1.本实用新型涉及折弯模具相关技术领域,特别涉及一种摆螺丝折弯模具。
背景技术:
2.现有的支架配件产品的生产工艺是:料带通过冲压成型设备冲压出单个的半成品配件,之后人工使用镊子将螺丝装配到该半成品配件上的装配通孔内,之后将该半成品配件一侧竖向的侧边向其内部进行折弯,完成加工,由于支架配件和螺丝的尺寸较小,致使其加工困难,效率低下,影响企业的生产需要。
技术实现要素:
3.为了克服现有的技术缺陷,本实用新型的目的在于提供一种摆螺丝折弯模具以解决上述技术问题。
4.本实用新型解决技术问题所采用的技术方案如下:
5.根据本实用新型的一个方面,设计出一种摆螺丝折弯模具,包括:上模组、设于上模组下方的下模组、第一驱动装置、第二驱动装置和第三驱动装置,所述上模组顶部设置多个贯穿的送料通道,底部右侧设置多个第一插刀,底部左侧设置多个第二插刀,所述第一插刀与所述第一驱动装置连接,所述第二插刀与所述第二驱动装置连接,所述下模组上设置有与所述送料通道数量一致的镶块,每一所述镶块顶部设置有挡块和避让孔,所述避让孔与所述送料通道上下一一对应,所述下模组顶部设置多个与第一插刀和第二插刀配合的避让槽;
6.所述第三驱动装置与所述上模组连接,用于驱动上模组与下模组合模与开模,当上模组与下模组合模后,每一所述镶块右侧对应一个所述第一插刀,每一所述镶块左侧对应一个第二插刀,所述第一驱动装置用于驱动第一插刀将料带上的产品抵压在所述挡块上,所述第二驱动装置用于驱动第二插刀将料带上的产品一侧进行折弯。
7.采用上述技术方案,需要对冲压料带上的支架配件产品进行装配螺丝及折弯时,将冲压料带穿入到模具内并移动既定距离暂停,此时冲压料带上的多个支架配件产品一一对应位于多个镶块上,并位于挡块右侧,支架配件产品上的螺丝装配孔与避让孔上下一一对应,之后第三驱动装置驱动上模组与下模组合模,然后通过机械手抓取螺丝并将其从送料通道装配到支架配件产品上的螺丝装配孔中,之后第一驱动装置驱动第一插刀移动并将支架配件产品抵压在挡块上,第二驱动装置驱动第二插刀移动并将支架配件产品一侧向其内侧进行折弯,完成加工,自动化加工,加工简单,效率高,可以满足企业的生产需求。
8.为了更好的解决上述技术缺陷,本实用新型还具有更佳的技术方案:
9.在一些实施方式中,所述上模组包括止挡板和固设在止挡板底部的脱料板,所述止挡板上设有多个第一通孔,所述脱料板上设有多个与所述第一通孔上下对应的第二通孔,所述第一通孔和第二通孔形成所述送料通道。
10.在一些实施方式中,所述第一驱动装置和第二驱动装置与所述脱料板固接,所述
脱料板上固设有第一导正块和第二导正块,所述第一导正块上设置有与所述第一插刀滑动配合的第一滑孔,所述第二导正块上设置有与所述第二插刀滑动配合的第二滑孔。
11.由此,通过第一导正块和第二导正块可以保证第一插刀和第二插刀平稳移动,保证产品折弯效果。
12.在一些实施方式中,所述下模组包括下模板、固设在下模板底部的下垫板、固设在下垫板底部的下模座和固设在下模座底部的下托板,所述镶块设置在所述下模板上。
13.在一些实施方式中,所述镶块朝向所述第一插刀一侧的顶部设有避让缺口。
14.在一些实施方式中,所述第三驱动装置设有四个,并设置在所述下模组的底部与所述下模座固接。
15.在一些实施方式中,所述下模板顶部设置有贯穿下模板和镶块的避让通槽。
16.由此,避让通槽用于避让冲压料带上的产品底部的凸起部通过,保证冲压料带平稳移动。
17.在一些实施方式中,所述第一驱动装置、第二驱动装置和第三驱动装置均为气缸。
附图说明
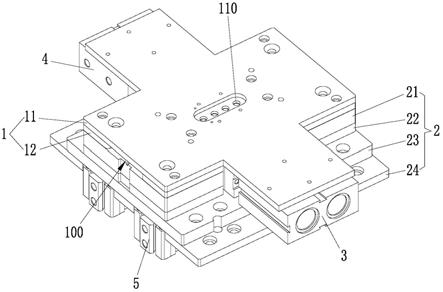
18.图1为本实用新型一种实施方式的一种摆螺丝折弯模具的结构示意图;
19.图2为摆螺丝折弯模具的仰视结构示意图;
20.图3为摆螺丝折弯模具上的脱料板与第一插刀、第二插刀、第一驱动装置、第二驱动装置和下模组的结构示意图;
21.图4为摆螺丝折弯模具上的上模组与第一插刀、第二插刀、第一驱动装置、第二驱动装置的结构示意图;
22.图5为摆螺丝折弯模具上的第一插刀、第二插刀、第一驱动装置、第二驱动装置和下模组的结构示意图;
23.图6为图5中a位置的放大图;
24.图7为图5的俯视图;
25.图8为摆螺丝折弯模具上的第一插刀、第二插刀、第一驱动装置、第二驱动装置和下模组的结构示意图,其中,冲压料带置于下模组顶部;
26.图9为图8中c位置的放大图;
27.图10为图8中d位置的放大图。
具体实施方式
28.为使本实用新型的目的、技术方案及优点更加清楚、明确,以下参照附图对本实用新型进一步详细说明。
29.参考图1至图7所示,本实用新型提供的一种摆螺丝折弯模具,包括:上模组1、设于上模组1下方的下模组2、第一驱动装置3、第二驱动装置4和第三驱动装置5。
30.上模组1和下模组2之间具有供冲压料带通过的料带通道,该料带通道左端为入料端100,右端为出料端。
31.上模组1顶部设置有多个贯穿的送料通道,本实施例优选设置四个送料通道,且四个送料通道同一直线设置,送料通道用于供螺丝穿过。进一步,上模组1包括止挡板11和固
设在止挡板11底部的脱料板12,止挡板11上设有多个第一通孔110,脱料板12上设有多个与第一通孔110上下一一对应的第二通孔120,本实施例优选设置四个第一通孔110和四个第二通孔120,第一通孔110和第二通孔120形成所述送料通道。
32.第二通孔120呈上端直径大于下端直径的锥形结构。
33.上模组1底部右侧设置有多个第一插刀6,上模组1底部左侧设置有多个第二插刀7,本实施例优选设置四个第一插刀6和四个第二插刀7。四个第一插刀6通过连接块与第一驱动装置3连接,四个第二插刀7通过连接块与第二驱动装置4连接。
34.第一驱动装置3和第二驱动装置4为气缸、电缸、液压缸中的一种,本实施例优选第一驱动装置3和第二驱动装置4均为气缸。第一驱动装置3和第二驱动装置4与脱料板12固接。
35.通过第一驱动装置3可以驱动第一插刀6来回移动,通过第二驱动装置4可以驱动第二插刀7来回移动。
36.脱料板12上固设有第一导正块121和第二导正块122,第一导正块121上设置有与第一插刀6滑动配合的第一滑孔,第二导正块122上设置有与第二插刀7滑动配合的第二滑孔。
37.下模组2上设置有与送料通道数量一致的镶块8,每一镶块8顶部设置有挡块81和避让孔82,避让孔82与送料通道上下一一对应,避让孔82为了使螺丝下端伸入到其内部,镶块8朝向第一插刀6一侧的顶部设有避让缺口83。进一步,下模组2包括下模板21、固设在下模板21底部的下垫板22、固设在下垫板22底部的下模座23和固设在下模座23底部的下托板24,镶块8设置在下模板21上。
38.下模组2的下模板21顶部设置有多个与第一插刀6和第二插刀7配合的避让槽。
39.下模板21顶部设置有贯穿下模板21和镶块8的避让通槽,该避让通道包括贯穿下模板21顶部的第一避让通槽25和贯穿镶块8的第二避让通槽84构成。
40.第三驱动装置5与上模组1连接,用于驱动上模组1与下模组2合模与开模。进一步,第三驱动装置5为气缸、电缸、液压缸中的一种,本实施例优选第三驱动装置5为气缸。第三驱动装置5设有四个,并设置在下模组2的底部与下模座23固接,第三驱动装置5连接有连接杆,该连接杆上端穿过下模座23上的通孔、下垫板22上的通孔、下模板21上的通后与脱料板12固接。
41.当第三驱动装置5驱动上模组1与下模组2合模后,每一镶块8右侧对应一个第一插刀6,每一镶块8左侧对应一个第二插刀7,第一驱动装置3用于驱动第一插刀6移动并将料带上的产品抵压在挡块81上,第二驱动装置4用于驱动第二插刀7移动并将料带上的产品一侧进行折弯。
42.参考图1至图10所示,本摆螺丝折弯模具的原理:需要对冲压料带a1上的支架配件产品a2进行装配螺丝b1及折弯时,将冲压料带a1从入料端100穿入并从出料端穿出,当冲压料带a1移动既定距离暂停,此时冲压料带a1上的多个支架配件产品a2一一对应位于多个镶块8上,并位于挡块81右侧,支架配件产品a2上的螺丝装配孔a3与避让孔82上下一一对应,之后第三驱动装置5驱动上模组1与下模组2合模,然后通过机械手抓取螺丝并将其从送料通道装配到支架配件产品a2上的螺丝装配孔a3中,之后第一驱动装置3驱动第一插刀6移动并将支架配件产品a2一侧抵压在挡块81上,然后第二驱动装置驱动第二插刀7移动并将支
架配件产品a2一侧向其内侧进行折弯,完成加工,自动化完成加工,加工简单,效率高,可以满足企业的生产需求。
43.以上所述的仅是本实用新型的一些实施方式,对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。