1.本实用新型涉及锻件加工技术领域,具体涉及一种长轴锻件轴向深孔加工装置。
背景技术:
2.长轴类大锻件(长度一米以上)一般用于传动轴,是机器设备的关键和核心部件,是制造重大装备的基础件,质量要求十分严格。长轴类大锻件的加工例如轴向深孔加工多为单件生产,若锻件报废不仅将造成巨大的经济损失,还会造成相应的工期延误,因而此类零件的加工质量显得非常重要。而本实用新型的发明人经过实践发现,在长轴锻件的轴向深孔机械加工过程中,常常会由于自身重力而产生弯曲和侧弯等形式的轴向深孔加工变形,严重影响了零件的加工质量,特别是对于长轴类大锻件表现得尤为突出。因此,如何最大限度地减少长轴锻件的轴向深孔加工变形,保证产品加工质量,是目前亟需解决的问题。
技术实现要素:
3.针对现有长轴锻件轴向深孔机械加工过程中,常常会由于自身重力而产生弯曲和侧弯等形式的轴向深孔加工变形,因而严重影响了零件加工质量的技术问题,本实用新型提供一种长轴锻件轴向深孔加工装置。
4.为了解决上述技术问题,本实用新型采用了如下的技术方案:
5.一种长轴锻件轴向深孔加工装置,包括支撑台架、定位机构和钻孔机构,所述支撑台架包括支撑平台,所述支撑平台上设置有两条平行支轨,所述定位机构包括安装板和支撑座,所述安装板固定连接在两条平行支轨上,所述安装板上固定设置有安装座和驱动电机,所述安装座的前端面设有圆形安装槽,所述圆形安装槽的中心处设有轴向通孔,所述轴向通孔中转动连接有两端伸出轴向通孔的定位圆柱,所述定位圆柱的前端面设有圆形凹陷,所述定位圆柱的前部周向表面均匀设有三个轴向装配槽,所述轴向装配槽沿定位圆柱径向朝内延伸至与圆形凹陷贯通,所述轴向装配槽内活动嵌设有弧形抱夹板,所述弧形抱夹板的前端远高于定位圆柱前端面,所述圆形安装槽的槽壁上固定设置有伸缩液压缸,所述伸缩液压缸的活塞杆与弧形抱夹板的外壁面固定连接,所述定位圆柱的后部周向表面设有传动锯齿,所述驱动电机的电机轴上固定连接有与传动锯齿啮合的传动齿轮,所述支撑座可拆卸固定在两条平行支轨上,所述支撑座的上部开设有弧形凹槽,所述弧形凹槽的两相对侧壁上对称设有倾斜柱,所述倾斜柱顶端可转动连接有突出于倾斜柱顶端的支撑轴承;所述钻孔机构包括气缸座、电机座和支持座,所述气缸座固定连接在两条平行支轨上,所述气缸座上固定设置有伸缩气缸,所述电机座可滑动设置在两条平行支轨上,所述电机座的前侧面与伸缩气缸的活塞杆固定连接,所述电机座上固定安装有旋转电机,所述旋转电机的电机轴末端固定联接有钻杆,所述支持座固定连接在两条平行支轨上并靠近支撑座,所述支持座的中心设有与钻杆紧密转动配合的轴向过孔,所述钻杆远离旋转电机的一端穿过轴向过孔与圆形凹陷的中心相对。
6.与现有技术相比,本实用新型提供的长轴锻件轴向深孔加工装置使用时,首先将
待加工长轴锻件吊装到安装座和支撑座上定位,具体将待加工长轴锻件的前端放置到定位圆柱前端面的圆形凹陷内,弧形抱夹板在伸缩液压缸的带动下在轴向装配槽内径向移动从三个方向将待加工长轴锻件夹持抱紧,并通过支撑座上两个相对倾斜柱顶端的支撑轴承对待加工长轴锻件进行支撑,接着启动驱动电机,驱动电机的电机轴通过啮合的传动齿轮和传动锯齿带动定位圆柱转动,从而带动夹持抱紧的待加工长轴锻件正向旋转,然后启动旋转电机和伸缩气缸,旋转电机的电机轴带动钻杆反向旋转,而伸缩气缸的活塞杆带动电机座上的旋转电机向待加工长轴锻件一侧推移,由此通过钻杆的旋转推移完成待加工长轴锻件的轴向深孔加工。本技术通过三个弧形抱夹板和定位圆柱前端面的圆形凹陷,可实现待加工长轴锻件的有效夹持抱紧和准确定位,且通过支撑座上两个相对倾斜柱顶端的支撑轴承支撑,可减少待加工长轴锻件由于自身重力而产生弯曲和侧弯等形式的轴向深孔加工变形,因而提升了零件加工质量,保证了零件精度要求;而待加工长轴锻件的正向旋转与钻杆的反向旋转,可有效提高待加工长轴锻件的加工效率。
7.进一步,所述轴向装配槽沿定位圆柱径向朝内延伸至圆形凹陷内。
8.进一步,所述支撑座的底部前后两侧设有支撑条,所述支撑条通过螺栓与两条平行支轨可拆卸固定连接。
9.进一步,所述支撑座的两相对侧壁顶端设置有连接板,所述连接板的一端铰接于支撑座的一个侧壁上,所述连接板的另一端可拆卸连接于支撑座的另一个侧壁上,所述连接板中部设有螺纹孔,所述螺纹孔内螺纹连接有螺柱,所述螺柱的下面固定连接有球面压块。
10.进一步,所述电机座的下部两侧开设有滑道,所述滑道与平行支轨滑动配合。
附图说明
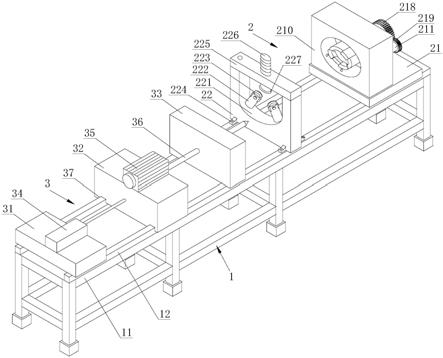
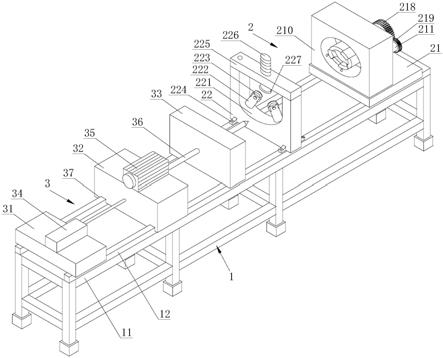
11.图1是本实用新型提供的长轴锻件轴向深孔加工装置结构示意图。
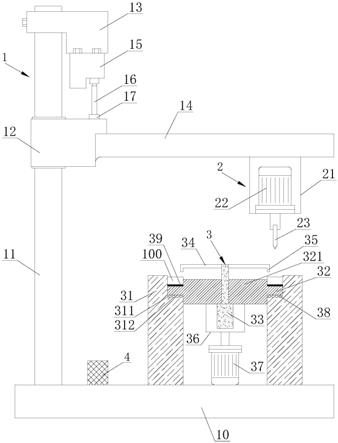
12.图2是图1中安装座前端面的放大结构示意图。
13.图中,1、支撑台架;11、支撑平台;12、支轨;2、定位机构;21、安装板;210、安装座;211、驱动电机;212、圆形安装槽;213、定位圆柱;214、圆形凹陷;215、轴向装配槽;216、弧形抱夹板;217、伸缩液压缸;218、传动锯齿;219、传动齿轮;22、支撑座;221、弧形凹槽;222、倾斜柱;223、支撑轴承;224、支撑条;225连接板;226、螺柱;227、球面压块;3、钻孔机构;31、气缸座;32、电机座;33、支持座;34、伸缩气缸;35、旋转电机;36、钻杆;37、滑道。
具体实施方式
14.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本实用新型。
15.在本实用新型的描述中,需要理解的是,术语“纵向”、“径向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
16.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
17.请参考图1和图2所示,本实用新型提供一种长轴锻件轴向深孔加工装置,包括支撑台架1、定位机构2和钻孔机构3,所述支撑台架1包括支撑平台11,所述支撑平台11上设置有两条平行支轨12,所述定位机构2包括安装板21和支撑座22,所述安装板21固定连接在两条平行支轨12上,所述安装板21上固定设置有安装座210和驱动电机211,所述安装座210的前端面设有圆形安装槽212,所述圆形安装槽212的中心处设有轴向通孔,所述轴向通孔中转动连接有两端伸出轴向通孔的定位圆柱213,所述定位圆柱213具体可通过镶嵌于轴向通孔内的轴承实现转动连接,所述定位圆柱213的前端面设有圆形凹陷214,所述定位圆柱213的前部周向表面均匀设有三个轴向装配槽215,即所述三个轴向装配槽215呈120
°
夹角布置,所述轴向装配槽215沿定位圆柱213径向朝内延伸至与圆形凹陷214贯通,即所述轴向装配槽215与定位圆柱前端面的圆形凹陷214是连通的,所述轴向装配槽215内活动嵌设有弧形抱夹板216,所述弧形抱夹板216的前端远高于定位圆柱213前端面,以此能更好地与待加工长轴锻件表面接触后夹持抱紧,所述圆形安装槽212的槽壁上固定设置有伸缩液压缸217,所述伸缩液压缸217的活塞杆与弧形抱夹板216的外壁面固定连接,由此在液压缸活塞杆的带动下弧形抱夹板216能在轴向装配槽215内径向移动,所述定位圆柱213的后部周向表面设有传动锯齿218,所述驱动电机211的电机轴上固定连接有与传动锯齿218啮合的传动齿轮219,因而在驱动电机211的电机轴带动下,通过啮合的传动锯齿218和传动齿轮219可带动定位圆柱213在安装座210上旋转,所述支撑座22可拆卸固定在两条平行支轨12上,所述支撑座22的上部开设有弧形凹槽221,所述弧形凹槽221近似于u型凹槽,所述弧形凹槽221的两相对侧壁上对称设有倾斜柱222,所述倾斜柱222顶端可转动连接有突出于倾斜柱顶端的支撑轴承223,具体在倾斜柱222顶端开设有沟槽,所述沟槽的两侧壁上固定有支撑轴,而支撑轴承223的中心孔固定套接在支撑轴上;所述钻孔机构3包括气缸座31、电机座32和支持座33,所述气缸座31固定连接在两条平行支轨12上,所述气缸座31上固定设置有伸缩气缸34,所述电机座32可滑动设置在两条平行支轨12上,所述电机座32的前侧面与伸缩气缸34的活塞杆固定连接,由此所述伸缩气缸34动作通过其活塞杆可带动电机座32在两条平行支轨12上移动,所述电机座32上固定安装有旋转电机35,所述旋转电机35的电机轴末端固定联接有钻杆36,所述支持座33固定连接在两条平行支轨12上并靠近支撑座22,以此便于钻杆36的钻头对待加工长轴锻件进行轴向深孔加工,所述支持座33的中心设有与钻杆36紧密转动配合的轴向过孔,所述钻杆36远离旋转电机35的一端穿过轴向过孔与圆形凹陷214的中心相对,由此便于从待加工长轴锻件中心进行轴向深孔加工。
18.与现有技术相比,本实用新型提供的长轴锻件轴向深孔加工装置使用时,首先将待加工长轴锻件吊装到安装座和支撑座上定位,具体将待加工长轴锻件的前端放置到定位圆柱前端面的圆形凹陷内,弧形抱夹板在伸缩液压缸的带动下在轴向装配槽内径向移动从三个方向将待加工长轴锻件夹持抱紧,并通过支撑座上两个相对倾斜柱顶端的支撑轴承对待加工长轴锻件进行支撑,接着启动驱动电机,驱动电机的电机轴通过啮合的传动齿轮和
传动锯齿带动定位圆柱转动,从而带动夹持抱紧的待加工长轴锻件正向旋转,然后启动旋转电机和伸缩气缸,旋转电机的电机轴带动钻杆反向旋转,而伸缩气缸的活塞杆带动电机座上的旋转电机向待加工长轴锻件一侧推移,由此通过钻杆的旋转推移完成待加工长轴锻件的轴向深孔加工。本技术通过三个弧形抱夹板和定位圆柱前端面的圆形凹陷,可实现待加工长轴锻件的有效夹持抱紧和准确定位,且通过支撑座上两个相对倾斜柱顶端的支撑轴承支撑,可减少待加工长轴锻件由于自身重力而产生弯曲和侧弯等形式的轴向深孔加工变形,因而提升了零件加工质量,保证了零件精度要求;而待加工长轴锻件的正向旋转与钻杆的反向旋转,可有效提高待加工长轴锻件的加工效率。
19.作为具体实施例,所述轴向装配槽215沿定位圆柱213径向朝内延伸至圆形凹陷214内,即轴向装配槽215延伸至圆形凹陷214边缘后,再向圆形凹陷214中心内部延伸一段,由此活动嵌设于轴向装配槽215内的弧形抱夹板216能向圆形凹陷214中心处更靠近一点移动,进而能更好地将待加工长轴锻件夹持抱紧。
20.作为具体实施例,请参考图1所示,所述支撑座22的底部前后两侧设有支撑条224,所述支撑条224通过螺栓与两条平行支轨12可拆卸固定连接,由此可根据待加工长轴锻件的长短,拆卸螺栓后来滑动调整支撑座22在两条平行支轨12上的位置,以对待加工长轴锻件进行有效支撑。
21.作为具体实施例,请参考图1所示,所述支撑座22的两相对侧壁顶端设置有连接板225,所述连接板225的一端铰接于支撑座22的一个侧壁上,所述连接板225的另一端可拆卸连接(如螺栓连接)于支撑座22的另一个侧壁上,所述连接板225中部设有螺纹孔,所述螺纹孔内螺纹连接有螺柱226,所述螺柱226的下面固定连接有球面压块227,由此转动螺柱226即可调节其在竖直方向上的高度,进而通过球面压块227可对待加工长轴锻件的表面进行轻压,有效保障了待加工长轴锻件在旋转加工过程中的稳定性和安全性。
22.作为具体实施例,所述电机座32的下部两侧开设有滑道37,所述滑道37与平行支轨12滑动配合,由此实现电机座32在两条平行支轨12上的可滑动设置。
23.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。