伸后杯体开口处的横截面积与杯体中间横截面积相同。
28.拉伸成型模iii(见图3),应用于拉伸成型工序,用于对第一次拉伸后的杯体进行第二次拉伸形成拉伸罐体2,包括在罐壁加强筋26及罐底沉入平面27的初步成型(见图8),并在罐口形成外翻边5,拉伸罐体呈长方体形状且其罐壁为直壁结构,其中罐底沉入平面的外周形成凸边28,凸边靠近罐体长度方向的两端设有用于避让易开盖拉环的缺口29。第二次拉伸后的拉伸罐体高度为成品罐体4高度的80%,第二次拉伸后拉伸罐体的中间横截面积
为成品罐体中间横截面积的92%,第二次拉伸后拉伸罐体的翻边宽度是成品罐体翻边宽度的12倍。
29.扩口成型模iv(见图4),应用于扩口成型工序,用于对第二次拉伸后的拉伸罐体进行第三次拉伸成型形成成型罐体3,包括罐壁加强筋及罐底加强筋的最终成型、在罐体开口端形成扩口6及外翻边圆角成型,第三次拉伸后成型罐体的高度为成品罐体高度,成型罐体的中间横截面积为成品罐体中间横截面积,第三次拉伸后成型罐体的外翻边宽度是成品罐体翻边宽度的4.5倍。
30.切边模v(见图5),用于对成型罐体开口处的外翻边部分进行切边修剪,切边修剪后的成品罐体外翻边宽度及圆角结构满足二重卷封的罐盖配合要求。
31.冲杯模i为落料成型复合模,包括用于支撑的冲杯下模板11,设置在冲杯下模板内的冲杯下气缸12,冲杯下气缸的活塞通过冲杯顶杆14与冲杯顶料圈17连接,用于固定冲杯下模芯18的冲杯下模座13,用于固定冲杯凹模16的冲杯固定座15,与冲杯上气缸24连接的冲杯上模芯21设置在冲杯凸凹模20的中央,冲杯卸料圈19设置在冲杯凸凹模的外周,冲杯卸料圈通过弹簧25与用于固定冲杯上模的冲杯上模座22固定,冲杯上模座设置在冲杯上模板23上。
32.拉伸成型模iii包括拉伸下模座31及设置在拉伸下模座上的拉伸凸凹模33,拉伸凸凹模的上端外周形成有拉伸定位圈32,拉伸下模芯34及与拉伸下模芯连接的拉伸活塞杆35设置在拉伸凸凹模的中央,拉伸顶料圈36及拉伸顶杆37设置在拉伸固定圈38内,拉伸固定圈设置在拉伸上模座40上,拉伸顶料圈的中央设有拉伸模芯39。
33.扩口成型模iv用于罐体扩口成型工序,包括扩口下模座41及设置在扩口下模座上的扩口凸凹模42,扩口凸凹模的中央设有与扩口活塞杆44连接的扩口下模芯43,扩口顶料圈45及扩口顶杆46均设置在扩口固定圈48内,扩口顶料圈的中央设有扩口上模芯47,扩口固定圈设置在扩口上模座49上。
34.切边模v包括切边下模座51及设置在切边下模座上的切边凹模52,切边定位上模芯53固定在切边上模座57上,切边上模座上固定有切边固定圈56,切边压料圈55设置在切边固定圈内,切边凸模54设置在切边压料圈内且位于切边定位上模芯的外侧。
35.本实施例的冲杯模为独立结构,拉伸成型模、扩口成型模及切边模设置在同一模架vi上构成级进成型模ii(见图6),所述模架包括用于固定下模的模架下模板7及用于固定上模的模架上模板10,模架下模板上设有过渡板8,模架上模板上设模架气缸9(见图7),所述冲杯模、拉伸成型模、扩口成型模及切边模之间设有罐体夹持传送装置(图中未画出)。
36.实施例2
37.实施例2的冲杯模、拉伸成型模、扩口成型模及切边模均为独立结构,所述冲杯模、拉伸成型模、扩口成型模及切边模之间设有罐体夹持传送装置,其余和实施例1相同。
38.罐体材料在拉伸成型的过程中,由片料变成立体的盒形件,在凸模和凹模的边缘部分存在水平方向的拉力和垂直方向的挤压力,从而导致罐体材料有起皱的趋势。当模具的压边力不够时,罐体材料边缘容易产生失稳起皱,常用的方法是通过提高压边力来改善这一现象。但在生产厂家为了降低生产成本,提高产品竞争力,使用高硬度、低延展性的罐体材料的情况下,如果采用传统的平面压边方式,同时不断提高压边力就容易造成工件拉伸破裂。本实用新型的冲杯工序改变了过去方罐成型通常所采用的宽外翻边方形杯体的模
式,而采用了无外翻边的大直径直壁圆罐状杯体,无外翻边的结构解除了压边拉伸对材料流动性的限制,使材料的流动性大大增加,而大直径的圆形结构则使得冲杯阶段的罐体材料在罐壁的受力上各向均匀,不易出现失稳起皱或拉伸破裂的问题,成型后的杯体得到充分的扩展,使得后续拉伸工序的变形量相对较少,因此大大减少了传统方罐在冲杯拉伸过程中因为在凸模和凹模的边缘部分存在水平方向的拉力和垂直方向的挤压力而导致罐体材料有起皱的趋势、容易导致的罐体材料失稳起皱及拉伸破裂问题。
39.除上述实施例外,在本实用新型的权利要求书及说明书所公开的范围内,本实用新型的技术特征或技术数据可以进行重新选择及组合,从而构成新的实施方式,这些本实用新型没有详细描述的实施方式是本领域技术人员无需创造性劳动就可以轻易实现的,因此这些未详细描述的实施方式也应视为本实用新型的具体实施例而在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。