1.本发明属于钢铁冶炼技术领域,具体涉及一种气保焊丝钢的生产方法。
背景技术:
2.er70s
‑
6为气体保护焊用钢,在焊接过程中ca氧化后生成的碱性氧化物会增加表面张力,容易在熔滴底端尖部聚集,由于电弧具有亲氧化物特性,使熔滴受力面积减少、受力不均匀,从而使熔滴不稳定,容易出现飞溅,因此降低钢中的ca含量能有效减少焊丝钢的飞溅。
3.在转炉出钢过程钢渣混冲的条件下,高氧化性钢水与加入的石灰系渣料以及部分炉渣充分反应,钢水中的c、si、al都具备还原cao的条件,造成出钢后钢水钙含量就已经很高(10ppm以上),加之精炼环节石灰加入量控制不当,使得精炼过程钙含量仍然得不到有效控制,最终造成钢水成品钙含量超标,造成焊丝钢焊接过程飞溅率偏高,而且不稳定。
4.专利cn108396097 a《一种低ca、低al焊丝钢的冶炼方法》,专利cn103436657a《一种防止焊接飞溅的焊丝钢冶炼工艺》,专利cn 108393614 b《一种高品质焊丝钢盘条及其生产方法》,专利cn109706286 a《一种转炉焊丝钢冶炼过程钙含量的控制方法》以上专利涉及的焊丝钢生产方法,均对钢中钙含量进行了控制。
技术实现要素:
5.本发明解决的技术问题是:提供一种气保焊丝钢的生产方法,降低钢中钙含量,避免焊丝钢使用过程中的飞溅问题。
6.为解决以上问题,本发明提供一种气保焊丝钢的生产方法,包括转炉冶炼、lf精炼工序,所述转炉冶炼工序,出钢过程前期向钢包中加入石英砂,出钢结束向钢包中加入精炼合成渣。
7.进一步的,出钢过程加入石英砂后,钢包中加入硅铁、锰铁合金进行脱氧合金化。
8.进一步的,所述石英砂加入量为1.5~2.5kg/吨钢;所述精炼合成渣,按重量计,包含cao:41%~46%,sio2:43%~48%,al2o3:≤3.0%。
9.进一步的,所述lf精炼工序,控制精炼渣二元碱度在0.8~1.0。
10.进一步的,所述lf精炼工序,精炼处理前期在渣面加入增碳剂进行脱氧造渣泡沫化。
11.进一步的,所述lf精炼工序,在lf炉精炼过程中控制底吹气量在80~150nl/min。
12.进一步的,所述转炉冶炼工序,出钢氧含量控制在600~800ppm,冶炼终点钢液中c≤0.05%。
13.进一步的,钢液精炼所用的钢包在使用前利用硅镇静钢进行涮包。
14.进一步的,钢液在转炉工序完成合金化,lf精炼过程钢液不再补加合金。
15.进一步的,lf精炼终渣组分为cao:30%
‑
40%,sio2:35%
‑
45%,al2o3:<10%,mgo:7
‑
13 ,feo mno: <7.0%,其余为杂质。
16.所述lf终渣二元碱度为cao与 sio2含量的比值。
17.上述lf精炼终渣组分中feo mno,代表feo和mno含量之和。
18.本发明技术方案以及实施方式中,表示钢液成分含量或者渣成分含量的“%”是指“wt%”,即均为重量百分含量。
19.采用上述技术方案所产生的有益效果在于:采用本发明方法生产焊丝钢er70s
‑
6,实现稳定控制钢水钙成分在7ppm以下,并且使成品钙1ppm比例达到60%以上。
20.er70s
‑
6为美国焊接协会aws焊接用钢标准中的钢种牌号。
具体实施方式
21.以下对工艺制定依据进行说明。
22.转炉冶炼工序,出钢过程前期向钢包中加入石英砂,出钢结束向钢包中加入精炼合成渣。
23.出钢前期加入石英砂,保证出钢过程钢包渣为酸性渣,在出钢结束后加入精炼合成渣避免钢流冲击造成的剧烈的钢渣反应,减少渣中cao的还原。
24.钢液精炼所用的钢包在使用前利用硅镇静钢进行涮包。
25.控制钢包使用条件,减少钢包渣带入钙。
26.lf精炼工序,在lf炉精炼过程中控制底吹气量在80~150nl/min。
27.控制精炼过程底吹气量减弱精炼过程渣钢反应。
28.钢液在转炉工序完成合金化,lf精炼过程钢液不再补加合金。
29.转炉配加成分达到要求范围,避免精炼过程大量补加合金造成的氧化钙被还原。
30.下面提供一种具体实施方式:生产气保焊丝钢,生产工艺路线为:铁水脱硫
‑
转炉
→
lf炉
→
方坯连铸机;铁水进行脱硫处理,要求铁水s≤0.012%。钢包生产前需在硅镇静钢上涮包两次。
31.采用顶底复吹转炉,冶炼过程保证透气砖裸露,底吹流量控制在0.8nm3/min,通过转炉底吹强搅拌降低碳氧浓度积,出钢氧含量控制在600
‑
800ppm,出钢温度≥1640
°
,终点碳小于等于0.05%,出钢前期加入1.5~2.5kg/吨钢石英砂,保证出钢过程钢包渣为酸性渣,石英砂加完后依次加入硅铁
‑
低碳锰铁(低碳锰铁c≤0.7%)进行脱氧合金化,配加成分至钢种要求范围,出钢结束后钢包内加入3~5kg/吨钢精炼合成渣,精炼合成渣组分包含cao:41%
‑
46%,sio2:43%
‑
48%,al2o3:≤3.0%。
32.在lf炉精炼过程中控制底吹气量在80
‑
150nl/min,精炼过程加入0.5~1.5kg/吨钢石灰,精炼处理前期在渣面均匀加入3~7kg增碳剂脱氧造渣泡沫化,精炼过程中使用低铝硅铁粉(铝≤0.03%)造渣,避免硅铁粉中的铝还原精炼渣中的钙导致钢水钙含量升高,严禁使用碳化钙造渣,控制精炼渣二元碱度在0.8
‑
1.0,软吹时间控制在8
‑
12min。覆盖剂使用:钢水覆盖剂组分包含cao:33%~43%,sio2:35%~45%,c≤2.0%,al2o3≤2.0%,二元碱度r为0.9
‑
1.0。
33.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
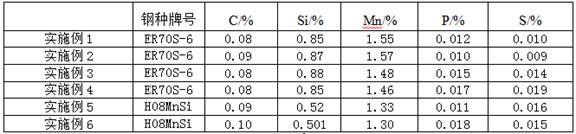
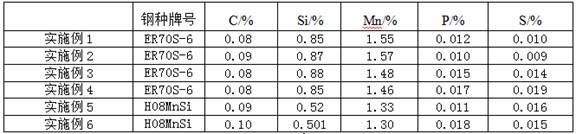
34.实施例1-6实施例1-6按照上述实施方式生产焊丝钢er70s
‑
6与h08mnsi,其化学成分及其重量百分含量范围见表1。转炉出钢氧含量、钢液终点碳含量、转炉出钢石英砂加入量、出钢结束加入的精炼渣的组分及含量见表2。lf底吹流量、终渣二元碱度、lf终渣组分见表3。将生产得到的钢坯轧制成线材,对线材中的钙含量进行检验分析,检验结果见表3 。所述h08mnsi,是国标gb/t 3429
‑
2015《焊接用钢盘条》中的钢种牌号。
35.表1表2表3以上实施例仅用以说明而非限制本发明的技术方案,尽管参照上述实施例对本发明进行了详细说明,本领域的普通技术人员应当理解:依然可以对本发明进行修改或者等同替换,而不脱离本发明的精神和范围的任何修改或局部替换,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。