1.本实用新型属于电动起子技术领域,涉及一种用于装配深孔螺丝的气吸式机械组件;具体涉及直立型电动起子和z型电动起子,主要装配在电动起子下端的气吸式机械组件。
背景技术:
2.目前,对于深孔进行装配时,若装配用的螺丝无磁性时,就需要将起子做成气吸式的,现有技术中一般是需要定制带孔的起子头,起子头在制作过程中造价高且报废率高,客户接受度较低。起子头较长,偏摆度较高,且在使用过程中由于起子头硬度较高,易损伤工件,给客户带来较大不便。
3.因此,设计一种方便装配深孔螺丝的电动起子装置具有十分重要的意义。
技术实现要素:
4.为解决现有技术中存在的问题,本实用新型提供一种用于装配深孔螺丝的气吸式机械组件;
5.为达到上述目的,本实用新型采用的方案如下:
6.一种用于装配深孔螺丝的气吸式机械组件,包括:电动起子和气吸组件;电动起子和气吸组件之间采用固定连接机构连接;
7.气吸组件包括气吸护套、外吸嘴、内吸嘴和压缩弹簧;
8.内吸嘴由外螺纹接头和一端固定于外螺纹接头的起子头管构成;内吸嘴的外侧壁上形成台阶a,内侧壁上形成台阶b,外螺纹接头与起子头管同轴连接,且在连接处形成所述台阶a和所述台阶b;起子头管的另一端形成台阶孔v,台阶孔v的直径小于起子头管的内径(该起子头管的外径一般大于等于螺丝螺帽的直径,目的是为了使得台阶孔v的内侧壁上的沟槽能形成负压),台阶孔v内的线切割沟槽通气后形成负压,将螺丝吸起后,起子头管的外径大于等于螺丝螺帽直径的目的是将吸起的螺丝送入与螺帽尺寸相同或略大于螺帽尺寸的深孔(如锁付示意图所示);台阶孔v的内侧壁上从起子头管的该端面沿起子头管长度方向设线切割的沟槽;外螺纹接头的外周面上设螺纹;螺纹分为上端螺纹与下端螺纹;
9.外吸嘴为管件,外吸嘴的管壁外径依次减小形成台阶c和台阶d;外吸嘴的内侧壁上形成台阶孔i,台阶孔i的起点位于台阶c和台阶d之间的管的内侧壁上;台阶孔i的起点与台阶c之间形成空腔x;压缩弹簧置于空腔x中,压缩弹簧的一端与台阶孔i的一端挤压,压缩弹簧的另一端与内吸嘴的台阶a 挤压;(限制弹簧,在作业过程中使得弹簧不因为受到挤压而左右摇摆;弹簧是长度适量且静止的状态下由起子头管的支撑已经不会左右摇摆了,但在作业过程中,弹簧虽然被导正,因起子头管直径比弹簧小,弹簧会因挤压变形产生歪斜,因此需要外吸嘴的空腔x限制弹簧受力产生歪斜(两者都起导正作用,外吸嘴内部的空腔x起加强作用))
10.气吸护套为管件,气吸护套的内部依次减小内径形成台阶孔ii、台阶孔iii和台阶
孔iv;气吸护套在靠近台阶孔ii的一端的内侧壁上形成内螺纹;
11.气吸组件由由外至内依次设置的气吸护套、外吸嘴、压缩弹簧和内吸嘴构成;内吸嘴的台阶a与气吸护套的台阶孔ii形成的台阶配合,用于限制内吸嘴的外螺纹接头向起子头方向运动,内吸嘴的起子头管穿过压缩弹簧置于外吸嘴的台阶孔i内,起子头管的外径与台阶孔i的内径间隙配合;外吸嘴的台阶 c与气吸护套的台阶孔iii形成的台阶配合,台阶d与气吸护套的台阶孔iv形成的台阶配合,台阶c 和台阶d之间的管的外侧壁与气吸护套的台阶孔iii的内侧壁滑动连接;
12.起子头穿过内吸嘴的起子头管内,且起子头的变径部分的周面与沟槽接触形成气流通道;
13.固定连接机构上连接接头,接头用于连接气源,用于通气进行锁付工作;
14.在进行深孔锁付时,外吸嘴先吸附螺丝,垂直放置于深孔上部,先与工件接触,而后往下锁付螺丝时挤压弹簧,将直径更小的内吸嘴送入深孔内部。
15.起子头安装在电动起子或者z型组件的连接轴内,连接起子头的头部爪头与螺丝的螺帽上的花纹相匹配;
16.沟槽的长度小于起子头的变径长度。
17.作为优选的技术方案:
18.如上所述的一种用于装配深孔螺丝的气吸式机械组件,电动起子为z型电动起子,固定连接机构为气吸镶块;气吸镶块有内螺纹和外螺纹,气吸护套的内螺纹与气吸镶块的外螺纹连接,内吸嘴的外螺纹接头与气吸镶块的内螺纹连接。
19.如上所述的一种用于装配深孔螺丝的气吸式机械组件,电动起子为直立型电动起子,固定连接机构为气吸护套固定座;气吸护套固定座的内螺纹与内吸嘴的外螺纹接头中的上端螺纹连接,气吸护套的内螺纹与内吸嘴的螺纹接头中的下端螺纹连接。
20.如上所述的一种用于装配深孔螺丝的气吸式机械组件,固定连接机构上还连接轴承和c型卡环;轴承与c型卡环均为购买的标准品,轴承的作用一是为了堵住气,使得工作时的气吸组件气源更充足,二是为了导正起子头,c型卡环的作用是为了抵住轴承,使轴承位置固定。
21.如上所述的一种用于装配深孔螺丝的气吸式机械组件,沟槽为矩形沟槽,沟槽的长度为起子头变径长度的二分之一减去压缩量;沟槽的长度以具体使用的起子头长度而定;若采用的起子头是为φ4mm或φ5mm的直通型起子头,则线切割沟槽长度越短越好,以能导正起子头为宜;本实用新型中的起子头变径的定义为将原来插入电动起子中的六角型起子头、φ4mm或φ5mm的直通型起子头,其下端的起子头圆棒直径变大或变小。
22.如上所述的一种用于装配深孔螺丝的气吸式机械组件,沟槽的数量为3~4。切沟槽的作用是为了让气流通过。
23.如上所述的一种用于装配深孔螺丝的气吸式机械组件,起子头管的外径与台阶孔i的内径之差为 0~0.2mm。若此处装配要求更加严苛,则内径之差会取的更小,其内径之差为0~0.2mm为宜。
24.如上所述的一种用于装配深孔螺丝的气吸式机械组件,起子头管的内径与起子头的外径间隙配合,用于导正起子头。
25.如上所述的一种用于装配深孔螺丝的气吸式机械组件,接头为l型接头或者直型
接头。
26.本实用新型的原理是:
27.作用过程为:当被锁物上面是深且内径较小的深孔时,此气吸组件先吸附螺丝,螺丝在气吸组件中被导正,与内吸嘴末端平面贴平,将外吸嘴垂直放置于深孔外部平面,向下送螺丝时,压缩弹簧,外吸嘴仍留在深孔外部,螺丝则被内吸嘴吸附着,与起子头向下同时向下进行深孔锁付。
28.有益效果
29.本实用新型的一种用于装配深孔螺丝的气吸式机械组件,结构简单,安装方便,可适用于孔径较小的深孔装配,利于提高生产效率。
附图说明
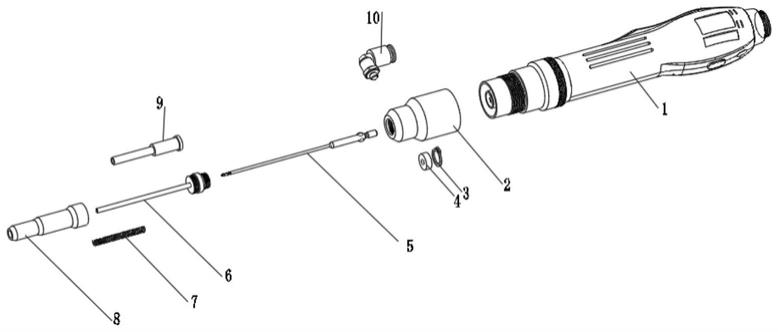
30.图1为直立型电动起子气吸组件的爆炸图;
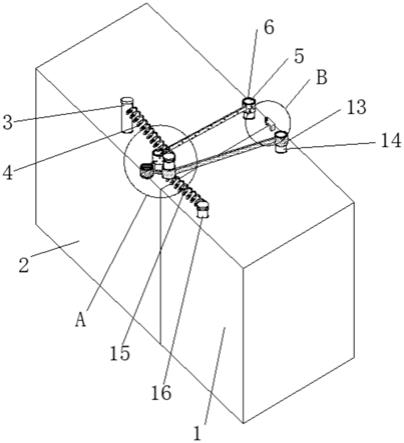
31.图2为z型电动起子气吸组件的爆炸图;
32.图3为气吸组件吸附螺丝示意图;
33.图4为气吸组件装配螺丝过程示意图;
34.图5为气吸组件装配螺丝结束示意图;
35.图6为吸气后气流走向示意图;
36.图7为内吸嘴线切割与起子头装配剖面示意图;
37.图8为直立型电动起子的结构示意图;
38.图9为z型电动起子的结构示意图;
39.图10为气吸护套的结构示意图;
40.图11为外吸嘴的结构示意图;
41.图12为外吸嘴内径与螺丝螺帽配合的结构示意图;
42.图13为内吸嘴的结构和线切割沟槽剖面图;
43.图14为内吸嘴外径与螺丝螺帽配合示意图;
44.图15为弹簧放置示意图;
45.图16为未线切割的起子头管的台阶孔v的结构示意图;
46.图17的起子头管上线切割的沟槽的结构示意图;
47.图18为起子头的变径示意图;其中,l为变径长度;
48.其中,1
‑
直立型电动起子,2
‑
气吸护套固定座,3
‑
c型卡环,4
‑
轴承,5
‑
起子头,6
‑
内吸嘴,7
‑
压缩弹簧,8
‑
气吸护套,9
‑
外吸嘴,10
‑
l型接头,11
‑
z型电动起子,12
‑
气吸镶块,13
‑
工件,14
‑
螺丝,15
‑ꢀ
台阶孔ii,16
‑
台阶孔iii,17
‑
台阶孔iv,18
‑
台阶c,19
‑
台阶d,20
‑
台阶孔i,21
‑
空腔x,6.1
‑
外螺纹接头,6.1a
‑
上端螺纹,6.1b
‑
下端螺纹,6.2
‑
起子头管,22
‑
台阶a,23
‑
台阶b,24
‑
台阶孔v,25
‑
线切割的沟槽。
具体实施方式
49.下面结合具体实施方式,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本
申请所附权利要求书所限定的范围。
50.实施例1
51.一种用于装配深孔螺丝的气吸式机械组件,如图1和8所示,包括:直立型电动起子1、气吸护套固定座2、轴承4、l型接头10、c型卡环3、气吸组件、起子头5;
52.气吸组件包括气吸护套8、外吸嘴9、内吸嘴6和压缩弹簧7;
53.如图13~14所示,内吸嘴由外螺纹接头6.1和一端固定于外螺纹接头的起子头管6.2构成;内吸嘴的外侧壁上形成台阶a 22,内侧壁上形成台阶b 23,外螺纹接头与起子头管同轴连接,且在连接处形成所述台阶a和所述台阶b;起子头管的另一端形成台阶孔v 24(如图16所示,其为未线切割时的结构示意图),台阶孔v的直径小于起子头管的内径;台阶孔v的内侧壁上从起子头管的该端面沿起子头管长度方向设3~4道线切割的矩形沟槽25(如图17~18所示),沟槽的长度小于起子头的变径长度(可以按照沟槽的长度为起子头变径长度的二分之一减去压缩量进行计算);外螺纹接头的外周面上设螺纹;螺纹分为上端螺纹6.1a与下端螺纹6.1b;
54.如图11~12所示,外吸嘴为管件,外吸嘴的管壁外径依次减小形成台阶c 18和台阶d 19;外吸嘴的内侧壁上形成台阶孔i 20,台阶孔i的起点位于台阶c和台阶d之间的管的内侧壁上;台阶孔i的起点与台阶c之间形成空腔x 21;压缩弹簧置于空腔x中,压缩弹簧的一端与台阶孔i的一端挤压,压缩弹簧的另一端与内吸嘴的台阶a挤压;
55.如图10所示,气吸护套为管件,气吸护套的内部依次减小内径形成台阶孔ii 15、台阶孔iii 16和台阶孔iv 17;气吸护套在靠近台阶孔ii的一端的内侧壁上形成内螺纹;
56.如图7和15所示,气吸组件由由外至内依次设置的气吸护套、外吸嘴、压缩弹簧和内吸嘴构成;内吸嘴的台阶a与气吸护套的台阶孔ii形成的台阶配合,用于限制内吸嘴的外螺纹接头向起子头方向运动,内吸嘴的起子头管穿过压缩弹簧置于外吸嘴的台阶孔i内,起子头管的外径与台阶孔i的内径间隙配合;外吸嘴的台阶c与气吸护套的台阶孔iii形成的台阶配合,台阶d与气吸护套的台阶孔iv形成的台阶配合,台阶c和台阶d之间的管的外侧壁与气吸护套的台阶孔iii的内侧壁滑动连接;起子头管的外径与台阶孔i的内径之差为0.2mm;
57.起子头穿过内吸嘴的起子头管内,起子头管的内径与起子头的外径间隙配合,用于导正起子头,且起子头的变径部分的周面与沟槽接触形成气流通道;
58.直立型电动起子和气吸组件之间采用气吸护套固定座连接;气吸护套固定座与轴承、l型接头、c 型卡环连接;l型接头连接气源;气吸护套固定座的内螺纹与内吸嘴的外螺纹接头中的上端螺纹连接,气吸护套的内螺纹与内吸嘴的螺纹接头中的下端螺纹连接。
59.起子头安装在电动起子或者z型组件的连接轴内,连接起子头的头部爪头与螺丝的螺帽上的花纹相匹配。如图3~6所示,在进行深孔锁付时,外吸嘴先吸附螺丝,垂直放置于深孔上部,先与工件接触,而后往下锁付螺丝时挤压弹簧,将直径更小的内吸嘴送入深孔内部。
60.实施例2
61.一种用于装配深孔螺丝的气吸式机械组件,如图2和9所示,包括:z型电动起子11、气吸镶块12、气吸组件、l型接头、轴承和c型卡环;z型电动起子和气吸组件之间由气吸镶块连接;
62.气吸组件包括气吸护套、外吸嘴、内吸嘴和压缩弹簧;
63.内吸嘴由外螺纹接头和一端固定于外螺纹接头的起子头管构成;内吸嘴的外侧壁上形成台阶a,内侧壁上形成台阶b,外螺纹接头与起子头管同轴连接,且在连接处形成所述台阶a和所述台阶b;起子头管的另一端形成台阶孔v,台阶孔v的直径小于起子头管的内径;台阶孔v的内侧壁上从起子头管的该端面沿起子头管长度方向设3~4道线切割的矩形沟槽,沟槽的长度小于起子头的变径长度(可以按照沟槽的长度为起子头变径长度的二分之一减去压缩量进行计算);外螺纹接头的外周面上设螺纹;螺纹分为上端螺纹与下端螺纹;
64.外吸嘴为管件,外吸嘴的管壁外径依次减小形成台阶c和台阶d;外吸嘴的内侧壁上形成台阶孔i,台阶孔i的起点位于台阶c和台阶d之间的管的内侧壁上;台阶孔i的起点与台阶c之间形成空腔x;压缩弹簧置于空腔x中,压缩弹簧的一端与台阶孔i的一端挤压,压缩弹簧的另一端与内吸嘴的台阶a 挤压;
65.气吸护套为管件,气吸护套的内部依次减小内径形成台阶孔ii、台阶孔iii和台阶孔iv;气吸护套在靠近台阶孔ii的一端的内侧壁上形成内螺纹;
66.气吸组件由由外至内依次设置的气吸护套、外吸嘴、压缩弹簧和内吸嘴构成;内吸嘴的台阶a与气吸护套的台阶孔ii形成的台阶配合,用于限制内吸嘴的外螺纹接头(6.1)向起子头方向运动,内吸嘴的起子头管穿过压缩弹簧置于外吸嘴的台阶孔i内且起子头管的外径与台阶孔i的内径之差为0.2mm,起子头管的外径与台阶孔i的内径间隙配合;外吸嘴的台阶c与气吸护套的台阶孔iii形成的台阶配合,台阶d与气吸护套的台阶孔iv形成的台阶配合,台阶c和台阶d之间的管的外侧壁与气吸护套的台阶孔iii的内侧壁滑动连接;
67.起子头穿过内吸嘴的起子头管内,起子头管的内径与起子头的外径间隙配合,且起子头的变径部分的周面与沟槽接触形成气流通道;
68.气吸镶块有内螺纹和外螺纹,气吸护套的内螺纹与气吸镶块的外螺纹连接,内吸嘴的外螺纹接头与气吸镶块的内螺纹连接。
69.气吸镶块上连接轴承、c型卡环和l型接头,l型接头连接气源。
70.起子头安装在电动起子或者z型组件的连接轴内,连接起子头的头部爪头与螺丝的螺帽上的花纹相匹配。
71.如图3所示,当被锁物(即工件13)上面是深且内径较小的深孔时,实施例1和2中的气吸组件通过如图7所示的线切割沟槽通气先吸附螺丝14,气体流向如图6,螺丝在气吸组件中被吸附导正,与内吸嘴末端平面贴平,然后如图4所示外吸嘴垂直放置于深孔外部平面,向下送螺丝时,压缩弹簧,外吸嘴仍留在深孔外部,螺丝则被内吸嘴吸附着,起子头向下同时向下,最后如图5所示螺丝锁付结束。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。