
1.本发明属于高分子材料技术领域,具体涉及一种连续纤维增强聚丙烯复合材料及其制备方法。
背景技术:
2.连续纤维增强热塑性复合材料是一种增强纤维单向排布且其长度与树脂片材长度相等的增强型热塑性复合材料,其中连续纤维主要起增强作用,它是载荷的主要承担者,而树脂则是固定纤维的空间位置以及均匀的传递应力。由于连续纤维增强热塑性复合材料中的增强纤维是单向连续增强的,能够充分发挥纤维增强增强作用,因此其力学性能要远远高于长、短纤维增强热塑性复合材料。此外,连续纤维增强热塑性复合材料中的纤维断点相对较少,更能有效的减少了应力集中效应,复合材料性能更优。随着科学技术的迅猛发展,连续纤维增强树脂基复合材料己经变成广泛使用的工程材料,凭借着其高比强度、高比模量、耐化学腐蚀、抗疲劳以及设计灵活等特点,已被广泛应用于航空航天、交通运输、建筑材料、工业设计以及体育用品等行业,成为当下复合材料开发和研究的热点。
3.聚丙烯(pp)纵横向拉伸强度一般在20
‑
30mpa;长玻纤增强聚丙烯(lftpp)纵横向拉伸强度在100
‑
150mpa,是纯树脂的3
‑
5倍;常规单向连续玻纤增强聚丙烯(cfrtpp),其纤维方向拉伸强度可达700
‑
800mpa,是lftpp的5
‑
8倍,但其垂直纤维方向拉伸强度只有20
‑
40mpa,此强度非常之低,对于一些力学要求较高的应用领域,这个性能将无法直接应用,需辅以特殊铺层设计来进行弥补,大大增加了直接应用的难度。
4.目前关于连续纤维增强聚烯烃复合材料的研究已经很多,但多数集中在一些特殊功能材料及板材的开发,如抗菌(cn104693594a),特殊纤维(cn103289194a),耐刮擦(cn106995553a),高耐候(cn104530558a),复合板(cn202498800u、cn107877991a),相对而言对单向带材横向拉伸强度提升的研究相对较少。
技术实现要素:
5.有鉴于此,本发明有必要提供一种连续纤维增强聚丙烯复合材料及其制备方法,该连续纤维增强聚丙烯复合材料得益于超短玻璃纤维在纵向连续纤维间的横向铆接增强作用,从而表现出优异的横向力学性能。
6.为了实现上述目的,本发明采用以下技术方案:
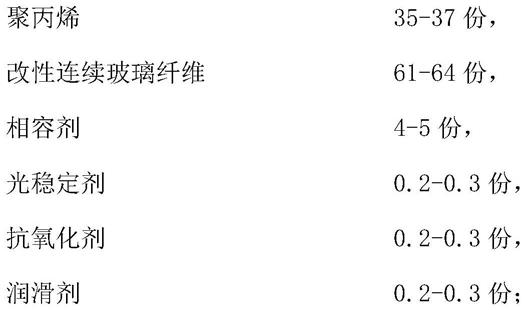
7.本发明提供了一种连续纤维增强聚丙烯复合材料,其由以下组分按照重量份制备而成:
[0008][0009]
其中,所述改性连续玻璃纤维的制备方法为:将59
‑
61份连续玻璃纤维进行展纱的同时在其表面喷洒2
‑
3份铆接超短玻璃纤维悬浊液,使超短玻璃纤维附着在分散的纤维束中,然后烘烤5
‑
10s获得。
[0010]
进一步的,所述聚丙烯的在230℃、2.16kg测试条件下的熔融指数为50
‑
70g/10min。
[0011]
进一步的,所述相容剂选自环状酸酐接枝型相容剂、羧酸接枝型相容剂中的至少一种。
[0012]
进一步的,所述光稳定剂选自苯并三唑类光稳定剂;
[0013]
所述抗氧剂为复配抗氧剂,所述复配抗氧剂由体积比1:(1.5
‑
2)的受阻酚类抗氧剂和亚磷酸酯类抗氧剂复配而成。
[0014]
进一步的,所述润滑剂选自脂肪酸酰胺类润滑剂。
[0015]
进一步的,所述连续玻璃纤维为无碱玻璃纤维。
[0016]
进一步的,所述铆接超短玻璃纤维悬浊液由超短玻璃纤维、铆接剂经偶联剂高速分散处理获得,包括下列步骤:
[0017]
将质量比为0.0001:(0.05
‑
0.055):(1
‑
1.5)的偶联剂、铆接剂和超短玻璃纤维混合后,以1000
‑
1200r/min高速分散40
‑
50min,获得混合粉体;
[0018]
将所述混合粉体分散在水中,超声5
‑
10min,获得铆接超短玻璃纤维悬浊液,所述铆接超短玻璃纤维悬浊液中,所述超短玻璃纤维的质量分数为1.5
‑
2%。
[0019]
进一步的,所述偶联剂选自3
‑
氨丙基三乙氧基硅烷、3
‑
缩水甘油醚氧基丙基三甲氧基硅烷中的至少一种;
[0020]
所述铆接剂选自低熔点玻璃粉,低熔点玻璃粉的粒径在1
‑
2μm;
[0021]
所述超短玻璃纤维的长径比为(8
‑
15):1,直径为8
‑
12μm。
[0022]
本发明还提供了一种连续纤维增强聚丙烯复合材料的制备方法,包括下列步骤:
[0023]
以重量份计,将35
‑
37份聚丙烯、4
‑
5份相容剂、0.2
‑
0.3份光稳定剂、0.2
‑
0.3份抗氧剂和0.2
‑
0.3份润滑剂混合均匀,获得预混料;
[0024]
将59
‑
61份连续玻璃纤维进行展纱的同时在其表面喷洒2
‑
3份铆接超短玻璃纤维悬浊液,使超短玻璃纤维附着在分散的纤维束中,然后于400
‑
450℃烘烤5
‑
10s,获得改性连续玻璃纤维;
[0025]
在绝氧条件下,将所述预混料经熔融、挤出后与所述改性连续玻璃纤维混合进行熔融浸渍,冷却定型,制得连续纤维增强聚丙系复合材料。
[0026]
10.如权利要求9所述的制备方法,其特征在于,所述预混料经熔融、挤出的温度为220
‑
235℃;
[0027]
所述熔融浸渍的温度为230
‑
240℃。
[0028]
与现有技术相比,本发明具有以下有益效果:
[0029]
本发明将铆接超短玻璃纤维悬浊液喷洒在展纱后的连续玻璃纤维表面并经过高温烘烤处理,将超短玻璃纤维铆接附着在连续玻璃纤维表面,使得原本纵向无相互作用的平行连续玻璃纤维,由于超短玻璃纤维的横向架桥铆接作用,使得制得的复合材料单向带在横向上的拉伸强度显著提高,极大的扩展了聚丙烯复合材料的应用范围。
[0030]
进一步的,本发明中的铆接超短玻璃纤维悬浊液由超短玻璃纤维、铆接剂经偶联剂高速分散处理获得,由于偶联剂的分散桥接作用,使得铆接剂均匀的分散在超短玻璃纤维上,展纱后的连续玻璃纤维经过铆接超短玻璃纤维悬浊液喷洒及加热处理后,铆接剂轻微熔融后把超短玻璃纤维与连续玻璃纤维牢牢的粘连在一起,其中铆接剂起到铆接栓的作用,使得超短玻璃纤维和连续玻璃纤维之间形成牢牢的铆接界面。
具体实施方式
[0031]
为了便于理解本发明,下面将结合具体的实施例对本发明进行更全面的描述。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
[0032]
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。
[0033]
本发明第一方面公开了一种连续玻璃纤维增强聚丙烯复合材料,其由以下组分按照重量份制备而成:
[0034][0035]
其中,所述改性连续玻璃纤维的制备方法为:将59
‑
61份连续玻璃纤维进行展纱的同时在其表面喷洒2
‑
3份铆接超短玻璃纤维悬浊液,使超短玻璃纤维附着在分散的纤维束中,然后烘烤5
‑
10s获得。
[0036]
本发明将铆接超短玻璃纤维悬浊液喷洒在连续玻璃纤维的表面后进行加热处理,使得超短玻璃纤维附着及熔接在连续玻璃纤维上,使得原本纵向无相互作用的平行连续玻璃纤维,由于超短玻璃纤维的横向搭接作用,提高了连续玻璃纤维增强复合材料单向带在横向上的拉伸强度,从而拓展了聚丙烯复合材料的应用范围。其中,本文中所述的“连续玻
璃纤维”属外退型无捻纱,纤维线密度常规有1200tex及2400tex。其中,在改性连续玻璃纤维的制备过程中,连续玻璃纤维的展纱采用本领域中常规的展纱设备即可,具体的说,将连续玻璃纤维经放纱、导辊导引进入展纱设备进行纤维束分散实现连续玻璃纤维的展纱;同时在展纱后段在连续玻璃纤维的表面喷洒铆接超短玻璃纤维悬浊液,使纤维束在分散的同时超短玻璃纤维附着在纤维束中,最后采用高温炉烘烤获得。
[0037]
进一步方案,本发明中聚丙烯作为基体树脂,其具体的类型没有特殊的限制,可根据需要(比如材料性能的要求、应用领域的不同等)进行调整,在本发明的一个或多个实施例中,所述聚丙烯的熔融指数为50
‑
70g/10min。
[0038]
进一步方案,本发明在体系中添加相容剂,由于相容剂中带有强极性反应性基团,使材料具有高的极性和反应性,可以大大增加基体树脂与无机纤维界面的结合力,从而提高复合材料机械强度,其中,相容剂的种类没有特殊的限制,可根据基体树脂进行选择,其可以采用本领域的常规种类,比如环状酸酐接枝型相容剂、羧酸接枝型相容剂中的至少一种,本文中所述的“环状酸酐接枝型相容剂”指的是以马来酸酐接枝到聚烯烃上的马来酸酐相容剂,其接枝率一般在0.8
‑
1.0%之间,具体可提及的实例包括但不限于马来酸酐接枝聚丙烯、马来酸酐接枝聚乙烯等;所述的“羧酸接枝型相容剂”指的是以丙烯酸接枝到聚烯烃上的丙烯酸型相容剂,具体可提及的实例包括但不限于丙烯酸接枝聚丙烯、丙烯酸接枝聚乙烯等。在本发明的一个或多个实施例中,为了进一步发挥相容剂的效果,优选采用马来酸酐接枝聚丙烯或丙烯酸接枝聚丙烯。
[0039]
进一步方案,本发明通过添加光稳定剂和抗氧剂,使得所制备片材具有长期的户外耐候性能及长期的抗环境湿热老化性。本发明中所述的光稳定剂和抗氧剂可以采用本领域中的常规种类,没有特殊的限制,在本发明的一个或多个实施例中,所述光稳定剂选自苯并三唑类光稳定剂,具体可提及的实例包括但不限于uv
‑
p、uv
‑
327或uv
‑
326,可以为一种也可以为两种以上的混合。本发明中所述的抗氧剂可以采用单一抗氧剂,也可以采用复配抗氧剂,在本发明的一个或多个实施例中,所述抗氧剂为复配抗氧剂,所述复配抗氧剂由受阻酚类抗氧剂和亚磷酸酯类抗氧剂复配而成,优选的,其体积比为1:(1.5
‑
2),更优选的,体积比为1:2,其中,所述受阻酚类抗氧剂具体可提及的实例包括但不限于抗氧剂1010或抗氧剂1076;所述亚磷酸酯类抗氧剂具体可提及的实例包括但不限于抗氧剂168或抗氧剂626。
[0040]
进一步方案,本发明通过添加润滑剂,抑制加工摩擦生热,减小混炼设备转矩和负荷,同时提升粘性树脂在连续纤维中的浸润性,减少缺陷气泡的产生,本发明中所述的润滑剂可以为本领域中的常规选择,在本发明的一个或多个实施例中,所述润滑剂选自脂肪酸酰胺类润滑剂,具体可提及的实例包括但不限于硬脂酸酰胺、n,n
’‑
亚乙基双硬脂酰胺、油酸酰胺或芥酸酰胺,可以为一种也可以为两种以上的混合。
[0041]
进一步方案,在本发明的一个或多个实施例中,所述连续玻璃纤维优选为无碱玻璃纤维,这是由于无碱玻璃纤维相较于有碱或中碱玻璃纤维,其机械强度更好,且与基体树脂的相容性更佳,能够更加显著提高复合材料的力学性能。
[0042]
进一步方案,在本发明的一个或多个实施例中,所述铆接超短玻璃纤维悬浊液由超短玻璃纤维、铆接剂经偶联剂高速分散处理获得,其中,本文中所述的“铆接剂”指的是具有熔融固化能力的助剂,如玻璃粉等,利用偶联剂的分散桥接作用,使得铆接剂均匀的分散在超短玻璃纤维上,展纱后的连续玻璃纤维经过铆接超短玻璃纤维悬浊液的喷洒和热处理
后,铆接剂轻微熔融后,提高了超短玻璃纤维和连续玻璃纤维的附着度,把超短玻璃纤维与连续玻璃纤维牢牢的粘连在一起,具体的说,在喷洒及加热过程中,在温度上升阶段,由于水的蒸发,表面带有铆接剂的超短玻璃纤维逐渐随机的搭接在连续玻璃纤维的表面,实现物理搭接;而后随着水分的蒸发完成,表面温度的进一步提升,当温度超过铆接剂的熔点时,铆接剂会微微熔融,这时在超短玻璃纤维与连续玻璃纤维搭接处的铆接剂会微微熔接两个搭接面,待后续的温度降低至铆接剂熔点以下时,在搭接处会形成牢牢的铆接界面,从而将超短玻璃纤维牢牢铆接在连续玻璃纤维的表面,从而使得指的连续玻璃纤维增强聚丙烯复合材料单向带在横向上的拉伸强度显著提高。在本发明的一些实施例中,所述铆接超短玻璃纤维悬浊液的制备包括下列步骤:
[0043]
将质量比为0.0001:(0.05
‑
0.055):(1
‑
1.5)的偶联剂、铆接剂和超短玻璃纤维混合后,以1000
‑
1200r/min高速分散40
‑
50min,获得混合粉体;
[0044]
将所述混合粉体分散在水中,超声5
‑
10min,获得铆接超短玻璃纤维悬浊液,所述铆接超短玻璃纤维悬浊液中,所述超短玻璃纤维的质量分数为1.5
‑
2%。
[0045]
进一步方案,本发明中所述的偶联剂没有特殊的限制,可以采用本领域中常规种类,在本发明的一个或多个实施例中,所述偶联剂选自3
‑
氨丙基三乙氧基硅烷、3
‑
缩水甘油醚氧基丙基三甲氧基硅烷中的至少一种;
[0046]
在本发明的一些具体的实施方式中,考虑到设备要求以及能耗控制,铆接剂优选的熔点在350
‑
520℃之间,比如熔点在350
‑
400℃的低熔点玻璃粉,亦或熔点在480
‑
520℃的中熔点玻璃粉,更优选的,在本发明的一个或多个实施例中,所述铆接剂采用低熔点玻璃粉,从而使得超短玻璃纤维的铆接效果显著,复合材料的横向拉伸强度显著提升,且能耗低,具体操作时,控制烘烤温度高于铆接剂的熔点即可,优选的,烘烤温度高于铆接剂熔点5
‑
50℃;本发明实施例中直接采用市售品即可。一般连续玻璃纤维的直径在17
‑
20μm,为了实现超短玻璃纤维和连续纤维更好的搭接以及加工的流畅性,在本发明的一个或多个实施例中,低熔点玻璃粉的粒径在1
‑
2μm;所述超短玻璃纤维长径比为(8
‑
15):1,直径为8
‑
12μm。
[0047]
本发明第二方面提供了如本发明第一方面所述的连续纤维增强聚丙烯复合材料的制备方法,包括下列步骤:
[0048]
以重量份计,将35
‑
37份聚丙烯、4
‑
5份相容剂、0.2
‑
0.3份光稳定剂、0.2
‑
0.3份抗氧剂和0.2
‑
0.3份润滑剂混合均匀,获得预混料,其具体的混合方式和参数等没有特殊的限制,只要能够保证原料混合均匀即可,在本发明的一个或多个实施例中,将上述原料加入65
‑
75℃高混机中混合5
‑
10min;
[0049]
将56
‑
61份连续玻璃纤维进行展纱的同时在其表面喷洒2
‑
3份铆接超短玻璃纤维悬浊液,使铆接超短玻璃纤维附着在分散的纤维束中,然后于400
‑
450℃烘烤5
‑
10s,获得改性连续玻璃纤维;
[0050]
在绝氧条件下,将所述预混料经熔融、挤出后与所述改性连续玻璃纤维混合进行熔融浸渍,冷却定型,制得连续纤维增强聚丙系复合材料。可以理解的是,预混料的熔融、挤出采用本领域中常规的双螺杆挤出机即可,然后将挤出料与改性连续玻璃纤维进行熔融浸渍,过程中采用牵引和收卷装置进行带动,从而实现连续生产。本发明中的设备没有特殊的限制,均可采用本领域中的常规选择。
[0051]
进一步方案,本发明中熔融、挤出、熔融浸渍温度可以根据原料组分和最终材料的
性能进行调整,故没有特殊的限制,在本发明的一个或多个实施例中,所述预混料经熔融、挤出的温度为220
‑
235℃;所述熔融浸渍的温度为230
‑
240℃。
[0052]
下面结合具体的实施例对本发明的技术方案进行更加清楚完整的说明。需要说明的是,以下实施例中所述的“份”、“份数”等,如无特别的说明,均指的是重量份。原料助剂均为市售,但可以理解的是,以下实施例中的原料助剂的采用仅为了使得本发明的技术方案更加清楚做出的示例,不代表本发明仅能采用以下原料助剂,具体范围以权利要求书为准。
[0053]
实施例1
[0054]
本实施例中连续纤维增强聚丙烯复合材料的制备方法,具体包括下列步骤:
[0055]
将35份聚丙烯树脂(230℃,2016kg,融指在65g/min)、4份马来酸酐接枝聚丙烯、0.2份uv
‑
327、0.2份复配抗氧剂(1010:168=1:2)和0.2份芥酸酰胺一起加入温度为65℃的高混机中进行混合5min,获得预混料;
[0056]
将超短玻璃纤维(长径比10:1,直径10μm)、低熔点玻璃粉(粒径1
‑
2μm,熔点350
‑
400℃)使用3
‑
氨丙基三乙氧基硅烷进行高速(1200r/min)搅拌分散处理40min,其中,3
‑
氨丙基三乙氧基硅烷:低熔点玻璃粉:超短玻璃纤维质量比为0.0001:0.05:1;然后再将处理完的混合粉体加入到水中,以28khz频率超声5min,获得铆接超短玻璃纤维悬浊液,其中,铆接悬浊液中,超短玻璃纤维占比为2%;
[0057]
将59份连续玻璃纤维(直径17μm,线密度1200tex)经放纱、导辊导引进入展纱设备进行纤维丝束分散,在展纱后段在其表面喷洒2份铆接超短玻璃纤维悬浊液,使纤维束在分散的同时铆接超短玻璃纤维可以附着在纤维束上,随后经导辊导引连续进入温度为400℃的高温炉中烘烤5s,使超短玻璃纤维牢牢铆接在连续玻璃纤维的表面,之后通过另一导辊导引进入浸渍模具;
[0058]
在氮气保护下,将预混料加入双螺杆挤出机的主喂料口,通过双螺杆挤出机(温度为220℃,螺杆转速为450rpm,真空度为
‑
0.04mpa)熔融混合挤到浸渍模具中进行分流及与铆接超短玻璃纤维后的连续纤维进行熔融浸渍(浸渍温度为230℃),充分浸渍的连续纤维束通过冷却定型装置冷却定型,在牵引和收卷装置带动下进行连续生产,制得连续纤维增强聚丙烯复合材料。
[0059]
实施例2
[0060]
本实施例中连续纤维增强聚丙烯复合材料的制备方法,具体包括下列步骤:
[0061]
将37份聚丙烯树脂(230℃,2016kg,融指在65g/min)、5份马来酸酐接枝聚丙烯、0.3份uv
‑
327、0.3份复配抗氧剂(1010:168=1:2)和0.3份芥酸酰胺一起加入温度为75℃的高混机中进行混合10min,获得预混料;
[0062]
采用同实施例1中相同的方式获得超短玻璃纤维占比为2%的铆接超短玻璃纤维悬浊液;
[0063]
将61份连续玻璃纤维(直径17μm,线密度1200tex)经放纱、导辊导引进入展纱设备进行纤维丝束分散,在展纱后段在其表面喷洒3份铆接超短玻璃纤维悬浊液,使纤维束在分散的同时铆接超短玻璃纤维可以附着在纤维束上,随后经导辊导引连续进入温度为450℃的高温炉中烘烤10s,使超短玻璃纤维牢牢铆接在连续玻璃纤维的表面,之后通过另一导辊导引进入浸渍模具;
[0064]
在氮气保护下,将预混料加入双螺杆挤出机的主喂料口,通过双螺杆挤出机(温度
为235℃,螺杆转速为500rpm,真空度为
‑
0.1mpa)熔融混合挤到浸渍模具中进行分流及与铆接超短玻璃纤维后的连续纤维进行熔融浸渍(浸渍温度为240℃),充分浸渍的连续纤维束通过冷却定型装置冷却定型,在牵引和收卷装置带动下进行连续生产,制得连续纤维增强聚丙烯复合材料。
[0065]
对比例1
[0066]
本实施例中连续纤维增强聚丙烯复合材料的制备方法,具体包括下列步骤:
[0067]
将35份聚丙烯树脂(230℃,2016kg,融指在65g/min)、4份马来酸酐接枝聚丙烯、0.2份uv
‑
327、0.2份复配抗氧剂(1010:168=1:2)和0.2份芥酸酰胺一起加入温度为65℃的高混机中进行混合5min,获得预混料;
[0068]
将59份连续玻璃纤维(直径17μm,线密度1200tex)经放纱、导辊导引进入展纱设备进行纤维丝束分散,随后经导辊导引连续进入温度为400℃的高温炉中烘烤5s,之后通过另一导辊导引进入浸渍模具;
[0069]
在氮气保护下,将预混料加入双螺杆挤出机的主喂料口,通过双螺杆挤出机(温度为220℃,螺杆转速为450rpm,真空度为
‑
0.04mpa)熔融混合挤到浸渍模具中进行分流及与连续玻璃纤维进行熔融浸渍(浸渍温度为230℃),充分浸渍的连续纤维束通过冷却定型装置冷却定型,在牵引和收卷装置带动下进行连续生产,制得连续纤维增强聚丙烯复合材料。
[0070]
对比例2
[0071]
本对比例采用同实施例1相同的实施方式,不同之处在于:将超短玻璃纤维附着在连续玻璃纤维方法为连续玻璃纤维经放纱(直径17μm,线密度1200tex)、导辊导引进入展纱设备进行纤维丝束分散,在展纱后段在其表面喷洒铆接超短玻璃纤维悬浊液,使纤维束在分散的同时微米低熔点玻璃粉可以附着在纤维束中,随后经导辊导引连续进入100℃的高温炉中烘烤5s,之后通过另一导辊导引进入浸渍模具。其他均与实施例1相同。
[0072]
对比例3
[0073]
本对比例采用与实施例1相同的实施方式,不同之处在于:
①
铆接超短玻璃纤维悬浊液中采用中熔点玻璃粉(粒径在1
‑
2μm,熔点480
‑
520℃);
②
在将超短玻璃纤维铆接在连续玻璃纤维的步骤中,高温炉温度设定为400℃。
[0074]
其他组成以及步骤均与实施例1相同。
[0075]
测试例
[0076]
将实施例1
‑
2和对比例1
‑
3中制得的连续纤维增强聚丙烯复合材料分别进行横向拉伸强度(垂直玻璃纤维方向)测试,结果见表1。
[0077]
表1连续纤维增强聚丙烯复合材料性能测试结果
[0078][0079]
根据表1中的测试结果可以看出,实施例1和实施例2所制得的聚丙烯复合材料表现出超高的横向拉伸强度。实施例1拉伸强度比对比例1高,说明低熔点玻璃粉对连续纤维的铆接作用明显,使得复合材料横向拉伸强度提高明显;对比例2与对比例3拉伸强度相差不大,且都大于对比例1,但三者都远低于比实施例1的横向拉伸强度,说明在低熔点玻璃粉
未熔融粘连的情况下,超短玻璃纤维与连续玻璃纤维之间虽然存在弱偶联作用,但远远小于熔融粘连的强粘连作用,从而说明实施例1中的横向高拉伸强度来源于低熔点玻璃粉对超短玻璃纤维与连续玻璃纤维的熔融铆接粘连作用。
[0080]
为了进一步体现本发明的技术方案,本发明还进行以下平行实施方案:
[0081]
实施例3
[0082]
本实施例中连续纤维增强聚丙烯复合材料的制备方法,具体包括下列步骤:
[0083]
将36份聚丙烯树脂(230℃,2016kg,融指在50g/min)、4份丙烯酸接枝聚丙烯、0.2份uv
‑
p、0.2份复配抗氧剂(1010:168=1:1.5)和0.2份油酸酰胺一起加入温度为65℃的高混机中进行混合5min,获得预混料;
[0084]
将超短玻璃纤维(长径比8:1,直径8μm)、低熔点玻璃粉(粒径1
‑
2μm)使用3
‑
缩水甘油醚氧基丙基三甲氧基硅烷进行高速(1000r/min)搅拌分散处理45min,其中,3
‑
缩水甘油醚氧基丙基三甲氧基硅烷:低熔点玻璃粉:超短玻璃纤维质量比为0.0001:0.055:1;然后再将处理完的混合粉体加入到水中,以28khz频率超声5min,获得铆接超短玻璃纤维悬浊液,其中,超短玻璃纤维占比为1.5%;
[0085]
将60份连续玻璃纤维(直径17μm,线密度2400tex)经放纱、导辊导引进入展纱设备进行纤维丝束分散,在展纱后段在其表面喷洒2份铆接超短玻璃纤维悬浊液,使纤维束在分散的同时铆接超短玻璃纤维可以附着在纤维束上,随后经导辊导引连续进入温度为420℃的高温炉中烘烤6s,使超短玻璃纤维牢牢铆接在连续玻璃纤维的表面,之后通过另一导辊导引进入浸渍模具;
[0086]
在氮气保护下,将预混料加入双螺杆挤出机的主喂料口,通过双螺杆挤出机(温度为230℃,螺杆转速为450rpm,真空度为
‑
0.04mpa)熔融混合挤到浸渍模具中进行分流及与铆接超短玻璃纤维后的连续纤维进行熔融浸渍(浸渍温度为235℃),充分浸渍的连续纤维束通过冷却定型装置冷却定型,在牵引和收卷装置带动下进行连续生产,制得连续纤维增强聚丙烯复合材料。
[0087]
实施例4
[0088]
本实施例中连续纤维增强聚丙烯复合材料的制备方法,具体包括下列步骤:
[0089]
将36份聚丙烯树脂(230℃,2016kg,融指在70g/min)、5份丙烯酸接枝聚丙烯、0.3份uv
‑
326、0.3份复配抗氧剂(1010:168=1:1.5)和0.2份硬脂酸酰胺一起加入温度为65℃的高混机中进行混合10min,获得预混料;
[0090]
将超短玻璃纤维(长径比15:1,直径12μm)、低熔点玻璃粉(粒径1
‑
2μm)使用3
‑
缩水甘油醚氧基丙基三甲氧基硅烷进行高速(1100r/min)搅拌分散处理50min,其中,3
‑
缩水甘油醚氧基丙基三甲氧基硅烷:低熔点玻璃粉:超短玻璃纤维质量比为0.0001:0.05:1.5;然后再将处理完的混合粉体加入到水中,以28khz频率超声10min,获得铆接超短玻璃纤维悬浊液,其中,超短玻璃纤维占比为1.5%;
[0091]
将60份连续玻璃纤维(直径17μm,线密度2400tex)经放纱、导辊导引进入展纱设备进行纤维丝束分散,在展纱后段在其表面喷洒3份铆接超短玻璃纤维悬浊液,使纤维束在分散的同时铆接超短玻璃纤维可以附着在纤维束上,随后经导辊导引连续进入温度为420℃的高温炉中烘烤10s,使超短玻璃纤维牢牢铆接在连续玻璃纤维的表面,之后通过另一导辊导引进入浸渍模具;
[0092]
在氮气保护下,将预混料加入双螺杆挤出机的主喂料口,通过双螺杆挤出机(温度为235℃,螺杆转速为450rpm,真空度为
‑
0.04mpa)熔融混合挤到浸渍模具中进行分流及与铆接超短玻璃纤维后的连续纤维进行熔融浸渍(浸渍温度为240℃),充分浸渍的连续纤维束通过冷却定型装置冷却定型,在牵引和收卷装置带动下进行连续生产,制得连续纤维增强聚丙烯复合材料。
[0093]
实施例5
[0094]
本实施例采用与实施例1相同的实施方式,不同之处在于:
①
铆接超短玻璃纤维悬浊液中采用中熔点玻璃粉(粒径在1
‑
2μm,熔点480
‑
520℃);
②
在将超短玻璃纤维铆接在连续玻璃纤维的步骤中,高温炉温度设定为520℃。
[0095]
采用与实施例1
‑
2相同的测试方式对实施例3
‑
5中制得的连续纤维增强聚丙烯复合材料进行测试,结果实施例3
‑
5中的横向拉伸强度在55
‑
65mpa,说明在连续玻璃纤维上铆接超短玻璃纤维,能够显著提高连续纤维增强聚丙烯复合材料的横向拉伸强度,显著提高抗横拉能力。
[0096]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0097]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
![一种合成异吲哚并[2,1-b]异喹啉-5(7H)-酮类化合物的方法与流程](http://img.xjishu.com/img/zl/2021/11/19/foyldr6n4.jpg)