1.本技术涉及螺丝安装设备的领域,尤其是涉及一种螺丝自动安装螺母的装置。
背景技术:
2.螺丝和螺母是工业生产中应用较多的紧固件,主要起到紧固的作用,螺丝和螺母一般都是配套使用,因此,一般供货厂家需要将其装配成一体作为供货状态。
3.目前,螺丝与螺母的装配一般都是采用纯人工组装的方式来完成。
4.针对上述中的相关技术,发明人认为存在以下缺陷:采用人工组装的方式,导致生产效率低。
技术实现要素:
5.为了提高生产效率,本技术提供一种螺丝自动安装螺母的装置。
6.本技术提供的一种螺丝自动安装螺母的装置,采用如下的技术方案:
7.一种螺丝自动安装螺母的装置,包括壳体,所述壳体固定连接有支撑柱,所述支撑柱沿纵向滑移连接有用于卡接螺丝的卡接块,所述壳体转动穿设有用于限制螺母位置的限制块,螺丝可穿设于限制块,所述壳体内部呈中空,且所述壳体内腔设置有用于驱动限制块转动的转动机构,所述转动机构连接于限制块。
8.通过采用上述技术方案,先将螺丝卡接于卡接块上,再将螺母卡接于限制块上,之后开启转动机构,转动机构驱动限制块转动,进而使限制块带动螺母旋转,螺丝依靠自身重力带动卡接块向下移动,螺丝逐渐穿设于限制块,进而使螺母旋转至螺丝上,之后可将卡接块向上移动,螺丝将螺母从限制块中拉出,之后再将螺丝从卡接块中取下,从而完成螺丝螺母的装配,提高生产效率。
9.可选的,所述卡接块沿横向开设有供螺丝端部穿设卡接的卡接槽,所述卡接块下表面开设有供螺丝杆部穿设的通槽,所述通槽与卡接槽连通设置。
10.通过采用上述技术方案,可将螺丝的端部插入至卡接槽内,螺丝杆部位于通槽内,进而螺丝与卡接块稳定连接。
11.可选的,所述限制块开设有用于容纳螺母的容纳槽,所述容纳槽截面呈多边形开设,所述螺母外壁抵接于容纳槽内壁,所述限制块位于容纳槽下方开设有供螺丝杆部穿设的穿槽,所述穿槽与容纳槽连通设置。
12.通过采用上述技术方案,将螺母放置于容纳槽内,限制了螺母的转动,当螺母装配在螺丝上后,将螺丝向上移动时,可将螺母从容纳槽中带出。
13.可选的,所述支撑柱固定连接有滑轨,所述滑轨滑移连接有滑块,所述卡接块固定连接于滑块。
14.通过采用上述技术方案,卡接块上下移动时,滑块滑移连接于滑轨,从而使卡接块能够稳定的上下移动,使螺丝能够顺利穿设于螺母中。
15.可选的,所述转动机构包括固定连接于壳体内腔的安装壳,所述安装壳呈中空设
置,所述安装壳固定连接有电机,所述电机输出轴伸入安装壳内腔并固定连接有第一传动轮,所述安装壳转动穿设有转轴,所述转轴上端固定连接于限制块,所述转轴下端固定连接有第二传动轮,所述第一传动轮与第二传动轮连接有传动带。
16.通过采用上述技术方案,电机驱动第一传动轮转动,在传动带的作用下,驱动第二传动轮转动,进而转轴驱动限制块转动,使限制块带动螺母旋转,进而使螺母装配在螺丝上,减轻劳动力,提高生产效率。
17.可选的,所述壳体侧壁固定连接有滑台气缸,所述卡接块固定连接有连接架,所述滑台气缸伸缩端固定连接于连接架。
18.通过采用上述技术方案,为了能够更好的提高效率,通过设置滑台气缸,当螺丝依靠重力向下移动时,滑台气缸放气,当螺母装配在螺丝上后,滑台气缸充气,从而使滑台气缸伸缩端能够将连接架向上顶起,进而驱动螺丝连同螺母一起向上移动,减轻劳动力。
19.可选的,所述壳体位于支撑柱一侧的位置设置有检测元件,所述检测元件通过控制器与滑台气缸相通信,所述卡接块固定连接有插片,当所述插片位于检测元件的检测端时,所述检测元件输出向滑台气缸充气的充气信号,所述滑台气缸基于所述充气信号进行充气并驱动卡接块向上移动复位。
20.通过采用上述技术方案,为了能够更好的控制螺母到螺丝端部之间的距离,可先将检测元件设置在合适的位置,从而螺丝带动卡接块向下移动,同时螺母装配在螺丝上,当插片位于检测元件的检测端时,滑台气缸充气驱动卡接块向上移动,从而使螺丝带动螺母移出容纳槽,进而可限制螺母在螺丝上的位置。
21.可选的,所述壳体固定连接有支架,所述支架沿纵向开设有腰型槽,所述检测元件穿设有螺栓,所述螺栓穿设连接于腰型槽。
22.通过采用上述技术方案,为了能够根据不同的生产要求,来控制螺母在螺丝上的位置,便于控制螺母到螺丝端部的距离,从而设置腰型槽,便于上下调节检测元件的位置,进而调节了当螺丝在未装配状态时,检测元件到插片之间的距离,从而可控制螺母到螺丝端部之间的距离。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.先将螺丝卡接于卡接块上,再将螺母卡接于限制块上,之后开启转动机构,转动机构驱动限制块转动,进而使限制块带动螺母旋转,螺丝依靠自身重力带动卡接块向下移动,螺丝逐渐穿设于限制块,进而使螺母旋转至螺丝上,之后可将卡接块向上移动,螺丝将螺母从限制块中拉出,之后再将螺丝从卡接块中取下,从而完成螺丝螺母的装配,提高生产效率。
25.为了能够更好的提高效率,通过设置滑台气缸,当螺丝依靠重力向下移动时,滑台气缸放气,当螺母装配在螺丝上后,滑台气缸充气,从而使滑台气缸伸缩端能够将连接架向上顶起,进而驱动螺丝连同螺母一起向上移动,减轻劳动力。
附图说明
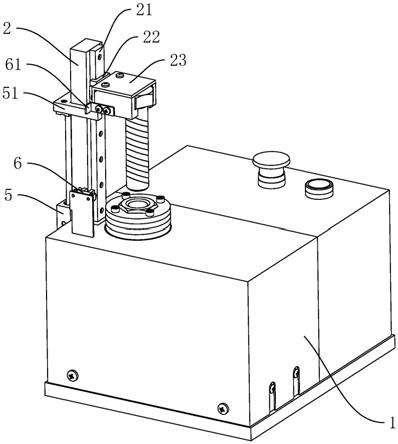
26.图1是本技术实施例一的整体结构示意图。
27.图2是本技术实施例一中卡接块的结构示意图。
28.图3是本技术实施例一中限制块的俯视图。
29.图4是本技术实施例一中壳体内腔的结构示意图。
30.图5是本技术实施例二中支架的结构示意图。
31.附图标记说明:1、壳体;2、支撑柱;21、滑轨;22、滑块;23、卡接块;24、卡接槽;25、通槽;3、限制块;31、容纳槽;32、穿槽;4、转动机构;5、滑台气缸;51、连接架;6、检测元件;61、插片;41、安装壳;42、电机;43、第一传动轮;44、转轴;45、第二传动轮;46、传动带;7、支架;71、腰型槽;72、螺栓。
具体实施方式
32.以下结合附图1
‑
5对本技术作进一步详细说明。
33.本技术实施例公开一种螺丝自动安装螺母的装置。
34.实施例一:
35.参照图1与图2,一种螺丝自动安装螺母的装置包括壳体1,壳体1上表面通过螺钉固定连接有呈竖直的支撑柱2,支撑柱2侧壁通过螺钉固定连接有呈竖直的滑轨21,滑轨21滑移连接有呈竖直的滑块22,滑块22通过螺钉固定连接有呈水平的卡接块23。卡接块23背离支撑柱2的一侧侧壁沿横向开设有供螺丝端部穿设卡接的卡接槽24,且由于螺丝端部呈多边形状,从而可将螺丝端部插入卡接槽24内,使螺丝端部侧壁抵接于卡接槽24内壁,进而限制了螺丝转动。卡接块23下表面沿纵向开设有供螺丝杆部穿设的通槽25,通槽25与卡接槽24连通设置。
36.参照图3与图4,壳体1上表面转动穿设有呈竖直的限制块3,限制块3呈圆柱状设置,限制块3位于卡接块23的正下方,限制块3上表面沿纵向开设有用于容纳且卡接螺母的容纳槽31,容纳槽31截面呈多边形开设,可根据螺母的形状来选择容纳槽31开设形状,例如螺母为六边形,则可将容纳槽31截面呈六边形开设。限制块3位于容纳槽31下方的位置沿纵向开设有供螺丝杆部穿设的穿槽32,穿槽32与容纳槽31连通设置,且穿槽32以及容纳槽31均与限制块3同轴。壳体1内部呈中空设置,壳体1内腔设置有用于旋转限制块3的转动机构4,转动机构4连接于限制块3。
37.参照图4,壳体1位于靠近支撑柱2的一侧侧壁通过螺钉固定连接有呈竖直的滑台气缸5,卡接块23焊接有呈水平的连接架51,连接架51包括两第一连接部、一第二连接部,且两个第一连接部位于第二连接部的两端,同时第一连接部与第二连接部垂直一体连接,形成呈水平的门字形。连接架51的两个第一连接部分别位于支撑柱2的两侧,第二连接部位于支撑柱2背离卡接块23的一侧。滑台气缸5的伸缩端朝上设置且固定于连接架51的第二连接部。
38.参照图4,其次壳体1上表面位于支撑柱2一侧的位置固定有检测元件6,检测元件6为接近传感器,壳体1设置控制器,检测元件6与控制器相连接,控制器用于接收检测元件6发出的检测信号,控制器与滑台气缸5相连接,控制器响应检测信号,并对滑台气缸5发送充气信号。卡接块23通过螺钉固定有呈水平的插片61,插片61与检测元件6对齐设置,当卡接块23带动插片61向下移动至接近传感器的检测端时,从而接近传感器对控制器输出检测信号,控制器响应检测信号并向滑台气缸5发送充气的充气信号,且滑台气缸5基于充气信号进行充气并驱动卡接块23向上移动复位,使螺丝带动螺母一同向上移动,进而可控制螺丝端部到螺母之间的距离。
39.参照图4,转动机构4包括固定于壳体1内腔的安装壳41,安装壳41呈水平设置,且安装壳41呈中空设置,安装壳41上表面固定有电机42,电机42输出轴通过联轴器伸入安装壳41内腔并固定有第一传动轮43,安装壳41上表面通过轴承转动连接有呈竖直的转轴44,限制块3通过螺钉固定于转轴44上端,转轴44与限制块3同轴,转轴44下端伸入安装壳41内腔中并一体连接有第二传动轮45,第一传动轮43与第二传动轮45平行且对齐设置,第一传动轮43与第二传动轮45之间连接有传动带46。
40.本技术实施例一的实施原理为:先将螺丝端部插入至卡接槽24内,使螺丝杆部位于通槽25内,再将螺母放置在容纳槽31内,使容纳槽31内壁能够抵接于螺母侧壁,限制螺母转动,之后可开启电机42,电机42驱动转轴44转动,转轴44驱动限制块3旋转,同时滑台气缸5放气,螺丝依靠自身重力向下移动,并穿设于螺母中,从而螺母装配在螺丝上,当插片61到达检测元件6的检测端时,滑台气缸5充气,其伸缩端驱动卡接块23向上移动,进而使螺丝将螺母从容纳槽31中移出,之后操作者可将螺丝从卡接槽24中取出,从而完成装配工作,提高生产效率。
41.实施例二:
42.参照图5,本实施例与实施例一的区别在于:壳体1上表面焊接有呈竖直的支架7,支架7上端沿纵向开设有呈竖直的腰型槽71,检测元件6穿设有呈水平的螺栓72,且螺栓72穿设连接于腰型槽71内,从而可上下移动检测元件6的位置。
43.本技术实施例二的实施原理为:可将螺栓72带动检测元件6沿着腰型槽71上下移动,进而调节了检测元件6的高度,使检测元件6到插片61之间的距离可调节,从而便于根据生产所需,来调节螺母装配在螺丝上的位置,使螺母到螺丝端部的距离可根据要求调整,增强适用性。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。