1.本实用新型涉及搪瓷产品的设计制造领域,更具体的说,它涉及一种焊接支架。
背景技术:
2.搪瓷是将无机玻璃质材料通过熔融凝于基体金属上并与金属牢固结合在一起的一种复合材料;搪瓷杯作为在人们的生活中使用较多的搪瓷制品,为了满足人们的使用需求,搪瓷杯需要对外形进行不同的改变,譬如在搪瓷杯的外表面上焊接把手、码仔、或是装饰件;直接焊接的话容易造成焊接失败或是不同产品焊接位置不同,从而造成材料以及的浪费;而设置专门的焊接支架的话又无法适用于不同产品。
技术实现要素:
3.本实用新型克服了现有技术的不足,提供结构简单、设计合理、低成本制作、焊接方便快捷、生产产品合格率高、可适用于多种产品的一种焊接支架。
4.为了解决上述技术问题,本实用新型的技术方案如下:
5.一种焊接支架,包括焊接码仔定位夹具,所述焊接码仔定位夹具可拆卸,并且在焊接码仔定位夹具上设置有对应焊点并将焊接件的位置进行限定的焊接口。
6.进一步的,所述焊接码仔定位夹具包括焊接码仔定位夹具本体和焊接码仔定位夹具衔接导向杆;焊接码仔定位夹具本体与焊接码仔定位夹具衔接导向杆相互连接。
7.进一步的,在焊接码仔定位夹具本体上表面的一端设置有与焊接码仔定位夹具衔接导向杆对应的第三安装豁口,所述焊接码仔定位夹具衔接导向杆设置于第三安装豁口内。
8.进一步的,焊接码仔定位夹具本体与焊接码仔定位夹具衔接导向杆通过螺纹连接;在焊接码仔定位夹具衔接导向杆上设置有第一安装螺孔,并在第三安装豁口的底部设置有与第一安装螺孔对应的第二安装螺孔。
9.进一步的,在焊接码仔定位夹具上设置有至少一处焊接口。
10.进一步的,所述焊接口包括第一焊接口和第二焊接口将焊接码仔定位夹具本体的上下表面贯穿;第一焊接口为通孔,直接将焊接码仔定位夹具本体的上下表面贯穿;第二焊接口包括第一接口和第二接口,所述第二接口设置于第一接口内,并且第一接口为盲孔;第二接口为通孔设置于第一接口的中间。
11.进一步的,在焊接码仔定位夹具下表面为斜面,并且该斜面与焊接工件贴合;在焊接码仔定位夹具下表面的两端还设置有用于限定焊接工件的安装豁口。
12.进一步的,所述安装豁口包括第一安装豁口和第二安装豁口,第一安装豁口和第二安装豁口分别设置于焊接码仔定位夹具下表面的两端。
13.进一步的,还包括固定部,所述固定部包括第一固定板、第二固定板和第三固定板,所述第一固定板的一端和第二固定板的一端与第三固定板连接,第一固定板和第二固定板与第三固定板相互垂直,第一固定板和第二固定板均设置于第三固定板的同一表面且
相互平行。
14.进一步的,在第一固定板上还设置有垂直气缸,所述第一安装豁口与垂直气缸连接固定;在第二固定板远离第三固定板的一端还设置有用于限定焊接码仔定位夹具衔接导向杆的焊接码仔定位夹具衔接导向座;在焊接码仔定位夹具衔接导向座的上表面还设置有对应焊接码仔定位夹具衔接导向杆的衔接豁口。
15.本实用新型的有益效果是:
16.1.本实用新型在焊接支架上设置有对应焊点并将焊接件的位置进行限定的焊接口,使得本工装加工后的焊接位置统一并且方便焊接加工;并且可拆卸,使得本实用新型可适用于更多的产品。
17.2.本实用新型的固定部与焊接码仔定位夹具配合使得工件的固定效果更为优秀。
18.3.本实用新型设置的垂直气缸使得本实用新型与工件的配合更为紧密,并且能够适用于更多的产品。
19.4.焊接码仔定位夹具衔接导向座与焊接码仔定位夹具衔接导向杆配合使得本实用新型整体结构更为稳定的同时,还能够让焊接码仔定位夹具衔接导向杆在衔接豁口内进行活动使得本实用新型能够的适用的产品更为广泛。
附图说明
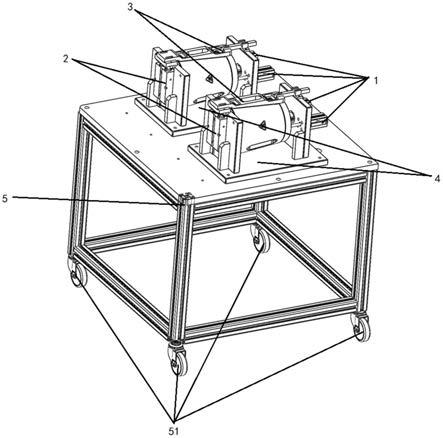
20.图1为本实用新型整体结构图。
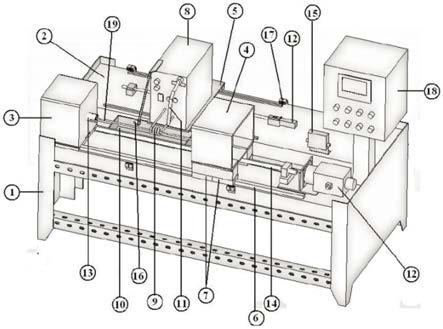
21.图2为本实用新型装配搪瓷杯后结构图。
22.图3为本实用新型未装配搪瓷杯结构图。
23.图4为固定部结构图。
24.图5为焊接码仔定位夹具本体结构图。
25.图6为焊接码仔定位夹具本体侧面结构图。
26.图7为焊接码仔定位夹具本体俯视图。
27.图8为焊接码仔定位夹具衔接导向杆结构图。
28.图9为焊接码仔定位夹具衔接导向座结构图。
29.图10为限定轴固定环结构图。
30.图中标号:
31.1.水平气缸;2.垂直气缸;3.焊接码仔定位夹具;4. 固定部;5.底座;6.搪瓷杯;21.定位夹具固定块;31.焊接码仔定位夹具本体;32.焊接码仔定位夹具衔接导向杆;33.焊接码仔定位夹具衔接导向座;41.第一固定板;42.第二固定板;43.第三固定板;44.加强块;45.限定部;51.滑轮;311.第一安装豁口;312.第二安装豁口;313.第三安装豁口;314.焊接口;315.第一焊接口;316.第二焊接口;317.第一接口;318.第二接口;331.衔接豁口;421.第一通孔;422.第二通孔;451.杯体限定部;452.限定轴;453.限定轴固定环;454.杯体限定空间;455.限定轴通过空间。
具体实施方式
32.下面结合附图和具体实施例对本实用新型进一步说明。应当说明的是,实施例只是对本实用新型的具体阐述,其目的是为了让本领域技术人员更好地理解本实用新型的技
术方案,不应视为对本实用新型的限定。
33.实施例1:
34.一种焊接支架,包括焊接码仔定位夹具3,所述焊接码仔定位夹具3可拆卸,并且在焊接码仔定位夹具3上设置有对应焊点并将焊接件的位置进行限定的焊接口314;本实用新型在焊接支架上设置有对应焊点并将焊接件的位置进行限定的焊接口314,使得本工装加工后的焊接位置统一并且方便焊接加工;并且可拆卸,使得本实用新型可适用于更多的产品。
35.焊接支架其作用是为要焊接的码仔、支架或装饰件定位。
36.在一些优选的方式中,焊接码仔定位夹具3的材质为耐温耐磨的绝缘材料;使其不伤焊接产品的同时,不会打火烧伤焊接件,也不会打火烧伤焊接电极头。
37.在本实施例中,所述焊接码仔定位夹具3包括焊接码仔定位夹具本体31和焊接码仔定位夹具衔接导向杆32;焊接码仔定位夹具本体31与焊接码仔定位夹具衔接导向杆32相互连接;在焊接码仔定位夹具本体31上表面的一端设置有与焊接码仔定位夹具衔接导向杆32对应的第三安装豁口313,所述焊接码仔定位夹具衔接导向杆32设置于第三安装豁口313内,所述第三安装豁口313使得焊接码仔定位夹具本体31和焊接码仔定位夹具衔接导向杆32两者之间的连接更为稳定且牢固。
38.在一些优选的方式中,焊接码仔定位夹具本体31与焊接码仔定位夹具衔接导向杆32通过螺纹连接;在焊接码仔定位夹具衔接导向杆32上设置有第一安装螺孔61,并在第三安装豁口313的底部设置有与第一安装螺孔61对应的第二安装螺孔62;焊接码仔定位夹具本体31与焊接码仔定位夹具衔接导向杆32通过螺纹连接使得本实用新型的后续的维护和拆卸更为简单快捷且省时省力,并且能够更具对应的工件来选择焊接码仔定位夹具衔接导向杆32的长度、宽度以及形状,使得本实用新型的使用范围更为广泛,其适用性更高,进而降低了本实用新型的使用成本。
39.在一些优选的方式中,在焊接码仔定位夹具3上设置有三处焊接口314所述焊接口314包括一处第一焊接口315和两处第二焊接口316将焊接码仔定位夹具本体31的上下表面贯穿;第一焊接口315为通孔,直接将焊接码仔定位夹具本体31的上下表面贯穿;第二焊接口316包括第一接口317和第二接口318,所述第二接口318设置于第一接口317内,并且第一接口317为盲孔;第二接口318为通孔设置于第一接口317的中间;第一接口317的设置使得第二接口318内的焊接件更容易放置于取出,并且可进行更多种类焊接件的焊接。
40.在一些优选的方式中,在焊接码仔定位夹具3下表面为斜面,并且该斜面与焊接工件贴合,使得本实用新型与工件之间更为贴合从而加强了本实用新型工作时的稳定性;在焊接码仔定位夹具3下表面的两端还设置有用于限定焊接工件的安装豁口,进而提升本实用新型的工作稳定性。
41.在一些优选的方式中,所述安装豁口包括第一安装豁口311和第二安装豁口312,第一安装豁口311和第二安装豁口312分别设置于焊接码仔定位夹具3下表面的两端,对本实用新型的结构进行加强,对工件起到限定作用。
42.在一些优选的方式中,还包括固定部4,所述固定部4包括第一固定板41、第二固定板42和第三固定板43,所述第一固定板41的一端和第二固定板42的一端与第三固定板43连接,第一固定板41和第二固定板42与第三固定板43相互垂直,第一固定板41和第二固定板
42均设置于第三固定板43的同一表面且相互平行;在第一固定板41上还设置有垂直气缸2,所述第一安装豁口311与垂直气缸2通过螺纹进行连接固定,本实用新型设置的垂直气缸2使得本实用新型与工件的配合更为紧密,并且能够适用于更多的产品;在第二固定板42远离第三固定板43的一端还设置有用于限定焊接码仔定位夹具衔接导向杆32的焊接码仔定位夹具衔接导向座33;在焊接码仔定位夹具衔接导向座33的上表面还设置有对应焊接码仔定位夹具衔接导向杆32的衔接豁口331,焊接码仔定位夹具衔接导向座33与焊接码仔定位夹具衔接导向杆32配合使得本实用新型整体结构更为稳定的同时,还能够让焊接码仔定位夹具衔接导向杆32在衔接豁口331内进行活动使得本实用新型能够的适用的产品更为广泛。
43.在一些优选的方式中,所述第一安装豁口311内部的夹角采用弧面过度,使得本实用新型的在加工时不会对工件的边缘造成损坏。
44.在一些优选的方式中,所述第二安装豁口312的底面采用弧面用于和工件或是固定工件的工具贴合,使得本实用新型的使用更为稳定。
45.实施例2:
46.如图1所示,一种焊接工装,用于焊接内搪瓷杯6、普通抛光杯体等产品的表面码仔、支架、装饰件等金属产品,包括水平气缸1、垂直气缸2和焊接码仔定位夹具3,并且通过其三者将搪瓷杯6固定在工装上,在焊接码仔定位夹具3上还设置有对应焊点并将焊接件的位置进行限定的焊接口314;本实用新型通过水平气缸1,在水平方向施加力,将需要焊接的内搪瓷杯6、普通抛光杯体等产品固定在工装上;通过垂直气缸2,在垂直方向施加力,使得焊接码仔定位夹具3到达指定位置;在焊接码仔定位夹具3上还设置有对应焊点并将焊接件的位置进行限定的焊接口314,使得本工装加工后的焊接位置统一并且方便焊接加工。
47.如图2所示,在本实施例中,还包括固定部4,所述水平气缸1、垂直气缸2和焊接码仔定位夹具3均设置于固定部4上,使得本实用新型在工作中更为牢固且稳定。
48.如图4所示,在一些优选的方式中,所述固定部4包括第一固定板41、第二固定板42和第三固定板43,所述第一固定板41、第二固定板42和第三固定板43均呈矩形,并且在产品需要的情况下可进行相应的改变;第一固定板41的一端和第二固定板42的一端与第三固定板43连接,第一固定板41和第二固定板42与第三固定板43相互垂直,第一固定板41和第二固定板42均设置于第三固定板43的同一表面且相互平行;使得搪瓷杯6能够牢固的装配在第一固定板41和第二固定板42之间,并且防止了出现因为安装面的偏差导致的产品发生损坏或是焊接位置产生偏差的情况。
49.在一些优选的方式中,在第一固定板41与第三固定板43之间以及第二固定板42与第三固定板43之间还设置有加强块44,所述加强块44能够加强第三固定板43与第一固定板41以及第二固定板42之间的连接稳定性,并且在水平气缸1活动的同时,起到对第一固定板41和第二固定板42的支撑效果。
50.在一些优选的方式中,所述水平气缸1设置于第二固定板42上,并处于第二固定板42远离第一固定板41的表面;在第二固定板42上设置有供水平气缸1的气缸臂穿过的第一通孔421;本实用新型在水平气缸1的气缸臂推动下使得搪瓷杯6能完成装配并进行后续的焊接工作。
51.如图3、10所示,在一些优选的方式中,在第二固定板42上还设置有限定部45,用于
推送搪瓷杯6达到指定位置,使其完成装配工作;所述限定部45包括杯体限定部451、限定轴452和限定轴固定环453;所述杯体限定部451呈柱状,其内部镂空,从而形成杯体限定空间454,并且杯体限定部451的一端设置有开口,开口方向朝向第一固定板41;搪瓷杯6的杯底设置于杯体限定空间454内,搪瓷杯6的杯口与第一固定板41朝向第二固定板42的表面接触;在第二固定板42上还设置有第二通孔422,限定轴固定环453设置于第二通孔422内;所述限定轴固定环453呈柱状,其内部镂空,从而形成限定轴通过空间455,并且限定轴固定环453的两端均设置有开口;限定轴452一端与杯体限定部451连接且穿过杯体限定部451与搪瓷杯6进行装配,使搪瓷杯6的装配更为牢固;限定轴452远离杯体限定部451的一端穿过限定轴通过空间455,并且杯体限定部451设置于第二固定板42与第一固定板41之间;水平气缸1的气缸臂穿过第一通孔421与杯体限定部451连接,并且限定部45更为牢固的将搪瓷杯6固定在工装上;通过杯体限定部451使得搪瓷杯6安装更为牢固;通过限定轴452和限定轴固定环453使得搪瓷杯6拥有除水平气缸1外的额外支撑力,从而增加本实用新型的整体稳定性;本实用新型可根据产品结构以及产品需要焊接的部位的不同更换对应的杯体限定部451或是改变搪瓷杯6与杯体限定部451接触的端面,使得本实用新型能够适用于更多的产品,从而降低了生产成本。
52.在一些优选的方式中,所述垂直气缸2设置于第一固定板41上,并位于第一固定板41远离第二固定板42的表面上;在垂直气缸2的气缸臂远离垂直气缸2的一端上还设置有定位夹具固定块21用于和焊接码仔定位夹具3连接。
53.如图5、6、7、8、9所示,在一些优选的方式中,所述焊接码仔定位夹具3包括焊接码仔定位夹具本体31和焊接码仔定位夹具衔接导向杆32,其两者均呈四棱柱状;焊接码仔定位夹具本体31的一端与定位夹具固定块21螺纹连接,使得焊接码仔定位夹具3可进行拆卸更换,从而使得本实用新型可适用于更多产品的生产;也可根据产品的生产需求将连接方式修改为合页连接等其他连接方式;焊接码仔定位夹具本体31的另一端与焊接码仔定位夹具衔接导向杆32的一端螺纹连接,使得焊接码仔定位夹具3与焊接码仔定位夹具衔接导向杆32均可进行拆卸更换,从而使得本实用新型可适用于更多产品的生产;焊接码仔定位夹具衔接导向杆32的另一端与第二固定板42接触;在第二固定板42远离第三固定板43的一端还设置有用于限定焊接码仔定位夹具衔接导向杆32的焊接码仔定位夹具衔接导向座33;所述焊接码仔定位夹具衔接导向座33呈“凸”状,焊接码仔定位夹具衔接导向座33设有凸出的表面为上表面,另一面为下表面,其下表面与第二固定板42接触且通过螺纹连接使焊接码仔定位夹具衔接导向座33可拆卸并对应焊接码仔定位夹具衔接导向杆32进行更换,从而使得本实用新型可适用于更多产品的生产;在焊接码仔定位夹具衔接导向座33的上表面还设置有对应焊接码仔定位夹具衔接导向杆32的衔接豁口331,所述焊接码仔定位夹具衔接导向杆32随着水平气缸1的气缸臂的活动在衔接豁口331内滑动。
54.在一些优选的方式中,焊接码仔定位夹具的材质为耐温耐磨的绝缘材料;使其不伤焊接产品的同时,不会打火烧伤焊接件,也不会打火烧伤焊接电极头。
55.在一些优选的方式中,在焊接码仔定位夹具本体31下表面的两端设置有两处安装豁口,分别为第一安装豁口311和第二安装豁口312;所述第一安装豁口311与定位夹具固定块21的上表面对应,并且避免焊接码仔定位夹具本体31与搪瓷杯6杯口边缘的接触,防止本实用新型在工作过程中对搪瓷杯6造成损坏;第二安装豁口312与杯体限定部451的外表面
对应,当搪瓷杯6的尺寸较小时使得焊接码仔定位夹具本体31能够进一步的限定杯体限定部451的位置,防止本实用新型在工作过程中对搪瓷杯6造成损坏;在焊接码仔定位夹具本体31上表面的对应第二安装豁口312的一端还设置有第三安装豁口313用于安装焊接码仔定位夹具衔接导向杆32;在焊接码仔定位夹具本体31的上还设置有三处焊接口314,所述焊接口314包括一处第一焊接口315和两处第二焊接口316将焊接码仔定位夹具本体31的上下表面贯穿;第一焊接口315为通孔,直接将焊接码仔定位夹具本体31的上下表面贯穿;第二焊接口316包括第一接口317和第二接口318,所述第二接口318设置于第一接口317内,并且第一接口317为盲孔;第二接口318为通孔设置于第一接口317的中间;第一接口317的设置使得第二接口318内的焊接件更容易放置于取出,并且可进行更多种类焊接件的焊接。
56.在一些优选的方式中,还包括底座5,所述固定部4设置于底座5的上表面;在底座5的下表面还设置有滑轮51,使得本实用新型可在滑轮51的带动下进行活动,方便其在车间内的放置与活动。
57.值得说明的是,本实用新型除去焊接搪瓷杯外还可用于焊接其他物体。
58.以上所述仅是本实用新型优选实施方式,应当指出,对于本技术领域的普通技术人员,在不脱离本实用新型构思的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。