1.本公开总体上涉及增材制造,更具体地涉及用于粉末床增材制造的系统和方法,并且更具体地涉及用于制造具有组成梯度的物体的粉末床增材制造系统和方法。
背景技术:
2.增材制造,也称为分层制造和3d打印,是一种与减材制造相对的接合材料以制造物体的工艺。增材制造具有从快速原型制造到最终使用产品的制造的广泛应用。在基本水平上,增材制造技术基于以横截面逐层方式构建材料以形成3d物体的概念。增材制造技术的共同之处是,使用3d建模软件(计算机辅助设计或cad)、机器设备和分层材料。一旦产生cad模型,机器设备就从cad文件读取数据,并且使用期望的分层材料的连续层来制造3d物体。
3.增材制造的一个类别是粉末床增材制造。粉末床增材制造采用粉末床以在增材步骤中接合粉末层,从而产生3d物体。在粉末床增材制造中,粉末床中的粉末层接合到物体的下层以对物体添加新的层。新的粉末层沉积在粉末床中和物体的先前形成的层上,并且新的粉末层类似地接合到物体。沉积并接合的过程重复多次,以在物体上产生多个层,从而最终形成物体。
4.增材制造具有优于传统制造技术的某些优点。与传统制造技术不同,增材制造提供增加的设计自由度并且不受几何约束的限制。与传统制造技术相比,增材制造还可以简化和降低与制造物体相关联的成本。然而,增材制造具有一些缺点。例如,在粉末床增材制造中,粉末床中的大量粉末不用于形成物体。这种未使用的粉末或者是造成浪费的材料,或者必须收集并回收。另外,传统的粉末床增材制造技术可能不适于制造具有组成梯度的物体。因此,本领域技术人员继续进行研究和开发努力以提供改进的增材制造技术,例如粉末床增材制造。
技术实现要素:
5.以下是根据本公开的主题的实例的非穷举列表,其可以要求保护或可以不要求保护。
6.在一个实例中,所公开的增材制造物体的方法包括以下步骤:(1)将构建粉末选择性地沉积在物体的构建轮廓的内部以形成粉末层的构建粉末段;以及(2)将支撑粉末选择性地沉积在构建轮廓的外部以形成粉末层的支撑粉末段。根据该方法,构建粉末包括构建粉末组成,支撑粉末包括支撑粉末组成,并且构建粉末组成和支撑粉末组成是不同的。
7.在一个实例中,所公开的增材制造物体的方法包括以下步骤:(1)将构建粉末选择性地沉积在物体的构建轮廓的内部以形成粉末层的构建粉末段;(2)选择性地改变构建粉末的构建粉末组成以在粉末层的构建粉末段内实现粉末梯度;以及(3)将支撑粉末选择性地沉积在构建轮廓的外部以形成粉末层的支撑粉末段。根据该方法,构建粉末包括构建粉末组成,支撑粉末包括支撑粉末组成,并且构建粉末组成和支撑粉末组成是不同的。
8.在一个实例中,所公开的增材制造系统包括粉末沉积设备,其配置为将构建粉末选择性地沉积在构建轮廓的内部以形成粉末层的构建粉末段,并且将支撑粉末选择性地沉积在构建轮廓的外部以形成粉末层的支撑粉末段。构建粉末包括构建粉末组成。支撑粉末包括支撑粉末组成。构建粉末组成和支撑粉末组成是不同的。
9.从以下详细描述、附图和所附权利要求中,所公开的系统和方法的其他实例将变得显而易见。
附图说明
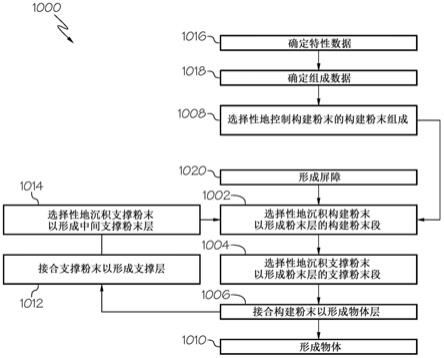
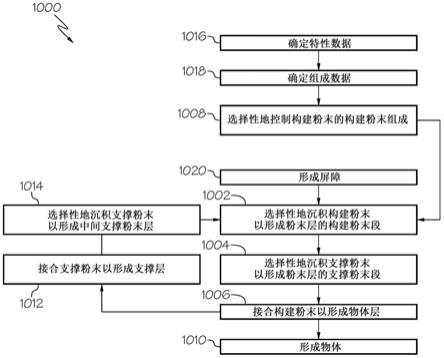
10.图1是增材制造物体的方法的实例的流程图;
11.图2是增材制造系统的实例的示意图,其中粉末层由构建粉末和支撑粉末形成;
12.图3是增材制造系统的实例的示意图,其中物体层由构建粉末形成;
13.图4是增材制造系统的实例的示意图,其中第二粉末层由下方粉末层和物体层上的构建粉末和支撑粉末形成;
14.图5是增材制造系统的实例的示意图,其中物体完全形成;
15.图6是构建轮廓的实例的示意图;
16.图7是粉末层的实例的示意图;
17.图8是在粉末层的构建粉末段之前形成的粉末层的支撑粉末段的实例的示意图;
18.图9是在粉末层的支撑粉末段之前形成的粉末层的构建粉末段的实例的示意图;
19.图10是通过熔化构建粉末而形成的物体层的实例的示意图;
20.图11是通过粘结构建粉末而形成的物体层的实例的示意图;
21.图12是在下方粉末层和物体层上形成的第二粉末层的实例的示意图;
22.图13是在下方物体层上形成的第二物体层的实例的示意图;
23.图14是增材制造系统的粉末喷射器的实例的示意图;
24.图15是增材制造系统的粉末喷射器的实例的示意图;
25.图16是增材制造系统的重涂器的实例的示意图;
26.图17是在粉末层的构建粉末段中形成的粉末梯度的实例的示意图;
27.图18是增材制造系统的粉末喷射器的实例的示意图;
28.图19是在下方粉末层、物体层和支撑层上形成的第二粉末层的实例的示意图;
29.图20是在下方物体层和支撑层上形成的第二物体层的实例的示意图;
30.图21是在下方粉末层、物体层和中间支撑粉末层上形成的第二粉末层的实例的示意图;
31.图22是在下方物体层和中间支撑粉末层上形成的第二物体层的实例的示意图;
32.图23是其中形成有屏障(barrier)的增材制造系统的实例的示意图;
33.图24是粉末层形成于屏障内的增材制造系统的实例的示意图;
34.图25是通过沉积线材而形成的屏障的实例的示意图;
35.图26是形成于屏障内的粉末层的实例的示意图;
36.图27是通过粘结支撑粉末而形成的屏障的实例的示意图;
37.图28是形成于屏障内的粉末层的实例的示意图;
38.图29是飞机制造和维修方法的流程图;以及
39.图30是飞机的实例的示意性框图。
具体实施方式
40.以下详细描述参考附图,该附图示出了本文公开的主题的具体实例。具有不同结构和操作的其他实例不脱离本公开的范围。在不同的附图中,相同的附图标记可以表示相同的特征、元件或部件。
41.下面提供了可以但不是必须要求保护的本文公开的主题的说明性的非穷举性实例。本文对“实例”的引用意味着结合实例描述的一个或多个特征、结构、元件、部件、特性和/或操作步骤包括在本文公开的主题的至少一个方面、实施方式和/或实施方式中。因此,贯穿本公开的短语“一个实例”、“另一实例”、“一个或多个实例”和类似语言可以但不是必须指代相同的实例。此外,表征任何一个实例的主题可以但不是必须包括表征任何其他实例的主题。此外,表征任何一个实例的主题可以但不是必须与表征任何其他实例的主题组合。
42.在以下描述中,阐述了许多具体细节以提供对所公开的概念的充分理解,这些概念可以在没有这些细节中的一些或全部的情况下实践。在其他情况下,已知装置和/或过程的细节已经省略以避免不必要地模糊本公开。虽然将结合具体实例描述一些概念,但是将理解,这些实例并非旨在是限制性的。
43.总体上参考图1至图28,通过实例,本公开涉及增材制造物体100的方法1000和用于增材制造物体100的增材制造系统200。根据一个或多个实例,方法1000利用增材制造系统200。特别地,方法1000和增材制造系统200是用于制造物体100的粉末床增材制造工艺的实施方式。
44.物体100是指使用增材制造系统200和方法1000制造的物体,并且包括通过粉末床增材制造工艺制造的任何物品、零件、部件或其他三维结构。
45.参考图2至图5,根据增材制造系统200和方法1000,在一个或多个实例中,粉末层106形成于粉末床144(图2)中。粉末层106的一部分接合以形成物体100的物体层134(图3)。第二粉末层126形成于粉末床144中并在先前形成的粉末层106和物体层134上方(图4)。第二粉末层126的一部分接合到第二粉末层126下方的物体层134,以向物体100添加新的物体层。此成形和接合过程重复多次以形成多个物体层,并最终产生物体100(图5)。
46.本公开认识到,用于经由粉末床增材制造来制造物体的粉末可能是昂贵的材料,并且期望减少这种粉末的浪费。本公开还认识到,构建轮廓的外部的粉末的一部分没有接合以形成物体的横截面层,并且服务于支撑用于形成物体的横截面层的粉末的一部分的目的。本公开还认识到,回收粉末的未使用部分(粉末的在形成物体时未接合的部分)可能是困难或麻烦的。因此,增材制造系统200和方法1000的一个或多个实例提供选择性地沉积不同类型的粉末以形成粉末层的技术,这导致用于制造物体100的浪费的粉末的减少、成本的减少、循环时间的减少和过程效率的增加。
47.参考图1,方法1000包括将构建粉末102选择性地沉积在物体100的构建轮廓112的内部以形成粉末层106的构建粉末段108的步骤(框1002)。构建粉末102包括适于逐层接合以制造物体100的任何粉末材料。构建粉末102的实例包括但不限于金属粉末、金属合金粉末、陶瓷粉末、聚合物粉末等。
48.方法1000还包括将支撑粉末104选择性地沉积在构建轮廓112的外部以形成粉末层106的支撑粉末段110的步骤(框1004)。支撑粉末104包括适于支撑构建粉末102而不接合到构建粉末102的任何粉末材料。支撑粉末104的实例包括但不限于金属粉末、金属合金粉末、陶瓷粉末、聚合物粉末等。
49.构建粉末102包括构建粉末组成,并且支撑粉末104包括支撑粉末组成。构建粉末组成和支撑粉末组成是不同的。换句话说,构建粉末102和支撑粉末104是不同类型的粉末分层材料。在粉末床144的粉末层106内使用不同类型的粉末材料使得不同的粉末材料能够用于不同的目的。根据方法1000和增材制造系统200,构建粉末102用于形成物体层134,并且支撑粉末104用于提供基础,在形成物体层134期间抵靠该基础而支撑构建粉末102。
50.基于各种因素选择构建粉末102的构建粉末组成,例如但不限于,物体100的期望材料成分、物体100的期望结构特性、物体100的期望功能特性、用于接合构建粉末102以制造物体100的接合工艺的类型等。基于各种因素选择支撑粉末104的支撑粉末组成,例如但不限于,可回收性、成本、用于接合构建粉末102以制造物体100的接合工艺的类型等。
51.在一个或多个实例中,用于构建粉末102的粉末材料的类型还可以基于其他因素,例如但不限于,粉末材料和使用构建粉末102生产的所得部件(例如,物体100)的各向同性;所得部件的如印刷所示的表面粗糙度;粉末材料与不同材料的粘结能力;暴露于各种化学品、燃料和清洁剂的能力;是否必须在惰性环境中储存和/或处理粉末材料;以及其他因素。
52.在一个或多个实例中,用于支撑粉末104的粉末材料的类型也可以基于其他因素,例如但不限于,使材料脱离或溶解的能力;在支撑粉末104上形成的支撑件保持形状、温度能力、刚度的能力;以及其他因素。
53.参考图2至图5和图9,增材制造系统200包括粉末沉积设备202。粉末沉积设备202配置为将构建粉末102选择性地沉积在构建轮廓112的内部以形成粉末层106的构建粉末段108。粉末沉积设备202还配置为将支撑粉末104选择性地沉积在构建轮廓112的外部以形成粉末层106的支撑粉末段110。
54.在一个或多个实例中,增材制造系统200包括构建室260和构建室260中的构建平台262。为了说明的目的,在图2至图5中省略了构建室260的前壁(或前轨道)。提供构建平台262以支撑粉末床144和经由粉末床增材制造工艺制造的物体100(图5)。构建室260为构建平台262提供外围边界。在一个或多个实例中,构建室260为粉末床144提供外围边界。在一个或多个实例中,密封件(未示出)与构建平台262和构建室260接触,以确保构建粉末102和支撑粉末104在物体100的形成期间保持在构建室260中。
55.虽然说明性实例将构建室260和构建平台262描绘为具有横向横截面的正方形形状,但是在其他实例中,构建室260和构建平台262可以具有带有封闭横截面的任何几何形状,例如圆形形状、椭圆形形状、矩形形状等。
56.如图2和图6至图9所示,在一个或多个实例中,粉末沉积设备202将构建粉末102选择性地沉积在构建平台262上的构建轮廓112的内部的第一位置处,以形成粉末层106的构建粉末段108。粉末沉积设备202将支撑粉末104选择性地沉积在构建平台262上的构建轮廓112的外部的第二位置处,以形成粉末层106的支撑粉末段110。
57.在一个或多个实例中,方法1000和增材制造系统200将三维(3d)模型转换成二维(2d)层。方法1000和增材制造系统200利用计算机数字控制(cnc)累积工艺,以根据每个2d
层的预编程的构造形状和粉末沉积设备202的预编程的工具路径(例如,g代码)在第一位置处选择性地沉积构建粉末102并在第二位置处选择性地沉积支撑粉末104。构建轮廓112内部的第一位置对应于3d模型的2d层的构造形状。
58.参考图6,构建轮廓112标记由构建粉末102形成的区域的界限或指代粉末层106的构建粉末段108与支撑粉末段110之间的边界。构建轮廓112可以具有任何二维几何形状。通常,构建轮廓112的二维几何形状近似或等于物体100的相关横截面层(例如,物体层134)的物体轮廓146(图4、图10和图11)。物体轮廓146可以具有任何二维几何形状,并且形成物体100的相关横截面层(例如,物体层134)的外围边界。换句话说,构建轮廓112对应于物体100的相关横截面层的近净形状。
59.参考图1,在一个或多个实例中,根据方法1000,选择性地沉积支撑粉末104的步骤(框1004)在选择性地沉积构建粉末102的步骤(框1002)之前。因此,在一个或多个实例中,粉末沉积设备202配置为在选择性地沉积构建粉末102之前选择性地沉积支撑粉末104,如图7和图8所示。在这些实例中,粉末层106的支撑粉末段110的支撑粉末边界114形成构建轮廓112,并且粉末层106的构建粉末段108的构建粉末边界116邻接粉末层106的支撑粉末段110的支撑粉末边界114。
60.参考图1,在一个或多个实例中,根据方法1000,选择性地沉积构建粉末102的步骤(框1002)在选择性地沉积支撑粉末104的步骤(框1004)之前。因此,在一个或多个实例中,粉末沉积设备202配置为在选择性地沉积支撑粉末104之前选择性地沉积构建粉末102,如图7和图9所示。在这些实例中,粉末层106的构建粉末段108的构建粉末边界116形成构建轮廓112,并且粉末层106的支撑粉末段110的支撑粉末边界114邻接粉末层106的构建粉末段108的构建粉末边界116。
61.在其他实例中,选择性地沉积构建粉末102的步骤(框1002)和选择性地沉积支撑粉末104的步骤(框1004)同时发生。因此,在一个或多个实例中,粉末沉积设备202配置为在选择性地沉积支撑粉末104的同时选择性地沉积构建粉末102。
62.通过将构建粉末102选择性地沉积在构建轮廓112的内部的第一位置处,构建粉末102位于需要形成物体层134(物体100的横截面层)的位置处。类似地,通过将支撑粉末104选择性地沉积在构建轮廓112的外部的第二位置处,支撑粉末104位于当形成物体100的物体层134层时需要支撑构建粉末102的位置处。
63.在一个或多个实例中,物体100由航空航天材料组成,例如金属合金或纤维增强树脂材料。因此,构建粉末102的构建粉末组成包括粉末形式的相同的航空航天材料,其可能相对稀少和/或昂贵。支撑粉末104由更丰富和/或更便宜的粉末形式的材料组成。根据增材制造系统200和方法1000,用于形成粉末层106的构建粉末102的量限于形成物体层134(例如,物体100的横截面层)所需的量,这减少了构建粉末102的浪费的量。支撑粉末104可以容易地回收,因为其将不会在后续使用中用于形成物体。在支撑粉末104不能回收的情况下,与支撑粉末104的浪费量相关联的成本显著低于与构建粉末102的浪费量相关联的成本。
64.参考图1,在一个或多个实例中,方法1000包括接合粉末层106的构建粉末段108的构建粉末102以形成物体层134的步骤(框1006)。因此,如图2至图5、图10和图11所示,在一个或多个实例中,增材制造系统200包括粉末接合设备212。粉末接合设备212配置为接合粉末层106的构建粉末段108的构建粉末102以形成物体层134。
65.参考图1,在一个或多个实例中,根据方法1000,接合粉末层106的构建粉末段108的构建粉末102的步骤(框1006)包括例如使用能量束218熔化构建粉末段108的构建粉末102以形成物体层134的步骤。因此,如图10所示,在一个或多个实例中,粉末接合设备212包括定向能量装置252。定向能量装置252配置为产生能量束218并将能量束218朝向构建粉末102引导。能量束218适于熔化粉末层106的构建粉末段108的构建粉末102以形成物体100的固体横截面层(例如,物体层134)。
66.利用定向能量装置252来熔化构建粉末102的方法1000和增材制造系统200的实例包括直接金属激光烧结(dmls)、直接金属激光熔化(dmlf)、选择性激光烧结(sls)、选择性激光熔化(slf)和电子束熔化(ebm)。在这些工艺中,定向能量装置252(例如,激光束发生器或电子束发生器)用于施加能量束218(例如,激光束或电子束),其将构建粉末102熔化或烧结为材料的固体层。熔化工艺的类型、所使用的定向能量装置252的类型,和/或用于熔化构建粉末102的能量束218的类型可以取决于各种因素,例如但不限于,构建粉末102的构建粉末组成、所制造的物体100等。
67.在一个或多个实例中,构建粉末102的不同粉末材料或不同粉末成分可以具有处理参数。在一个或多个实例中,控制器250(图2至图5)配置为实施或以其他方式执行构建到程序指令(例如,代码)中的迭代过程,该程序指令控制能量束218、定向能量装置252的功率和其他构建参数,并且配置为基于用于构建粉末102的粉末成分的特性、数量和主要熔点来改变处理参数。如本文将更详细描述的,在一个或多个实例中,构建粉末102的构建粉末组成可以在该多个粉末层中的给定一个内变化,例如以在粉末层内产生粉末梯度。例如,形成粉末层106的构建粉末段108的构建粉末102可以包括各种百分比的第一成分和第二成分。当在构建粉末102中存在更多(例如,更大百分比)的第一成分时,熔化构建粉末102所需的功率以及因此温度可以低于当存在更多(例如,更大百分比)的第二成分时。因此,在一个或多个实例中,与成分的不同组成比率相比,接合(例如,熔化和粘结)成分的一个组成比率可能花费更多的功率和更高的温度来构建物体100的横截面层(例如,物体层134)的不同的段。在一个或多个实例中,随着构建粉末102的成分改变,由控制器250和值的查找表迭代处理参数,在该值处参数需要处于特定的已知成分水平。
68.参考图1,在一个或多个实例中,根据方法1000,接合粉末层106的构建粉末段108的构建粉末102的步骤(框1006)包括例如使用粘结剂220粘结构建粉末段108的构建粉末102的步骤。因此,如图11所示,在一个或多个实例中,粉末接合设备212包括粘合剂输送装置254。粘合剂输送装置254配置为将粘合剂220沉积在构建粉末102上。粘合剂220适于粘结粉末层106的构建粉末段108的构建粉末102以形成物体100的固体横截面层(例如,物体层134)。
69.利用粘合剂输送装置254来粘结构建粉末102的方法1000和增材制造系统200的实例包括粘合剂喷射。在此过程中,粘合剂输送装置254(例如,喷墨印刷头)用于施加将构建粉末102粘结到固体材料层中的粘合剂220(例如,粘结剂)。在物体100完全形成之后,将物体包封在支撑粉末104中,并且使其固化并获得强度。在一个或多个实例中,可能需要后处理步骤。例如,物体100可能需要进行热处理以改善机械特性和/或降低孔隙率。
70.参考图2至图5,在一个或多个实例中,构建平台262可相对于粉末沉积设备202和粉末接合设备212移动。在一个或多个实例中,当形成物体100的连续层时,构建平台262在
构建室260内相对于粉末沉积设备202和粉末接合设备212垂直移动(例如,降低)。在一个或多个实例中,构建平台262在粉末层106形成时相对于粉末沉积设备202水平移动和/或在物体层134形成时相对于粉末接合设备212水平移动。在一个或多个实例中,构建平台262在粉末层106形成时相对于粉末沉积设备202围绕垂直轴线旋转和/或在物体层134形成时相对于粉末接合设备212围绕垂直轴线旋转。
71.在一个或多个实例中,增材制造系统200包括构建平台致动器280,其联接到构建平台262并且配置为驱动构建平台262的运动。在一个或多个实例中,构建平台致动器280包括线性致动器或采取线性致动器的形式。在一个或多个实例中,构建平台致动器280包括联接到构建平台262的转盘。
72.在一个或多个实例中,粉末沉积设备202可相对于构建平台262移动。在一个或多个实例中,当形成物体100的连续层时,粉末沉积设备202相对于构建平台262垂直移动(例如,升高)。在一个或多个实例中,粉末沉积设备202在粉末层106形成时相对于构建平台262水平移动。在一个或多个实例中,粉末沉积设备202具有多个自由度以适应多轴运动,用于将构建粉末102和支撑粉末104沉积在构建平台262上的任何位置处。
73.在一个或多个实例中,增材制造系统200包括粉末沉积致动器282,其联接到粉末沉积设备202并且配置为驱动粉末沉积设备202的运动。在一个或多个实例中,粉末沉积致动器282包括线性致动器、机器人致动臂(例如,六轴机器人致动臂)等,或采取线性致动器、机器人致动臂(例如,六轴机器人致动臂)等的形式。
74.在一个或多个实例中,粉末接合设备212可相对于构建平台262移动。在一个或多个实例中,当形成物体100的连续层时,粉末接合设备212相对于构建平台262垂直移动(例如,升高)。在一个或多个实例中,粉末接合设备212在物体层134形成时相对于构建平台262水平移动。在一个或多个实例中,粉末接合设备202具有多个自由度以适应多轴运动,用于在构建平台262上的任何位置接合构建粉末102。
75.在一个或多个实例中,增材制造系统200包括粉末接合致动器284,其联接到粉末接合设备212并且配置为驱动粉末接合设备212的运动。在一个或多个实例中,粉末接合致动器284包括线性致动器、机器人致动臂(例如,六轴机器人致动臂)等,或采取线性致动器、机器人致动臂(例如,六轴机器人致动臂)等的形式。
76.仍参考图2至图5,在一个或多个实例中,增材制造系统200包括控制器250。控制器250经由一个或多个通信线路,例如经由有线通信和/或无线通信,与增材制造系统200的操作部件通信。在一个或多个实例中,控制器250配置为产生命令信号以控制粉末沉积设备202和粉末接合设备212的操作。例如,控制器250根据存储在控制器250中的预定计划(例如,g代码)选择性地控制粉末沉积设备202和粉末接合设备212的操作,以连续地沉积和接合构建粉末102。
77.在一个或多个实例中,控制器250配置为根据存储在控制器250中的构建粉末沉积图案选择性地控制粉末沉积装置202的运动,以将构建粉末102选择性地沉积在构建轮廓112内部的第一位置处,并且将支撑粉末104选择性地沉积在构建轮廓112外部的第二位置处。在一个或多个实例中,控制器250还配置为选择性地调节形成沿着构建粉末沉积图案在不同位置分配的构建粉末102的许多构建粉末成分的组成比率。
78.在一个或多个实例中,增材制造系统200包括电源310。电源310配置为根据需要向
增材制造系统200的部件提供电力。在一个或多个实例中,电源310可以是单个电源,或者可以包括多个一起工作以提供必要的功率输出的电源。或者,该多个电源可以独立地操作并且可以单独地向增材制造系统200的特定部件供应电力。电源310可以是ac或dc电源,或者可以利用ac和dc的组合。
79.在一个或多个实例中,控制器250配置为产生命令信号以控制粉末沉积设备202和粉末接合设备212的操作。如图2和图7至图9所示,在控制器250的指导下,粉末沉积设备202在构建平台262上方横移,从而分配构建粉末102和支撑粉末104以根据存储在控制器250中的存储器中的物体100的三维计算机模型形成粉末层106。如图3、图10和图11所示,在粉末层106沉积在构建平台262上之后,粉末接合设备212启动并在控制器250的指导下在构建平台262上方横移,以接合构建粉末102的选定区域,从而在构建平台262上形成物体层134。在形成物体层134之后,支撑粉末104保持填充在物体层134周围。
80.在一个或多个实例中,在控制器250的指导下,构建平台262向下索引一层厚度。如图4和图12所示,在控制器250的指导下,粉末沉积设备202在构建平台262上方横移,从而分配构建粉末102和支撑粉末104以根据存储在控制器250中的存储器中的物体100的3d计算机模型形成第二粉末层126。如图13所示,在第二粉末层126沉积在构建平台262上之后,粉末接合设备212启动并在控制器250的指导下在构建平台262上方横移,以接合构建粉末102的选定区域,从而在构建平台262上形成第二物体层148并将第二物体层148附接到先前形成的下方物体层134。在第二物体层148形成之后,支撑粉末104保持填充在物体层134和第二物体层148周围。在控制器250的指导下重复该过程,直到完成物体100,如图5所示。
81.参考图1,在一个或多个实例中,根据方法1000,选择性地沉积构建粉末102的步骤(框1002)包括使用粉末喷射器204选择性地排放构建粉末102的步骤。因此,如图2至图5所示,在一个或多个实例中,粉末沉积设备202包括粉末喷射器204。粉末喷射器204配置为选择性地沉积构建粉末102以形成粉末层106的构建粉末段108。
82.在一个或多个实例中,粉末沉积致动器282联接到粉末喷射器204,并且配置为驱动粉末喷射器204相对于构建平台262的运动。在一个或多个实例中,粉末喷射器204相对于构建平台262的位置和运动在控制器250的指导下经由粉末沉积致动器282来控制。在一个或多个实例中,粉末沉积致动器282将粉末喷射器204移动到构建平台262上的第一位置中的每一个以用于沉积构建粉末102。
83.参考图14,在一个或多个实例中,粉末喷射器204包括构建粉末进料器222和喷嘴208。喷嘴208与构建粉末进料器222体积连通,使得构建粉末102从构建粉末进料器222转移到喷嘴208。在一个或多个实例中,喷嘴208经由诸如导管、管等的进料管线264联接到构建粉末进料器222。
84.在一个或多个实例中,构建粉末进料器222是重力进料的,使得构建粉末102通过重力分配。在一个或多个实例中,驱动供应构建粉末进料器222,使得构建粉末102通过推进剂的力或通过致动器的力来分配。
85.构建粉末进料器222配置为保持构建粉末102并将构建粉末102选择性地分配到喷嘴208。在一个或多个实例中,构建粉末进料器222包括构建粉末料斗268和构建粉末调节器270。构建粉末料斗268包括配置为储存和分配构建粉末102的任何合适的结构。构建粉末调节器270配置为例如经由进料管线264将构建粉末102从构建粉末料斗268选择性地分配到
喷嘴208。
86.构建粉末调节器270包括适于选择性地控制从构建粉末料斗268分配的构建粉末102的流动的任何类型的调节器。在一个或多个实例中,构建粉末调节器270配置为选择性地控制从构建粉末料斗268分配的构建粉末102的量。因此,构建粉末调节器270能够基于系统要求向喷嘴208供应构建粉末102。
87.在一个或多个实例中,构建粉末调节器270包括构建粉末阀274。构建粉末阀274配置为调节来自构建粉末料斗268的构建粉末102的流动。构建粉末阀274配置为选择性地打开或选择性地关闭。在一个或多个实例中,构建粉末阀274是蝶阀。
88.在一个或多个实例中,构建粉末调节器270包括构建粉末质量传感器276。构建粉末质量传感器276配置为测量通过构建粉末调节器270的构建粉末102的质量。在一个或多个实例中,构建粉末质量传感器276提供在线测量,使得可以准确地测量通过构建粉末阀274的构建粉末102的量。
89.在一个或多个实例中,可根据需要调节通过构建粉末调节器270的构建粉末102的量。在一个或多个实例中,手动地执行构建粉末调节器270的控制。在一个或多个实例中,例如经由从控制器250(图2至图5)接收的控制信号,自动地执行构建粉末调节器270的控制。
90.在一个或多个实例中,在控制器250的指导下主动地控制构建粉末调节器270,以根据存储在控制器250中的预定计划选择性地分配预定量的构建粉末102。在一个或多个实例中,构建粉末阀274是与控制器250通信并由其控制的电子阀。在一个或多个实例中,构建粉末质量传感器276与控制器250通信。
91.基于多个已知参数和值来确定从构建粉末进料器222分配的构建粉末102的量。在一个或多个实例中,将从构建粉末进料器222分配的构建粉末102的量基于形成粉末层106的构建粉末段108所需的构建粉末102的体积和构建粉末102的密度。
92.在一个或多个实例中,将从构建粉末进料器222分配的构建粉末102的量基于将由构建粉末102覆盖的选定区域(例如,在第一位置中的选定的一个处)、粉末层106的层厚度(t)、构建粉末102的平均颗粒尺寸、以及构建粉末102的平均颗粒密度。根据这些参数,可确定在第一位置中的给定的一个处形成构建粉末段108或构建粉末段108的选定部分所需的构建粉末102的质量。一旦如由构建粉末质量传感器276测量的,从构建粉末料斗268分配预定质量的构建粉末102,就在控制器250的指导下选择性地关闭构建粉末阀274。
93.在一个或多个实例中,粉末喷射器204包括排放调节器286。排放调节器286配置为将构建粉末102选择性地输送到喷嘴208或通过喷嘴208。在一个或多个实例中,排放调节器286配置为选择性地控制构建粉末102通过喷嘴208输送的速率。因此,排放调节器286能够基于系统要求通过喷嘴208输送构建粉末102。
94.在一个或多个实例中,排放调节器286包括排放阀288。排放阀288配置为调节构建粉末102到喷嘴208或通过喷嘴208的流动。排放阀288配置为选择性地打开、选择性地关闭或选择性地部分打开。在一个或多个实例中,排放阀288是蝶阀。在一个或多个实例中,排放阀288结合在喷嘴208中。
95.在一个或多个实例中,排放调节器286包括质量流传感器278。质量流传感器278配置为测量通过排放调节器286的构建粉末102的质量流速。在一个或多个实例中,质量流传感器278提供在线测量,使得可以准确地测量通过排放阀288的构建粉末102的流速。
96.在一个或多个实例中,可根据需要调节构建粉末102的流速。在一个或多个实例中,手动地执行排放调节器286的控制。在一个或多个实例中,自动地执行排放调节器286的控制,例如经由从控制器250(图2至图5)接收的控制信号。
97.在一个或多个实例中,排放调节器286由控制器250主动地控制,以根据存储在控制器250中的预定计划以预定流速选择性地分配构建粉末102。在一个或多个实例中,排放阀288是与控制器250通信并由其控制的电子阀。在一个或多个实例中,质量流传感器278与控制器250通信。
98.基于多个已知参数和值来确定通过喷嘴208输送并因此从喷嘴208排放的构建粉末102的流速。在一个或多个实例中,将从喷嘴208排放的构建粉末102的流速基于形成粉末层106的构建粉末段108所需的构建粉末102的体积、构建粉末102的密度、喷嘴208的尺寸、以及持续时间。
99.在一个或多个实例中,将从喷嘴208排放的构建粉末102的流速基于将由构建粉末102覆盖的选定面积(例如,在第一位置中的选定的一个处)、粉末层106的层厚度(t)、构建粉末102的平均颗粒尺寸、构建粉末102的平均颗粒密度、喷嘴208的出口孔的体积、以及形成构建粉末段108所需的时间。根据这些参数,可确定在第一位置中的给定的一个处形成构建粉末段108或构建粉末段108的选定部分所需的构建粉末102的质量流速。在从喷嘴208排放构建粉末102期间,控制器250监测由质量流传感器278测量的构建粉末102的质量流速。当构建粉末102的测量的质量流速偏离构建粉末102的预定质量流速时,排放阀288在控制器250的指导下选择性地部分打开或选择性地部分关闭,例如,以调节喷嘴208的出口孔的体积,使得构建粉末102的测量的质量流速和构建粉末102的预定质量流速相等或在容许公差内。
100.在一个或多个实例中,喷嘴208配置为选择性地排放构建粉末102并将构建粉末102朝向构建平台262引导。在一个或多个实例中,喷嘴208相对于构建平台262的位置和运动在控制器250的指导下经由粉末沉积致动器282(图2至图5)来控制。在一个或多个实例中,粉末沉积致动器282将喷嘴208移动到构建平台262上的第一位置中的每一个,并且移动到喷嘴208与构建平台262之间的选定(例如,期望)距离,以用于排放构建粉末102。在一个或多个实例中,喷嘴208在控制器250的指导下保持在第一位置中的选定的一个处并且在选定的距离处保持预定时间,以用于排放构建粉末102,从而在第一位置中的选定的一个处形成粉末层106的构建粉末段108或构建粉末段108的选定部分。
101.参考图1,在一个或多个实例中,根据方法1000,选择性地沉积支撑粉末104的步骤(框1004)包括使用粉末喷射器204选择性地排放支撑粉末104的步骤。因此,如图2至图5所示,在一个或多个实例中,粉末喷射器204配置为选择性地沉积支撑粉末104以形成粉末层106的支撑粉末段110。在一个或多个实例中,粉末沉积致动器282将粉末喷射器204移动到构建平台262上的第二位置中的每一个以用于排放支撑粉末104。
102.参考图15,在一个或多个实例中,粉末喷射器204包括支撑粉末进料器224。在一个或多个实例中,喷嘴208与支撑粉末进料器224体积连通,使得支撑粉末104从支撑粉末进料器224转移到喷嘴208。在一个或多个实例中,喷嘴208经由进料管线264联接到支撑粉末进料器224并且配置为选择性地排放支撑粉末104。
103.在一个或多个实例中,支撑粉末进料器224是重力进料的,使得支撑粉末104通过
重力分配。在一个或多个实例中,支撑粉末进料器224被驱动进料,使得支撑粉末104通过推进剂的力或通过致动器的力来分配。
104.支撑粉末进料器224配置为保持支撑粉末104并且将支撑粉末104选择性地分配到喷嘴208。在一个或多个实例中,支撑粉末进料器224包括支撑粉末料斗296和支撑粉末调节器298。支撑粉末料斗296包括配置为储存和分配支撑粉末104的任何合适的结构。支撑粉末调节器298配置为例如经由进料管线264将支撑粉末104从支撑粉末料斗296选择性地分配到喷嘴208。
105.支撑粉末调节器298包括适于选择性地控制从支撑粉末料斗296分配的支撑粉末104的流动的任何类型的调节器。在一个或多个实例中,支撑粉末调节器298配置为选择性地控制从支撑粉末料斗296分配的支撑粉末104的量。因此,支撑粉末调节器298能够基于系统要求向喷嘴208供应支撑粉末104。
106.在一个或多个实例中,支撑粉末调节器298包括支撑粉末阀300。支撑粉末阀300配置为调节来自支撑粉末料斗296的支撑粉末104的流动。支撑粉末阀300配置为选择性地打开或选择性地关闭。在一个或多个实例中,支撑粉末阀300是蝶阀。
107.在一个或多个实例中,支撑粉末调节器298包括支撑粉末质量传感器302。支撑粉末质量传感器302配置为测量通过支撑粉末调节器298的支撑粉末104的质量。在一个或多个实例中,支撑粉末质量传感器302提供在线测量,使得可以准确地测量通过支撑粉末阀300的支撑粉末104的量。
108.在一个或多个实例中,可以根据需要调节通过支撑粉末调节器298的支撑粉末104的量。在一个或多个实例中,手动地执行支撑粉末调节器298的控制。在一个或多个实例中,自动地执行支撑粉末调节器298的控制,例如经由从控制器250(图2至图5)接收的控制信号。
109.在一个或多个实例中,在控制器250的指导下主动地控制支撑粉末调节器298以根据存储在控制器250中的预定计划选择性地分配预定量的支撑粉末104。在一个或多个实例中,支撑粉末阀300是与控制器250通信并由其控制的电子阀。在一个或多个实例中,支撑粉末质量传感器302与控制器250通信。
110.从支撑粉末进料器224分配的支撑粉末104的量基于多个已知参数和值来确定。在一个或多个实例中,将从支撑粉末进料器224分配的支撑粉末104的量基于形成粉末层106的支撑粉末段110所需的支撑粉末104的体积和支撑粉末104的密度。
111.在一个或多个实例中,将从支撑粉末进料器224分配的支撑粉末104的量基于将由支撑粉末104覆盖的选定区域(例如,在第二位置中的选定的一个处)、粉末层106的层厚度(t)、支撑粉末104的平均颗粒尺寸、以及支撑粉末104的平均颗粒密度。根据这些参数,可确定在第二位置中的给定的一个处形成支撑粉末段110或支撑粉末段110的选定部分所需的支撑粉末104的质量。一旦如由支撑粉末质量传感器302测量的,从支撑粉末料斗296分配预定质量的支撑粉末104,支撑粉末阀300就在控制器250的指导下选择性地关闭。
112.在一个或多个实例中,排放调节器286配置为将支撑粉末104选择性地输送到喷嘴208或通过喷嘴208。在一个或多个实例中,排放调节器286配置为选择性地控制支撑粉末104通过喷嘴208输送的速率。因此,排放调节器286能够基于系统要求通过喷嘴208输送支撑粉末104。
113.在一个或多个实例中,排放阀288配置为调节支撑粉末104到喷嘴208或通过喷嘴208的流动。在一个或多个实例中,质量流传感器278配置为测量通过排放调节器286的支撑粉末104的质量流速。在一个或多个实例中,质量流传感器278提供在线测量,使得可以准确地测量通过排放阀288的支撑粉末104的流速。在一个或多个实例中,可根据需要调节支撑粉末104的流速。
114.在一个或多个实例中,排放调节器286由控制器250主动地控制,以根据存储在控制器250中的预定计划以预定流速选择性地分配支撑粉末104。基于多个已知参数和值来确定通过喷嘴208输送并且因此从喷嘴208排放的支撑粉末104的流速。在一个或多个实例中,将从喷嘴208排放的支撑粉末104的流速基于形成粉末层106的支撑粉末段110所需的支撑粉末104的体积、支撑粉末104的密度、喷嘴208的尺寸、以及持续时间。
115.在一个或多个实例中,将从喷嘴208排放的支撑粉末104的流速基于将由支撑粉末104覆盖的选定面积(例如,在第二位置中的选定的一个处)、粉末层106的层厚度(t)、支撑粉末104的平均颗粒尺寸、支撑粉末104的平均颗粒密度、喷嘴208的出口孔的体积、以及形成支撑粉末段110所需的时间。根据这些参数,可确定在第二位置中的给定一个处形成支撑粉末段110或支撑粉末段110的选定部分所需的支撑粉末104的质量流速。在从喷嘴208排放支撑粉末104期间,控制器250监测由质量流传感器278测量的支撑粉末104的质量流速。当支撑粉末104的测量的质量流速偏离支撑粉末104的预定质量流速时,排放阀288在控制器250的指导下选择性地部分打开或选择性地部分关闭,例如,以调节喷嘴208的出口孔的体积,使得支撑粉末104的测量的质量流速和支撑粉末104的预定质量流速相等或在预定公差内。
116.在一个或多个实例中,喷嘴208配置为选择性地排放支撑粉末104并且将支撑粉末104朝向构建平台262引导。在一个或多个实例中,喷嘴208相对于构建平台262的位置和运动在控制器250的指导下经由粉末沉积致动器282(图2至图5)来控制。在一个或多个实例中,粉末沉积致动器282将喷嘴208移动到构建平台262上的第二位置中的每一个,并且移动到喷嘴208与构建平台262之间的选定(例如,期望)距离,以用于排放支撑粉末104。在一个或多个实例中,喷嘴208在控制器250的指导下保持在第二位置中的选定的一个处并且在选定的距离处保持预定时间,以用于排放支撑粉末104,从而在第二位置中的选定的一个处形成粉末层106的支撑粉末段110或支撑粉末段110的选定部分。
117.喷嘴208是配置为排放固体粉末材料的任何合适的粉末输送喷嘴。在一个或多个实例中,喷嘴208是单孔喷嘴。喷嘴208配置为提供构建粉末102在构建轮廓112内部的第一位置处的准确且精确的放置。在一个或多个实例中,喷嘴208配置为提供支撑粉末104在构建轮廓112外部的第二位置处的准确且精确的放置。
118.构建粉末102以合适的速度从喷嘴208排放,以使得能够准确且精确地放置构建粉末102,从而形成粉末层106的构建粉末段108。支撑粉末104以合适的速度从喷嘴208排放,以使得能够准确且精确地放置支撑粉末104,从而形成粉末层106的支撑粉末段110。在一个或多个实例中,喷嘴208是重力进料的,使得构建粉末102或支撑粉末104通过重力从喷嘴208排放。在一个或多个实例中,喷嘴208被驱动进料,使得构建粉末102或支撑粉末104通过推进剂的力或通过致动器的力从喷嘴208排放。
119.在一个或多个实例中,粉末喷射器204包括罐290。罐290包括配置为容纳气体推进
剂294的任何合适的结构。气体推进剂294是加压气体,其用作通过进料管线264的推进剂,用于从喷嘴208排放构建粉末102或支撑粉末104。在一个或多个实例中,粉末喷射器204包括推进剂调节器292。推进剂调节器292配置为将气体推进剂294从罐290经由进料管线264供应到喷嘴208。
120.推进剂调节器292包括将流体的输出压力或流量控制到期望值的任何压力或流量调节器。作为一个实例,推进调节器292包括阀。在一个或多个实例中,推进调节器292的输出压力或流量可基于从控制器250接收的命令信号来调节。
121.在一个或多个实例中,气体推进剂294是适于推进固体粉末材料(例如,构建粉末102和支撑粉末104)的任何气体推进剂。作为一个实例,气体推进剂是惰性气体推进剂。通过选择气体推进剂作为惰性气体推进剂,可以最小化或避免粉末材料与气体推进剂之间的化学反应。作为实例,气体推进剂是氩、氦和氮中的至少一种。
122.在说明性实例中,粉末喷射器204使用与构建粉末进料器222和支撑粉末进料器224两者相关联并且由其共享的一个喷嘴(例如,喷嘴208)和一个调节器(例如,排放调节器286),以选择性地沉积构建粉末102和支撑粉末104。然而,在其他实例中,粉末喷射器204可以包括多于一个喷嘴和/或多于一个调节器,其中每个喷嘴和调节器与构建粉末进料器222或支撑粉末进料器224中的一个相关联或专用于这一个,以选择性地沉积构建粉末102和支撑粉末104。
123.因此,粉末喷射器204的使用提供了构建粉末102在第一位置处的准确且精确的放置以形成粉末层106的构建粉末段108,并且提供了支撑粉末104在第二位置处的准确且精确的放置以形成具有均匀结果的粉末层106的支撑粉末段110。在一个或多个实例中,这种放置消除了对于跨构建平台262散布或分布构建粉末102或支撑粉末104的辅助步骤的需要,例如通过粉末散布装置(例如,擦拭器或辊),这提高了处理效率。
124.参考图1,在一个或多个实例中,根据方法1000,选择性地沉积支撑粉末104的步骤(框1004)包括使用重涂器(recoater)206选择性地排放支撑粉末104的步骤。因此,如图2至图5所示,在一个或多个实例中,粉末沉积设备202包括重涂器206。重涂器206配置为选择性地沉积支撑粉末104以形成粉末层106的支撑粉末段110。
125.重涂器206能够以与粉末喷射器204相比更快的沉积速率将支撑粉末104选择性地沉积在构建轮廓112外部的第二位置处。因此,使用重涂器206来沉积支撑粉末104减少了每层处理时间。增加支撑粉末104的沉积速度对于其中每个粉末层的大部分由支撑粉末104形成的应用是特别有利的。
126.在一个或多个实例中,选择性地沉积支撑粉末104的步骤(框1004)包括使用重涂器206选择性地排放支撑粉末104以形成粉末层106的支撑粉末段110的第一部分的步骤和使用粉末喷射器204选择性地排放支撑粉末104以形成粉末层106的支撑粉末段110的第二部分的步骤。例如,重涂器206可以将支撑粉末104沉积在更远离构建轮廓112的相对较大的区域上,并且粉末喷射器204可以将支撑粉末104沉积在更靠近构建轮廓112的相对较小的区域上,其中对粉末沉积的更精细控制是有益的。
127.在一个或多个实例中,粉末沉积致动器282联接到重涂器206,并且配置为驱动重涂器206相对于构建平台262的运动。重涂器206相对于构建平台262的位置和运动在控制器250的指导下经由粉末沉积致动器282来控制。在一个或多个实例中,粉末沉积致动器282使
重涂器206线性地移动穿过构建平台262,以在构建平台262上的第二位置中的每一个处排放支撑粉末104。
128.参考图16,在一个或多个实例中,重涂器206包括支撑粉末进料器224和辊210。支撑粉末进料器224配置为将支撑粉末104选择性地分配到辊210。在一个或多个实例中,以与如上所述类似的方式,通过支撑粉末调节器298控制支撑粉末104从支撑粉末进料器224到辊210的流动。
129.辊210配置为从支撑粉末进料器224收集支撑粉末104,并且将支撑粉末104选择性地排放在构建平台262上的构建轮廓112外部的第二位置处,以形成粉末层106的支撑粉末段110。在一个或多个实例中,辊210具有带有圆柱形形状的表面306,并且配置为在排放支撑粉末104的同时围绕圆柱轴线旋转。
130.在一个或多个实例中,使用分布在表面306上的粘附力将支撑粉末104选择性地保持在辊210的表面306上。通过释放粘附,将支撑粉末104选择性地从表面306分离。当辊210横穿构建平台262时,将支撑粉末104的分离颗粒选择性地沉积在构建平台262上的构建轮廓112外部的第二位置处,以形成粉末层106的支撑粉末段110。
131.在一个或多个实例中,重涂器206包括粘附机构304。在一个或多个实例中,粘附机构304位于辊210中或作为其一部分。粘附机构304配置为在控制器250的指导下产生具有垂直于表面306的分量的粘附力。支撑粉末进料器224将支撑粉末104沉积在辊210的表面306上。粘附力在径向向内方向上作用,以将支撑粉末104保持在表面306上。
132.在一个或多个实例中,粘附机构304还配置为在控制器250的指导下选择性地脱离或释放粘附力,使得支撑粉末104与表面306分离。替代地或另外地,在一个或多个实例中,重涂器206包括弹射机构308。在一个或多个实例中,弹射机构308位于辊210中或者是其一部分。弹射机构308配置为产生弹射力,该弹射力具有垂直于表面306的分量,并且在控制器250的指导下在径向向外方向上作用。该弹射力克服并且局部破坏表面306与支撑粉末104之间的粘附力,以使支撑粉末104选择性地与表面306分离。
133.在一个或多个实例中,粘附机构304配置为在支撑粉末104在控制器250的指导下沉积在表面306上时将支撑粉末104选择性地附接到辊210的表面306的选定部分。表面306的选定部分对应于构建平台262上被辊210横穿的第二位置中的一些。因此,当辊210横穿构建平台262时,通过去除粘附力或产生弹射力中的至少一种,使位于表面306上的支撑粉末104的整体与表面306分离。
134.或者,在一个或多个实例中,粘附机构304配置为在支撑粉末104沉积在辊的表面306上时将支撑粉末104附接到表面306的整体。粘附机构304和/或弹射机构308配置为当辊210横穿构建平台262时,将支撑粉末104选择性地从表面306的与构建平台262上的第二位置中的一些对应的选定部分分离。因此,当辊210横穿构建平台262时,通过去除粘附力或产生弹射力中的至少一种,使位于表面306上的支撑粉末104的选定部分与表面306分离。
135.在一个或多个实例中,通过粘附机构304选择性地启动和可选地选择性地禁用以将支撑粉末104附接到辊210的表面306的粘附力是磁力、静电力、范德华力、来自真空的负压力、来自气流的正压力等中的至少一种。类似地,这些相同的力可用于由弹射机构308选择性地启动和选择性地禁用的弹射力,以将支撑粉末104从辊210的表面306分离。如上所述,这些力可以是局部的,仅对应于辊210的表面306的某些部分,或者可以是分布的,对应
于辊210的整个表面306。
136.参考图1,在一个或多个实例中,方法1000包括选择性地控制构建粉末102的构建粉末组成的步骤(框1008)。因此,在一个或多个实例中,粉末喷射器204配置为选择性地控制构建粉末102的构建粉末组成。
137.在一个或多个实例中,根据方法1000,选择性地控制构建粉末102的构建粉末组成的步骤(框1008)和选择性地沉积构建粉末102的步骤(框1002)同时发生。例如,构建粉末进料器222配置为在控制器250的指导下选择性地控制在构建粉末102从喷嘴208排放的同时分配到喷嘴208的构建粉末102的构建粉末组成。因此,当粉末喷射器204相对于构建平台262移动时,可实时控制构建粉末102的构建粉末组成,以将构建粉末102沉积在构建轮廓112内的第一位置处,从而形成粉末层106的构建粉末段108。构建粉末102的构建粉末组成的这种实时控制提高了处理效率并减少了周期时间。
138.本公开认识到提供在一个或多个轴向方向上具有组成梯度的物体是有利的。本公开还认识到,使用传统制造技术可能难以形成具有组成梯度的物体。增材制造系统200和方法1000的一个或多个实例提供了在一个或多个粉末层中选择性地沉积粉末梯度的技术,这导致物体100具有可基于物体100内的期望物理特性、化学特性、电特性、热特性和/或磁特性来定制的组成梯度。
139.参考图1,在一个或多个实例中,选择性地控制构建粉末102的构建粉末组成的步骤(框1008)包括选择性地改变构建粉末102的构建粉末组成以在粉末层106的构建粉末段108内实现粉末梯度152(图17)的步骤。在一个或多个实例中,构建粉末102包括构建粉末第一成分122和构建粉末第二成分124的混合物(图18)。根据方法1000,选择性地控制构建粉末102的构建粉末组成的步骤(框1008)包括选择性地控制粉末层106的构建粉末段108中的构建粉末第一成分122和构建粉末第二成分124的组成比率的步骤。
140.图17示出了在粉末层106的实例的构建粉末段108中形成粉末梯度152的构建粉末102的构建粉末第一成分122的百分比与构建粉末第二成分124的百分比的组成比率的实例。在粉末梯度152的说明性实例中,粉末层106的构建粉末段108的第一部分包括具有第一构建粉末组成的构建粉末102,例如,其包括100%的构建粉末第二成分124和0%的构建粉末第一成分122。构建粉末段108的第二部分包括具有第二构建粉末组成的构建粉末102,例如,其包括0%的构建粉末第二成分124和100%的构建粉末第一成分122。第一段和第二段之间的构建粉末段108的梯度部分形成在一个轴向方向上在第一构建粉末组成和第二构建粉末组成之间过渡的组成梯度区域。
141.构建粉末第一成分122和构建粉末第二成分124的分布不限于所示的实例。在其他实例中,粉末梯度152可以在一个或多个轴向方向上具有任何其他组成分布。因此,通过接合具有粉末梯度152的粉末层106的构建粉末段108的构建粉末102而形成的物体层134包括对应于粉末梯度152的在一个或多个轴向方向上的组成梯度。另外,在各种实例中,粉末梯度152由任何数量(例如,两个或更多个)的构建粉末成分的百分比的组成比率形成。
142.该说明性实例描绘了多个连续粉末层中的一个粉末层,该多个连续粉末层接合以形成物体100的多个物体层。在一个或多个实例中,该多个粉末层中的每一个的粉末梯度152是相同的,使得物体100的成分在其整个厚度上基本上相同。在这些实例中,物体100可以具有沿着x轴和/或y轴的组成梯度。在一个或多个实例中,该多个粉末层中的一个或多个
的粉末梯度152是不同的,使得物体100的成分在其整个厚度上变化。在这些实例中,物体100可以具有沿着x轴和/或y轴和z轴的组成梯度。
143.在一个或多个实例中,每一个粉末层的构建粉末段108仅由一种构建粉末成分构成,然而,构建粉末成分在连续粉末层之间变化。在这些实例中,物体100可以具有沿着z轴的组成梯度。
144.参考图18,在一个或多个实例中,粉末喷射器204配置为选择性地改变构建粉末102的构建粉末组成,以在粉末层106的构建粉末段108内实现粉末梯度152。在一个或多个实例中,构建粉末进料器222包括构建粉末第一成分进料器226和构建粉末第二成分进料器228。构建粉末第一成分进料器226配置为选择性地分配构建粉末第一成分122。构建粉末第二成分进料器228配置为选择性地分配构建粉末第二成分124。
145.构建粉末进料器222还包括混合器230。混合器230与构建粉末第一成分进料器226和构建粉末第二成分进料器228体积连通,使得构建粉末第一成分122和构建粉末第二成分124转移到混合器230。在一个或多个实例中,混合器230经由进料管线264联接到构建粉末第一成分进料器226和构建粉末第二成分进料器228。混合器230配置为将构建粉末第一成分122和构建粉末第二成分124混合在一起以形成具有预定构建粉末组成的构建粉末102。混合器230还配置为容纳构建粉末102并将构建粉末102选择性地分配到喷嘴208。
146.在一个或多个实例中,根据方法1000,选择性地控制构建粉末第一成分122和构建粉末第二成分124的组成比率的步骤(框1008)包括选择性地分配第一质量的构建粉末第一成分122的步骤和选择性地分配第二质量的构建粉末第二成分124的步骤。选择性地分配预定质量的构建粉末第一成分122和构建粉末第二成分124中的每一个提供具有预定(例如,期望)的构建粉末组成的构建粉末102。
147.在一个或多个实例中,构建粉末第一成分进料器226和构建粉末第二成分进料器228被重力进料,使得构建粉末第一成分122和构建粉末第二成分124通过重力分配。在一个或多个实例中,构建粉末第一成分进料器226和构建粉末第二成分进料器228被驱动进料,使得通过推进剂的力或通过致动器的力来分配构建粉末第一成分122和构建粉末第二成分124。
148.构建粉末第一成分进料器226配置为保持构建粉末第一成分122并且将构建粉末第一成分122选择性地分配到混合器230。在一个或多个实例中,构建粉末第一成分进料器226包括构建粉末第一成分料斗312和构建粉末第一成分调节器232。构建粉末第一成分料斗312包括配置为储存和分配构建粉末第一成分122的任何合适的结构。构建粉末第一成分调节器232配置为将构建粉末第一成分122例如经由进料管线264从构建粉末第一成分料斗312选择性地分配到混合器230。
149.构建粉末第一成分调节器232包括适于选择性地控制从构建粉末第一成分料斗312分配的构建粉末第一成分122的流动的任何类型的调节器。在一个或多个实例中,构建粉末第一成分调节器232配置为选择性地控制从构建粉末第一成分料斗312分配的构建粉末第一成分122的量。因此,构建粉末第一成分调节器232能够基于系统要求向混合器230供应构建粉末第一成分122。
150.在一个或多个实例中,构建粉末第一成分调节器232包括构建粉末第一成分阀236。构建粉末第一成分阀236配置为调节来自构建粉末第一成分料斗312的构建粉末第一
成分122的流动。构建粉末第一成分阀236配置为选择性地打开或选择性地关闭。在一个或多个实例中,构建粉末第一成分阀236是蝶阀。
151.在一个或多个实例中,构建粉末第一成分调节器232包括构建粉末第一成分质量传感器238。构建粉末第一成分质量传感器238配置为测量第一质量的通过构建粉末第一成分调节器232的构建粉末第一成分122。在一个或多个实例中,构建粉末第一成分质量传感器238提供在线测量,使得可以准确地测量通过构建粉末第一成分阀236的构建粉末第一成分122的量。
152.在一个或多个实例中,可根据需要调节通过构建粉末第一成分调节器232的构建粉末第一成分122的量。在一个或多个实例中,手动地执行构建粉末第一成分调节器232的控制。在一个或多个实例中,自动地执行构建粉末第一成分调节器232的控制,例如经由从控制器250(图2至图5)接收的控制信号。
153.在一个或多个实例中,在控制器250的指导下主动地控制构建粉末第一成分调节器232,以根据存储在控制器250中的预定计划选择性地分配预定量的构建粉末第一成分122。在一个或多个实例中,构建粉末第一成分阀236是与控制器250通信并由其控制的电子阀。在一个或多个实例中,构建粉末第一成分质量传感器238与控制器250通信。
154.从构建粉末第一成分进料器226分配的构建粉末第一成分122的量基于多个已知参数和值来确定。在一个或多个实例中,将从构建粉末第一成分进料器226分配的构建粉末第一成分122的量基于形成粉末层106的构建粉末段108所需的构建粉末第一成分122的体积和构建粉末第一成分122的密度。
155.在一个或多个实例中,将从构建粉末第一成分进料器226分配的构建粉末第一成分122的量基于将由构建粉末102覆盖的选定区域(例如,在第一位置中的选定的一个处)、粉末层106的层厚度(t)、构建粉末第一成分122的平均颗粒尺寸、构建粉末第一成分122的平均颗粒密度、以及构建粉末102中的构建粉末第一成分122的百分比组成。根据这些参数,可确定在第一位置中的给定的一个处形成构建粉末段108或构建粉末段108的选定部分所需的构建粉末第一成分122的第一质量。一旦如由构建粉末第一成分质量传感器238测量的,从构建粉末第一成分料斗312分配预定第一质量的构建粉末第一成分122,就在控制器250的指导下选择性地关闭构建粉末第一成分阀236。
156.构建粉末第二成分进料器228配置为保持构建粉末第二成分124并且将构建粉末第二成分124选择性地分配到混合器230。在一个或多个实例中,构建粉末第二成分进料器228包括构建粉末第二成分料斗314和构建粉末第二成分调节器234。构建粉末第二组成料斗314包括配置为储存和分配构建粉末第二组成124的任何合适的结构。构建粉末第二成分调节器234配置为将构建粉末第二成分124例如经由进料管线264从构建粉末第二成分料斗314选择性地分配到混合器230。
157.构建粉末第二成分调节器234包括适于选择性地控制从构建粉末第二成分料斗314分配的构建粉末第二成分124的流动的任何类型的调节器。在一个或多个实例中,构建粉末第二成分调节器234配置为选择性地控制从构建粉末第二成分料斗314分配的构建粉末第二成分124的量。因此,构建粉末第二成分调节器234能够基于系统要求向混合器230供应构建粉末第二成分124。
158.在一个或多个实例中,构建粉末第二成分调节器234包括构建粉末第二成分阀
244。构建粉末第二成分阀244配置为调节来自构建粉末第二成分料斗314的构建粉末第二成分124的流动。构建粉末第二成分阀244配置为选择性地打开或选择性地关闭。在一个或多个实例中,构建粉末第二成分阀244是蝶阀。
159.在一个或多个实例中,构建粉末第二成分调节器234包括构建粉末第二成分质量传感器246。构建粉末第二成分质量传感器246配置为测量第二质量的通过构建粉末第二成分调节器234的构建粉末第二成分124。在一个或多个实例中,构建粉末第二成分质量传感器246提供在线测量,使得可以准确地测量通过构建粉末第二成分阀244的构建粉末第二成分124的量。
160.在一个或多个实例中,可根据需要调节通过构建粉末第二成分调节器234的构建粉末第二成分124的量。在一个或多个实例中,手动地执行构建粉末第二成分调节器234的控制。在一个或多个实例中,自动地执行构建粉末第二成分调节器234的控制,例如经由从控制器250(图2至图5)接收的控制信号。
161.在一个或多个实例中,在控制器250的指导下主动地控制构建粉末第二成分调节器234,以根据存储在控制器250中的预定计划选择性地分配预定量的构建粉末第二成分124。在一个或多个实例中,构建粉末第二成分阀244是与控制器250通信并由其控制的电子阀。在一个或多个实例中,构建粉末第二成分质量传感器246与控制器250通信。
162.从构建粉末第二成分进料器228分配的构建粉末第二成分124的量基于多个已知参数和值来确定。在一个或多个实例中,将从构建粉末第二成分进料器228分配的构建粉末第二成分124的量基于形成粉末层106的构建粉末段108所需的构建粉末第二成分124的体积和构建粉末第二成分124的密度。
163.在一个或多个实例中,将从构建粉末第二成分进料器228分配的构建粉末第二成分124的量基于将由构建粉末102覆盖的选定区域(例如,在第一位置中的选定的一个处)、粉末层106的层厚度(t)、构建粉末第二成分124的平均颗粒尺寸、构建粉末第二成分124的平均颗粒密度、以及构建粉末102中的构建粉末第二成分124的百分比组成。根据这些参数,可确定在第一位置中的给定的一个处形成构建粉末段108或构建粉末段108的选定部分所需的构建粉末第二成分124的第二质量。一旦如由构建粉末第二成分质量传感器246测量的,从构建粉末第二成分料斗314分配预定第二质量的构建粉末第二成分124,就在控制器250的指导下选择性地关闭构建粉末第二成分阀244。
164.在一个或多个实例中,选择性地控制构建粉末第一成分122和构建粉末第二成分124的组成比率的步骤(框1008)还包括监测由预定的且选择性地控制的组成比率的构建粉末第一成分122和构建粉末第二成分124形成的构建粉末102的质量的步骤。监测由构建粉末第一成分122和构建粉末第二成分124形成的构建粉末102的质量用作质量控制测量,其验证构建粉末102的实际构建粉末组成是否等于构建粉末102的期望(例如,预定)构建粉末组成或在其容许公差内。
165.如图18所示,在一个或多个实例中,构建粉末进料器222包括混合器调节器316。混合器调节器316配置为将构建粉末102选择性地分配到喷嘴208。在一个或多个实例中,混合器调节器316包括混合器阀318。混合器阀318配置为调节构建粉末102到喷嘴208的流动。混合器阀318配置为选择性地打开或选择性地关闭。在一个或多个实例中,混合器阀318是蝶阀。在一个或多个实例中,混合器阀318是与控制器250通信并由其控制的电子阀。
166.在一个或多个实例中,混合器调节器316包括混合器质量传感器320。混合器质量传感器320配置为测量通过混合器调节器316的构建粉末102的质量。在一个或多个实例中,混合器质量传感器320提供在线测量,使得可以准确地测量通过混合器阀318的构建粉末102的质量。在一个或多个实例中,混合器质量传感器320与控制器250通信。
167.在一个或多个实例中,将如由混合器质量传感器320测量的由构建粉末第一成分122和构建粉末第二成分124形成的构建粉末102的质量提供给控制器250(图2至图5),该控制器监测从混合器230分配的构建粉末102的质量。当具有实际构建粉末组成的构建粉末102的测量质量偏离具有预定构建粉末组成的构建粉末102的期望(例如,预定)质量时,构建粉末第一成分调节器232或构建粉末第二成分调节器234中的选定的一个在控制器250的指导下选择性地分配构建粉末第一成分122或构建粉末第二成分124中的一个的附加质量,以调节构建粉末102的构建粉末组成,使得构建粉末102的测量质量和构建粉末102的期望质量相等或在容许公差内。
168.在一个或多个实例中,选择性地控制构建粉末第一成分122和构建粉末第二成分124的组成比率的步骤(框1008)还包括选择性地控制构建粉末第一成分122的第一质量流速的步骤和选择性地控制构建粉末第二成分124的第二质量流速的步骤。以预定质量流速选择性地分配构建粉末第一成分122和构建粉末第二成分124中的每一个提供具有预定(例如,期望)构建粉末组成的构建粉末102,并且用作确保构建粉末102的实际构建粉末组成等于构建粉末102的期望(例如,预定)构建粉末组成或在其容许公差内的另一质量控制措施。
169.如图18所示,在一个或多个实例中,构建粉末第一成分调节器232包括构建粉末第一成分质量流传感器240。构建粉末第一成分质量流传感器240配置为测量通过构建粉末第一成分调节器232的构建粉末第一成分122的第一质量流速。在一个或多个实例中,构建粉末第一成分质量流传感器240提供在线测量,使得可以准确地测量通过构建粉末第一成分阀236的构建粉末第一成分122的第一质量流速。
170.基于多个已知参数和值来确定通过构建粉末第一成分调节器232输送并且因此从构建粉末第一成分进料器226分配的构建粉末第一成分122的第一质量流速。在一个或多个实例中,将从构建粉末第一成分进料器226分配的构建粉末第一成分122的第一质量流速基于构建粉末第一成分122的第一质量、形成粉末层106的构建粉末段108所需的构建粉末第一成分122的体积、构建粉末第一成分122的密度、构建粉末第一成分阀236的尺寸、以及持续时间。
171.在一个或多个实例中,将从构建粉末第一成分进料器226分配的构建粉末第一成分122的第一质量流速基于构建粉末102的期望构建粉末组成所需的构建粉末第一成分122的第一质量、将由构建粉末102覆盖的选定区域(例如,在第一位置中的选定的一个处)、粉末层106的层厚度(t)、构建粉末第一成分122的平均颗粒尺寸、构建粉末第一成分122的平均颗粒密度、构建粉末第一成分阀236的出口孔的体积、以及分配第一质量的构建粉末第一成分122所需的时间。根据这些参数,可确定实现构建粉末102的期望构建粉末组成以在第一位置中的给定的一个处形成构建粉末段108或构建粉末段108的选定部分所需的构建粉末第一成分122的第一质量流速。在从构建粉末第一成分调节器232排放构建粉末第一成分122期间,控制器250监测构建粉末第一成分122的质量流速,如由构建粉末第一成分质量流传感器240测量的。当构建粉末第一成分122的测量的质量流速偏离构建粉末第一成分122
的预定质量流速时,构建粉末第一成分阀236在控制器250的指导下选择性地部分打开或选择性地部分关闭,例如,以调节构建粉末第一成分阀236的出口孔的体积,使得构建粉末第一成分122的测量的质量流速和构建粉末第一成分122的预定质量流速相等或在容许公差内。
172.在一个或多个实例中,构建粉末第二成分调节器234包括构建粉末第二成分质量流传感器248。构建粉末第二成分质量流传感器248配置为测量通过构建粉末第二成分调节器234的构建粉末第一成分122的第二质量流速。在一个或多个实例中,构建粉末第二成分质量流传感器248提供在线测量,使得可以准确地测量通过构建粉末第二成分阀244的构建粉末第二成分124的第二质量流速。
173.基于多个已知参数和值来确定通过构建粉末第二成分调节器234输送并且因此从构建粉末第二成分进料器228分配的构建粉末第二成分124的第二质量流速。在一个或多个实例中,将从构建粉末第二成分进料器228分配的构建粉末第二成分124的第二质量流速基于构建粉末第二成分124的第二质量、形成粉末层106的构建粉末段108所需的构建粉末第二成分124的体积、构建粉末第二成分124的密度、构建粉末第二成分阀244的尺寸、以及持续时间。
174.在一个或多个实例中,将从构建粉末第二成分进料器228分配的构建粉末第二成分124的第二质量流速基于构建粉末102的期望构建粉末组成所需的构建粉末第二成分124的第二质量、将由构建粉末102覆盖的选定区域(例如,在第一位置中的选定的一个处)、粉末层106的层厚度(t)、构建粉末第二成分124的平均颗粒尺寸、构建粉末第二成分124的平均颗粒密度、构建粉末第二成分阀244的出口孔的体积,以及分配第二质量的构建粉末第二成分124所需的时间。根据这些参数,可确定实现构建粉末102的期望构建粉末组成以在第一位置中的给定的一个处形成构建粉末段108或构建粉末段108的选定部分所需的构建粉末第二成分124的第二质量流速。在从构建粉末第二成分调节器234排放构建粉末第二成分124期间,控制器250监测构建粉末第二成分124的质量流速,如由构建粉末第二成分质量流传感器248测量的。当构建粉末第二成分124的测量的质量流速偏离构建粉末第二成分124的预定质量流速时,构建粉末第二成分阀244在控制器250的指导下选择性地部分打开或选择性地部分关闭,例如,以调节构建粉末第二成分阀244的出口孔的体积,使得构建粉末第二成分124的测量的质量流速和构建粉末第二成分124的预定质量流速相等或在容许公差内。
175.因此,可根据需要调节构建粉末第一成分122和构建粉末第二成分124的质量流速。在一个或多个实例中,手动地执行构建粉末第一成分调节器232和构建粉末第二成分调节器234的控制。在一个或多个实例中,自动地执行构建粉末第一成分调节器232和构建粉末第二成分调节器234的控制,例如经由从控制器250(图2至图5)接收的控制信号。在一个或多个实例中,构建粉末第一成分调节器232和构建粉末第二成分调节器234由控制器250主动地控制,以根据存储在控制器250中的预定计划以预定质量流速选择性地分配构建粉末第一成分122和构建粉末第二成分124。在一个或多个实例中,构建粉末第一成分阀236和构建粉末第二成分阀244是与控制器250通信并由其控制的电子阀。在一个或多个实例中,构建粉末第一成分质量流传感器240和构建粉末第二成分质量流传感器248与控制器250通信。
176.如上所述,在一个或多个实例中,排放调节器286配置为选择性地控制由构建粉末第一成分122和构建粉末第二成分124的混合物形成的构建粉末102通过喷嘴208输送以形成粉末层106的构建粉末段108的速率。
177.因此,同时测量和选择性地控制质量和质量流速的组合提供对构建粉末102的构建粉末组成和构建粉末102的沉积的实时控制,以形成粉末层106的构建粉末段108。在增材制造系统200和方法1000的一个或多个实例实施方式中,将粉末层106的期望层厚度(t)和每种构建粉末成分(例如,构建粉末第一成分122和构建粉末第二成分124)的百分比组成作为输入提供到控制器250。对于给定的粉末梯度152,将粉末喷射器204的预编程工具路径的起点处的每种构建粉末成分(例如,第一构建粉末成分)的百分比组成和粉末喷射器204的预编程工具路径的终点处的每种构建粉末成分(例如,第二构建粉末成分)的百分比组成作为输入提供到控制器250。控制器250配置为在起点和终点之间数学地迭代多个点,以在构建粉末102的沉积期间提供通过梯度区域的每种构建粉末成分的百分比组成。
178.在一个或多个实例中,每一种构建粉末成分的成分质量(例如,构建粉末第一成分122的第一质量和构建粉末第二成分124的第二质量)是根据其独特材料密度的已知值。在一个或多个实例中,各种构建粉末成分的材料密度存储在可由控制器250访问的材料查找表中。在沉积之前测量构建粉末102的质量以确定构建粉末成分(例如,构建粉末第一成分122和构建粉末第二成分124)的所得混合物的平均密度。基于测量的构建粉末102的质量,构建粉末102的实际构建粉末组成可以实时电子地调节以实现期望的(例如,预定的)构建粉末组成。每一种构建粉末成分的每单位体积的质量是基于平均颗粒尺寸的已知值,并且在排放点处(例如,在排放调节器286或喷嘴208处)的出口体积也是已知值。在沉积期间测量构建粉末102的质量流速。当构建粉末102的测量的质量流速与平均颗粒密度不是1:1相关时,控制器250使用反馈回路来对过程参数进行迭代,使得控制器250自动地调节构建粉末成分(例如,构建粉末第一成分122和构建粉末第二成分124)的量以实现期望的构建粉末组成。
179.因此,控制器250利用机器学习或人工智能来在沉积构建粉末102以形成粉末层106的构建粉末段108时主动地控制构建粉末102的构建粉末组成。这种主动控制也用作质量控制。通过使用控制器250,例如使用查找表执行自动化和迭代过程,以在构建每一个物体层的任何时刻和/或任何点处确定优化的构建参数和材料组成。
180.因此,在一个或多个实例中,控制器250是反馈控制器,其使用例如来自各种质量传感器和质量流传感器的传感器数据以及反馈控制算法来生成多个命令以控制构建粉末102的构建粉末组成和沉积速率。例如,通过由控制器250执行的分析模型和方程中的实时计算迭代和调节来验证质量,用作构建粉末102的预期组成的连续质量控制检查。
181.变化参数的组合创建了由控制器250使用的迭代多变量反馈算法。作为实例,控制器250可以在执行反馈控制算法期间采用以下关系中的一个或多个。
182.mf
p
=(ρ
p
*v
e
)/t
183.m
fp
是出口孔处的粉末颗粒的质量流速。
184.ρ
p
是粉末颗粒的平均密度。
185.v
e
是出口孔或排放孔处的粉末的体积。
186.t是时间。
187.在一个实例中,构建粉末102的质量流速对应于喷嘴208或排放调节器286的出口孔(例如,排放孔)处的构建粉末102的颗粒的质量流速。在另一实例中,任何一种构建粉末成分的质量流速对应于在与构建粉末成分相关联的构建粉末成分调节器的出口孔(例如,排放孔)处的构建粉末成分的颗粒的质量流速。
188.在一个或多个实例中,颗粒的平均密度(ρ
p
)基于形成粉末的构建粉末成分的百分比组成来确定。
189.ρ
p
=(%wt
m1
*ρ
m1
) [1
‑
(%wt
m1
)*ρ
m2
]
[0190]
%wt
m1
是形成粉末的构建粉末成分中的第一种(例如,构建粉末第一成分122)的重量百分比。
[0191]
ρ
m1
是形成粉末的构建粉末成分中的第一种(例如,构建粉末第一成分122)的颗粒的平均密度。
[0192]
ρ
m2
是形成粉末的构建粉末成分中的第二种(例如,构建粉末第二成分124)的颗粒的平均密度。
[0193]
说明性实例描绘了由两种构建粉末成分(例如,构建粉末第一成分122和构建粉末第二成分124)的混合物形成的构建粉末102,因此,粉末梯度152包括改变两种构建粉末成分的百分比组成的梯度区域。在其他实例中,构建粉末102由两种或更多种构建粉末成分形成,因此,粉末梯度152包括改变两种或更多种构建粉末成分的百分比组成的梯度区域。
[0194]
参考图18,在一个或多个实例中,构建粉末102包括构建粉末第一成分122、构建粉末第二成分124和任何数量的构建粉末附加成分154的混合物。因此,粉末喷射器204包括将多种构建粉末附加成分154输送到混合器230的任何数量的构建粉末附加成分进料器322。该多种构建粉末附加成分进料器322中的每一个包括执行如上所述功能的构建粉末附加成分料斗324和构建粉末附加成分调节器326。
[0195]
因此,反馈控制算法所使用的颗粒的平均密度(ρ
p
)是可缩放的,以考虑该多种构建粉末附加成分154。
[0196]
因此,对于三种构建粉末成分,平均密度通过下式计算:
[0197]
ρ
p
=(%wt
m1
*ρ
m1
) [1
‑
(%wt
m1
%wt
m3
)*ρ
m2
] [1
‑
(%wt
m1
%wt
m2
)*ρ
m3
]
[0198]
%wt
m3
是形成粉末的构建粉末成分中的第三种(例如,构建粉末附加成分154中的一种)的重量百分比。
[0199]
ρ
m3
是形成粉末的构建粉末成分中的第三种(例如,构建粉末附加成分154中的一种)的颗粒的平均密度。
[0200]
此相同的测量过程可应用于构建粉末102的任何组成所需或期望的任何数量的构建粉末成分。
[0201]
参考图1,用于方法1000的沉积和接合粉末的操作步骤可以重复多次,以形成多个连续的粉末层,从而产生多个连续的物体层,并且最终形成物体100(框1010)。
[0202]
在一个或多个实例中,方法1000包括将构建粉末102选择性地沉积在物体100的第二构建轮廓132内以形成第二粉末层126的第二构建粉末段128的步骤。方法1000还包括将支撑粉末104选择性地沉积在第二构建轮廓132的外部以形成第二粉末层126的第二支撑粉末段130的步骤。方法1000还包括接合第二粉末层126的第二构建粉末段128的构建粉末102以形成第二物体层148的步骤。
[0203]
参考图12和图13,在一个或多个实例中,粉末沉积设备202(图2至图5),例如粉末喷射器204(图14、图15和图18),配置为将构建粉末102选择性地沉积在第二构建轮廓132的内部以形成粉末层106的第二构建粉末段128。粉末沉积设备202(图2至图5),例如粉末喷射器204(图14、图15和图18)和/或重涂器206(图16),配置为将支撑粉末104选择性地沉积在第二构建轮廓132的外部以形成第二粉末层126的第二支撑粉末段130。在一个或多个实例中,粉末接合设备212,例如定向能量装置252(图10)或粘合剂输送装置254(图11),配置为接合第二粉末层126的第二构建粉末段128的构建粉末102以形成第二物体层148。
[0204]
在一个或多个实例中,以与上文关于粉末层106所述的基本上相同的方式沉积构建粉末102和支撑粉末104以形成第二粉末层126。在一个或多个实例中,第二粉末层126的构建粉末102以与上文关于物体层134所述的基本上相同的方式接合以形成第二物体层148。
[0205]
在一个或多个实例中,如图12和图13所示,粉末层106的构建轮廓112和第二粉末层126的第二构建轮廓132是相同的。因此,物体层134的物体轮廓146和第二物体层148的第二物体轮廓150是相同的。在这些实例中,第二物体层148一体地接合到先前形成的并且位于第二物体层148下方的物体层134。
[0206]
参考图19至图22,在一个或多个实例中,构建轮廓112和第二构建轮廓132是不同的。因此,物体层134的物体轮廓146和第二物体层148的第二物体轮廓150是不同的。
[0207]
根据方法1000,在一个或多个实例中,将构建粉末102选择性地沉积在第二构建轮廓132的内部的步骤使第二粉末层126的第二构建粉末段128的第一部分位于先前形成的下方物体层134上并且使第二粉末层126的第二构建粉末段128的第二部分位于粉末层106的先前形成的下方支撑粉末段110上。在这些实例中,第二物体层148的第一部分一体地接合到先前形成的并且位于第二物体层148的第一部分下方的物体层134,并且第二物体层148的第二部分由粉末层106的下方的支撑粉末段110支撑。
[0208]
在一个或多个实例中,粉末层106的支撑粉末段110的支撑粉末104可能不能充分地支撑第二物体层148的第二部分。参考图19和图20,在一个或多个实例中,方法1000包括固结粉末层106的支撑粉末段110的一部分的支撑粉末104以形成支撑层136的步骤(框1012)。根据方法1000,在一个或多个实例中,将构建粉末102选择性地沉积在第二构建轮廓132的内部的步骤使第二粉末层126的第二构建粉末段128的第二部分位于先前形成的且下方的支撑层136上并且使第二粉末层126的第二构建粉末段128的第一部分位于先前形成的且下方的物体层134上。在这些实例中,第二物体层148的第一部分一体地接合到先前形成的并且位于第二物体层148的第一部分下方的物体层134,并且第二物体层148的第二部分由下方的支撑层136支撑。支撑层136有利地提供了能够充分支撑第二物体层148的第二部分的稳定的实心结构。
[0209]
在一个或多个实例中,防止第二物体层148的第二部分变得与先前形成的且下方的支撑层136接合可能是有利的。参考图21和图22,在一个或多个实例中,方法1000包括将支撑粉末104选择性地沉积在第二构建轮廓132的内部以在支撑层136上形成中间支撑粉末层138的步骤(框1014)。因此,将支撑粉末104选择性地沉积在第二构建轮廓132的内部以形成中间支撑粉末层138的步骤先于将构建粉末102选择性地沉积在第二构建轮廓132的内部以形成第二粉末层126的第二构建粉末段128的步骤。根据方法1000,将支撑粉末104选择性
地沉积在第二构建轮廓132的内部的步骤使中间支撑粉末层138位于支撑层136上。将构建粉末102选择性地沉积在第二构建轮廓132的内部的步骤使第二粉末层126的第二构建粉末段128的第二部分位于先前形成的且下方的中间支撑粉末层138上,并且使第二粉末层126的第二构建粉末段128的第一部分位于先前形成的且下方的物体层134上。在这些实例中,第二物体层148的第一部分一体地接合到先前形成的并且位于第二物体层148的第一部分下方的物体层134,并且第二物体层148的第二部分由下方的支撑层136和中间支撑粉末层138的组合支撑。中间支撑粉末层138有利地防止第二物体层148的第二部分变得与先前形成的且下方的支撑层136接合。
[0210]
在一个或多个实例中,中间支撑粉末层138的层厚度是给定粉末层的层厚度的一部分。因此,支撑层136为连续的、覆盖的物体层的一部分提供结构支撑,并且中间支撑粉末层138在物体层和支撑层136之间提供缓冲,而不改变物体100的构建形状。
[0211]
根据方法1000,在一个或多个实例中,选择性地控制构建粉末102的构建粉末组成的步骤(框1008)适用于形成第二粉末层126的第二构建粉末段128。例如,选择性地控制构建粉末102的构建粉末组成的步骤(框1008)和选择性地沉积构建粉末102的步骤同时发生。在一个或多个实例中,以与上文关于粉末层106的构建粉末段108所述的基本上相同的方式控制用于形成第二粉末层126的第二构建粉末段128的构建粉末102的构建粉末组成。
[0212]
因此,在一个或多个实例中,增材制造系统200和方法1000的实施方式用于形成多个粉末层,其中该多个粉末层中的至少一个具有组成梯度。在一个或多个实例中,增材制造系统200和方法1000的实施方式用于形成物体100的多个横截面物体层,其中该多个物体层中的至少一个具有组成梯度。在一个或多个实例中,增材制造系统200和方法1000的实施方式用于制造物体100,其中物体100具有组成梯度。
[0213]
在一个或多个实例中,根据存储在控制器250中的预定计划而在控制器250的指导下控制给定粉末层内的组成梯度以及因此给定物体层内的组成梯度和物体100的组成梯度。
[0214]
参考图1,在一个或多个实例中,方法1000包括确定物体100的特性数据的步骤(框1016)。在一个或多个实例中,特性数据表示与物体100的二维横截面层对应的物体100的至少一个期望材料特性的二维分布。例如,从表示物体100的至少一个期望材料特性的分布的三维模型获取特性数据,将该三维模型转换成二维层。在一个或多个实例中,特性数据表示物体100的该至少一个期望材料特性的三维分布。例如,从表示物体100的该至少一个期望材料特性的分布的三维模型获取特性数据,将该三维模型转换成多个二维层。在一个或多个实例中,方法1000包括确定或生成用于沉积以形成物体100的多个粉末层中的每一个的构建粉末段的组成数据的步骤(框1018)。在一个或多个实例中,组成数据表示粉末层的构建粉末段的构建粉末组成的二维分布。将构建粉末组成的二维分布映射到物体100的该至少一个材料特性的二维分布。在这些实例中,选择性地控制构建粉末102的组成比率的步骤(框1008)包括根据粉末层的构建粉末段的构建粉末组成的二维分布来调节多个构建粉末成分的组成比率的步骤。在一个或多个实例中,组成数据表示沉积以形成物体100的多个粉末层的构建粉末段的构建粉末组成的三维分布。将构建粉末组成的三维分布映射到物体100的该至少一个材料特性的三维分布。在这些实例中,选择性地控制构建粉末102的组成比率的步骤(框1008)包括根据该多个粉末层的构建粉末段的构建粉末组成的三维分布来
调节多个构建粉末成分的组成比率的步骤。物体100的该至少一个期望的材料特性包括但不限于给定的物体层或物体100内的期望的物理特性、化学特性、电特性、热特性和/或磁特性。
[0215]
本公开认识到,在粉末床增材制造的某些应用中,减小粉末层的面积或粉末床的体积可能是有利的。因此,增材制造系统200和方法1000的一个或多个实例提供减小粉末层的面积或粉末床的体积的技术,这导致形成粉末层所需的粉末量减少、成本降低、循环时间减少和处理效率增加。
[0216]
参考图1,在一个或多个实例中,方法1000包括形成屏障142的步骤(框1020)。屏障142配置为包含粉末层106。根据方法1000,在一个或多个实例中,屏障142包括配置为围绕粉末层106的构建轮廓112的闭合横截面。在一个或多个实例中,屏障142位于将在构建轮廓112的外部(例如围绕该构建轮廓)的位置处。在一个或多个实例中,屏障142形成构建轮廓112的至少一部分。
[0217]
参考图23和图24,在一个或多个实例中,增材制造系统200包括屏障形成设备256。屏障形成设备256配置为形成屏障142。在一个或多个实例中,屏障142形成在构建平台262上。粉末层106形成在屏障142的内部。换句话说,屏障142为粉末层106提供外围边界。在一个或多个实例中,
[0218]
在一个或多个实例中,形成屏障142的步骤(框1020)先于选择性地沉积构建粉末102以形成粉末层106的构建粉末段108的步骤(框1002)和选择性地沉积支撑粉末104以形成粉末层106的支撑粉末段110的步骤(框1004)。
[0219]
在一个或多个实例中,粉末层106通过如上文所述将构建粉末102和支撑粉末104沉积在由屏障142形成的周界内而形成。在这些实例中,由支撑粉末104(支撑粉末段110)和构建粉末102(构建粉末段108)构成的粉末层106位于屏障142的内部并由其界定。在这些实例中,粉末层106的支撑粉末段110位于屏障142和构建轮廓112之间。因此,屏障142的使用减小了粉末层106的面积,并且更特别地,减小了粉末层106的支撑粉末段110的面积。
[0220]
或者,在一个或多个实例中,粉末层106通过如上文所述仅将构建粉末102沉积在由屏障142形成的周界内而形成。在这些实例中,仅由构建粉末102构成的粉末层106位于屏障142的内部并由其界定。因此,屏障142的使用减小了粉末层106的面积并且使得整个粉末层106能够由构建粉末102形成,同时减少了可能浪费或需要回收的构建粉末102的未使用量。
[0221]
在一个或多个实例中,屏障形成设备256可相对于构建平台262移动。在一个或多个实例中,当形成物体100的连续层时,屏障形成设备256相对于构建平台262垂直移动(例如,升高)。在一个或多个实例中,当形成屏障142时,屏障形成设备256相对于构建平台262水平移动。在一个或多个实例中,屏障形成设备256具有多个自由度以适应多轴运动,用于在构建平台262上的任何位置处形成屏障142。
[0222]
在一个或多个实例中,增材制造系统200包括屏障形成致动器272,其联接到屏障形成设备256并且配置为驱动屏障形成设备256的运动。在一个或多个实例中,屏障形成致动器272包括线性致动器、机器人致动臂(例如,六轴机器人致动臂)等,或采取线性致动器、机器人致动臂(例如,六轴机器人致动臂)等的形式。
[0223]
在一个或多个实例中,形成屏障142的步骤(框1020)包括选择性地沉积线材140以
形成屏障142的步骤。因此,如图25和图26所示,在一个或多个实例中,屏障形成设备256包括线材沉积装置258。线材沉积装置258配置为将线材140分配或供给到生长表面上,同时将能量束引导到生长表面上以熔化线材140并形成液体熔池。在控制器250的指导下,线材沉积装置258在生长表面上移动,同时将线材140供给到熔池中以形成屏障142。当形成与粉末层106(例如,初始粉末层)相关联的屏障142时,生长表面是构建平台262的表面。
[0224]
线材沉积装置258包括具有线材供给的任何合适的高能增材制造装置。在一个或多个实例中,线材沉积装置258包括配置为分配线材140的进料器,以及配置为生成和发射能量束(例如,激光束)以形成熔池的定向能量装置(例如,激光器)。
[0225]
线材140包括任何适于供给并熔化到熔池中以按层的方式构建屏障142的固体线材。线材140的实例包括但不限于金属线、金属合金线、聚合物线等。
[0226]
在屏障142内形成粉末层106时,接合构建粉末102以形成如上文所述的物体层134。此形成和接合过程重复多次以形成多个连续的屏障(多个屏障142的层),以形成多个连续的粉末层,从而形成多个连续的物体层,并且最终形成物体100。在形成每一个物体层之后,在形成连续的粉末层之前,在屏障142的先前形成的且下方的层上形成屏障142的连续层。当形成与连续粉末层相关联的屏障142的连续层时,生长表面是屏障142的先前形成的且下方的层的表面。
[0227]
在一个或多个实例中,形成屏障142的步骤(框1020)包括接合粉末层106的支撑粉末段110的选定部分的支撑粉末104以形成屏障142的步骤。在一个或多个实例中,接合支撑粉末104的步骤包括例如使用粘合剂220粘结支撑粉末段110的选定部分的支撑粉末104的步骤。因此,如图27和图28所示,在一个或多个实例中,屏障形成设备256包括粘合剂输送装置254。粘合剂输送装置254配置为将粘合剂220沉积在支撑粉末104上。粘合剂220适于粘结粉末层106的支撑粉末段110的选定部分的支撑粉末104以形成屏障142的固体层。
[0228]
在一个或多个实例中,例如使用如上文所述的粉末沉积设备202来沉积支撑粉末104以形成粉末层106的支撑粉末段110的至少一部分。使用粘合剂输送装置254,经由粘合剂220粘结支撑粉末段110的选定部分的支撑粉末104以形成屏障142。在形成屏障142之后,例如使用如上文所述的粉末沉积设备202来沉积构建粉末102以形成粉末层106的构建粉末段108。在屏障142内形成粉末层106时,接合构建粉末102以形成如上文所述的物体层134。此形成和接合过程重复多次以形成多个连续的屏障层(多个屏障142的层),从而形成多个连续的粉末层,以形成多个连续的物体层,并且最终形成物体100。在形成每一个物体层之后,在形成连续的粉末层之前,在屏障142的先前形成的且下方的层上形成屏障142的连续层的。
[0229]
在本公开中,关于沉积构建粉末102以形成粉末层106的构建粉末段108、沉积支撑粉末104以形成粉末层106的支撑粉末段110,以及接合构建粉末102以形成物体层134描述的方法1000的操作步骤和增材制造系统200的部件的实例,同样适用于用于沉积构建粉末102以形成第二粉末层126的第二构建粉末段128、沉积支撑粉末104以形成第二粉末层126的第二支撑粉末段130、以及接合构建粉末102以形成第二物体层148的操作步骤和部件,并且同样适用于形成多个连续粉末层和形成多个连续物体层。此外,在不背离本公开的范围的情况下,附加部件,例如附加粉末进料器、调节器、喷嘴、定向能量装置等,可以包括在增材制造系统200中。
[0230]
如本文所述,控制器250与增材制造系统200的各种部件通信和/或控制这些部件。在一个或多个实例中,控制器250是包括处理器和存储器的计算装置。存储器可以是计算机可读存储介质,并且配置为存储增材制造系统200的操作所需的数据。计算机可读存储介质是可用于存储随后可由处理器访问的信息的任何介质。计算机可读存储介质可以包括计算机存储器和数据存储装置。计算机存储器可以是快速存取存储器,并且可以用于运行可由处理器执行的程序指令。计算机存储器可以包括随机存取存储器(ram)、闪存和只读存储器(rom)。数据存储装置可以是物理装置,并且可以用于存储可以由处理器访问的任何信息或计算机程序,例如操作系统、计算机程序、程序模块和程序数据。数据存储装置及其相关联的计算机可读存储介质为系统提供了计算机可读指令、数据结构、程序模块和其他数据的存储。数据存储装置可以包括磁性介质,例如软盘、硬盘驱动器和磁带;光学介质,例如光盘(cd)、数字视频盘(dvd)和蓝光盘;以及固态存储器,例如随机存取存储器(ram)、闪存和只读存储器(rom)。
[0231]
在一个或多个实例中,存储器包括数据包,数据包由增材制造系统200的受控操作所需的数据组成。例如,一个数据包可以包含控制粉末沉积设备202所需的数据,而另一个数据包可以包含控制粉末接合设备所需的数据。处理器与存储器通信以检索用于控制增材制造系统200的操作的必要数据。
[0232]
在一个或多个实例中,除非另外指明,否则参考由一个或多个计算机或计算机系统执行的动作和操作的符号表示来描述本公开的主题。因此,将理解,有时被称为计算机执行的这样的动作和操作包括由增材制造系统200的(例如控制器250的)一个或多个处理器经由以结构化形式表示数据的电信号的操纵。此操纵变换数据或将其保持在增材制造系统200的存储器中的特定位置处,这以本领域技术人员熟知的方式重新配置或以其他方式改变增材制造系统200的操作。保持数据的数据结构是具有由数据格式定义的特定特性的存储器的物理位置。然而,尽管在前述上下文中描述了一个或多个实例,但是这并不意味着是限制性的,如本领域技术人员将理解的,因为本文描述的动作和操作中的一些也可以用硬件、软件和/或固件和/或其一些组合来实现。
[0233]
现在参考图29和图30,方法1000和增材制造系统200的实例可以在如图29的流程图中所示的飞机制造和维护方法1100以及如图30中示意性地示出的飞机1200的背景中使用。
[0234]
参考图30,在一个或多个实例中,飞机1200包括机身1202、内部1206,以及多个高级系统1204。高级系统1204的实例包括推进系统1208、电气系统1210、液压系统1212和环境系统1214中的一个或多个。在其他实例中,飞机1200可以包括任何数量的其他类型的系统,例如通信系统、引导系统等。根据方法1000并且使用增材制造系统200制造的物体100可以是飞机1200的结构、组件、子组件、部件、零件或任何其他部分,例如机身1202或内部1206的一部分。
[0235]
参考图29,在预生产期间,方法1100包括飞机1200的规格和设计(框1102)以及材料采购(框1104)。在飞机1200的生产期间,进行飞机1200的组件和子组件制造(框1106)和系统集成(框1108)。此后,飞机1200通过认证和交付(框1110)以投入使用(框1112)。例行维护和维修(框1114)包括飞机1200的一个或多个系统的修改、重新配置、整修等。
[0236]
图29所示的方法1100的每个过程可以由系统集成商、第三方和/或运营商(例如,
客户)执行或实行。为了本说明书的目的,系统集成商可以包括但不限于任何数量的航天器制造商和主系统转包商;第三方可以包括但不限于任何数量的供应商、分包商和供应商;并且操作员可以是航空公司、租赁公司、军事实体、服务组织等。
[0237]
本文示出和描述的方法1000和增材制造系统200的实例可以在图29所示的流程图中示出的制造和维修方法1100的任何一个或多个阶段期间采用。在一个实例中,所公开的方法1000和增材制造系统200的实施方式可以形成部件和子组件制造(框1106)和/或系统集成(框1108)的一部分。例如,使用所公开的方法1000和增材制造系统200的实施方式的飞机1200和/或其部件的组装可以对应于部件和子组件制造(框1106),并且可以类似于当飞机1200在使用中时准备的部件或子组件的方式来准备(框1112)。此外,所公开的方法1000和增材制造系统200的实施方式可以在系统集成(框1108)以及认证和交付(框1110)期间使用。类似地,例如但不限于,当飞机1200在使用中(框1112)时以及在维护和维修期间(框1114),可以利用所公开的方法1000和增材制造系统200的实施方式。
[0238]
虽然示出了航空航天(例如,飞机或航天器)实例,但是本文公开的实例和原理可以应用于其他行业,例如汽车行业、建筑行业、风力涡轮机行业、电子行业,以及其他设计和制造行业。因此,除了飞机和航天器之外,本文公开的实例和原理可以应用于用于形成与其他交通工具(例如,陆地交通工具、海上交通工具、施工车辆等)、机器和独立结构一起使用以形成物体的粉末床增材制造工艺。
[0239]
如本文使用的,“配置为”执行指定功能的系统、设备、装置、结构、物品、元件、部件或硬件实际上能够在没有任何改变的情况下执行指定功能,而不是仅具有在进一步修改之后执行指定功能的潜力。换句话说,为了执行指定功能的目的,特别地选择、创建、实现、利用、编程和/或设计“配置为”执行指定功能的系统、设备、装置、结构、物品、元件、部件或硬件。如本文使用的,“配置为”表示使得系统、设备、物品、元件、部件或硬件能够在不进一步修改的情况下执行指定功能的系统、设备、结构、物品、元件、部件或硬件的现有特性。为了本公开的目的,描述为“配置为”执行特定功能的系统、设备、装置、结构、物品、元件、部件或硬件可以另外地或替代地描述为“适于”和/或“操作为”执行该功能。
[0240]
除非另外指出,否则术语“第一”、“第二”、“第三”等在此仅用作标记,并且不旨在对这些术语所指的项施加顺序、位置或层次要求。此外,例如对“第二”项的引用不要求或排除例如“第一”或较低编号的项和/或例如“第三”或较高编号的项的存在。
[0241]
为了本公开的目的,术语“联接”、“联接”和类似术语是指彼此接合、链接、紧固、附接、连接、连通或以其他方式(例如,机械地、电气地、流体地、光学地、电磁地)关联的两个或更多个元件。在各种实例中,元件可以直接或间接地关联。作为一个实例,元件a可以直接与元件b相关联。作为另一实例,元件a可以例如经由另一元件c与元件b间接地关联。应理解,不用必须表示所公开的各种元件之间的所有关联。因此,也可以存在除了图中所示的那些之外的联接。
[0242]
如本文使用的,术语“大约”是指或表示接近但不精确地接近仍执行期望功能或实现期望结果的所述条件的条件。作为一个实例,术语“大约”是指在可接受的预定公差或精度内的条件。例如,术语“大约”是指在所述条件的10%内的条件。然而,术语“大约”不排除精确地为所述条件的条件。
[0243]
本领域技术人员将理解,以上提及的图2至图28和图30中所描述和示出的元件、特
征和/或部件中的一些可以各种方式组合,而无需包括图2至图28和图30、其他附图和/或所附公开内容中所描述和示出的其他特征,即使这种组合或多个组合在本文中未明确示出。类似地,不限于所呈现的实例的附加特征可以与本文示出和描述的特征中的一些或全部组合。除非另有明确说明,否则以上提及的图2至图28和图30中所描绘的实例的示意图不意味着暗示关于说明性实例的结构限制。相反,尽管指出了一个说明性结构,但是应理解,该结构可以在适当的时候进行修改。因此,可以对所示结构进行修改、添加和/或省略。另外,本领域技术人员将理解,并非以上提及的图2至图28和图30中所描述和示出的所有元件都需要包括在每个实例中,并且并非本文描述的所有元件都必须在每个说明性实例中描绘。
[0244]
在以上提及的图1和图29中,这些框可以表示操作、步骤和/或其部分,并且连接各种框的线不暗示操作或其部分的任何特定顺序或依赖性。将理解,并非必须表示各种所公开的操作之间的所有依赖性。以上提及的图1和图29以及描述了本文阐述的所公开方法的操作的所附公开内容不应解释为必须确定将执行操作的顺序。相反,尽管指出了一个说明性顺序,但是应理解,可以在适当的时候修改操作的顺序。因此,可以对所示操作进行修改、添加和/或省略,并且可以不同的顺序或同时地执行某些操作。另外,本领域技术人员将理解,不需要执行所描述的所有操作。
[0245]
此外,在整个本说明书中对特征、优点或本文使用的类似语言的引用并不暗示可以用本文公开的实例实现的所有特征和优点应当是任何单个实例或在任何单个实例中。相反,涉及特征和优点的语言应理解为意味着结合实例描述的具体特征、优点或特性包括在至少一个实例中。因此,对整个本公开中使用的特征、优点和类似语言的讨论可以但不是必须指代相同的实例。
[0246]
此外,本公开包括根据以下实例的实施方式:
[0247]
实例1.一种增材制造物体(100)的方法(1000),方法(1000)包括:
[0248]
将构建粉末(102)选择性地沉积在物体(100)的构建轮廓(112)的内部以形成粉末层(106)的构建粉末段(108);以及
[0249]
将支撑粉末(104)选择性地沉积在构建轮廓(112)的外部以形成粉末层(106)的支撑粉末段(110);
[0250]
其中:
[0251]
构建粉末(102)包括构建粉末组成;
[0252]
支撑粉末(104)包括支撑粉末组成;并且
[0253]
构建粉末组成和支撑粉末组成是不同的。
[0254]
实例2.根据实例1的方法(1000),其中,选择性地沉积支撑粉末(104)先于选择性地沉积构建粉末(102),使得:
[0255]
粉末层(106)的支撑粉末段(110)的支撑粉末边界(114)形成构建轮廓(112);并且
[0256]
粉末层(106)的构建粉末段(108)的构建粉末边界(116)邻接粉末层(106)的支撑粉末段(110)的支撑粉末边界(114)。
[0257]
实例3.根据实例1的方法(1000),其中,选择性地沉积构建粉末(102)先于选择性地沉积支撑粉末(104),使得:
[0258]
粉末层(106)的构建粉末段(108)的构建粉末边界(116)形成构建轮廓(112);并且
[0259]
粉末层(106)的支撑粉末段(110)的支撑粉末边界(114)邻接粉末层(106)的构建
粉末段(108)的构建粉末边界(116)。
[0260]
实例4.根据实例1的方法(1000),其中,选择性地沉积构建粉末(102)包括使用粉末喷射器(204)选择性地排放构建粉末(102)。
[0261]
实例5.根据实例4的方法(1000),其中,选择性地沉积支撑粉末(104)包括使用粉末喷射器(204)选择性地排放支撑粉末(104)。
[0262]
实例6.根据实例4的方法(1000),其中,选择性地沉积支撑粉末(104)包括使用重涂器(206)选择性地排放支撑粉末(104)。
[0263]
实例7.根据实例1的方法(1000),还包括选择性地控制构建粉末(102)的构建粉末组成。
[0264]
实例8.根据实例7的方法(1000),其中,选择性地控制构建粉末组成和选择性地沉积构建粉末(102)同时发生。
[0265]
实例9.根据实例7的方法(1000),其中,选择性地控制构建粉末(102)的构建粉末组成包括选择性地改变构建粉末(102)的构建粉末组成以在粉末层(106)的构建粉末段(108)内实现粉末梯度(152)。
[0266]
实例10.根据实例7的方法(1000),其中:
[0267]
构建粉末(102)包括构建粉末第一成分(122)和构建粉末第二成分(124)的混合物;并且
[0268]
选择性地控制构建粉末(102)的构建粉末组成包括选择性地控制构建粉末第一成分(122)和构建粉末第二成分(124)的组成比率。
[0269]
实例11.根据实例10的方法(1000),其中,选择性地控制构建粉末第一成分(122)和构建粉末第二成分(124)的组成比率包括:
[0270]
测量构建粉末第一成分(122)的第一质量;
[0271]
测量构建粉末第二成分(124)的第二质量;以及
[0272]
测量构建粉末(102)的质量,该构建粉末包括构建粉末第一成分(122)和构建粉末第二成分(124)的混合物。
[0273]
实例12.根据实例11的方法(1000),其中,选择性地控制构建粉末第一成分(122)和构建粉末第二成分(124)的组成比率还包括:
[0274]
选择性地控制构建粉末第一成分(122)的第一质量流速;以及选择性地控制构建粉末第二成分(124)的第二质量流速。
[0275]
实例13.根据实例11的方法(1000),其中,选择性地控制构建粉末第一成分(122)和构建粉末第二成分(124)的组成比率还包括测量包括构建粉末第一成分(122)和构建粉末第二成分(124)的混合物的构建粉末(102)的质量流速。
[0276]
实例14.根据实例1的方法(1000),还包括接合粉末层(106)的构建粉末段(108)的构建粉末(102)以形成物体层(134)。
[0277]
实例15.根据实例14的方法(1000),其中,接合粉末层(106)的构建粉末段(108)的构建粉末(102)包括熔化构建粉末段(108)的构建粉末(102)。
[0278]
实例16.根据实例14的方法(1000),其中,接合粉末层(106)的构建粉末段(108)的构建粉末(102)包括粘结构建粉末段(108)的构建粉末(102)。
[0279]
实例17.根据实例14的方法(1000),还包括:
[0280]
将构建粉末(102)选择性地沉积在物体(100)的第二构建轮廓(132)的内部以形成第二粉末层(126)的第二构建粉末段(128);以及
[0281]
将支撑粉末(104)选择性地沉积在第二构建轮廓(132)的外部以形成第二粉末层(126)的第二支撑粉末段(130)。
[0282]
实例18.根据实例17的方法(1000),还包括接合粉末层(106)的支撑粉末段(110)的一部分的支撑粉末(104)以形成支撑层(136);
[0283]
其中:
[0284]
构建轮廓(112)和第二构建轮廓(132)是不同的;并且
[0285]
将构建粉末(102)选择性地沉积在物体(100)的第二构建轮廓(132)的内部使第二粉末层(126)的第二构建粉末段(128)的一部分位于支撑层(136)上并且使第二粉末层(126)的第二构建粉末段(128)的另一部分位于物体层(134)上。
[0286]
实例19.根据实例17的方法(1000),还包括:
[0287]
接合粉末层(106)的支撑粉末段(110)的一部分的支撑粉末(104)以形成支撑层(136);以及
[0288]
在将构建粉末(102)选择性地沉积在第二构建轮廓(132)的内部之前,将支撑粉末(104)选择性地沉积在第二构建轮廓(132)的内部以形成中间支撑粉末层(138);
[0289]
其中:
[0290]
将支撑粉末(104)选择性地沉积在物体(100)的第二构建轮廓(132)的内部使中间支撑粉末层(138)位于支撑层(136)上;并且
[0291]
将构建粉末(102)选择性地沉积在物体(100)的第二构建轮廓(132)的内部使第二粉末层(126)的第二构建粉末段(128)的一部分位于中间支撑粉末层(138)上并且使第二粉末层(126)的第二构建粉末段(128)的另一部分位于物体层(134)上。
[0292]
实例20.根据实例17的方法(1000),还包括选择性地控制构建粉末(102)的构建粉末组成。
[0293]
实例21.根据实例20的方法(1000),其中,选择性地控制构建粉末(102)的构建粉末组成包括选择性地改变所述构建粉末组成以在粉末层(106)的构建粉末段(108)内和第二粉末层(126)的第二构建粉末段(128)内实现粉末梯度(152)。
[0294]
实例22.根据实例20的方法(1000),其中:
[0295]
构建粉末(102)包括构建粉末第一成分(122)和构建粉末第二成分(124)的混合物;并且
[0296]
选择性地控制构建粉末(102)的构建粉末组成包括选择性地控制构建粉末第一成分(122)和构建粉末第二成分(124)的组成比率。
[0297]
实例23.根据实例22的方法(1000),其中,选择性地控制构建粉末第一成分(122)和构建粉末第二成分(124)的组成比率包括:
[0298]
测量构建粉末第一成分(122)的第一质量;
[0299]
测量构建粉末第二成分(124)的第二质量;以及
[0300]
测量构建粉末(102)的质量,所述构建粉末包括构建粉末第一成分(122)和构建粉末第二成分(124)的混合物。
[0301]
实例24.根据实例23的方法(1000),其中,选择性地控制构建粉末第一成分(122)
和构建粉末第二成分(124)的组成比率还包括:
[0302]
选择性地控制构建粉末第一成分(122)的第一质量流速;以及
[0303]
选择性地控制构建粉末第二成分(124)的第二质量流速。
[0304]
实例25.根据实例23的方法(1000),其中,选择性地控制构建粉末第一成分(122)和构建粉末第二成分(124)的组成比率还包括测量包括构建粉末第一成分(122)和构建粉末第二成分(124)的混合物的构建粉末(102)的质量流速。
[0305]
实例26.根据实例1的方法(1000),还包括形成具有封闭横截面的屏障(142),其中,粉末层(106)由屏障(142)界定。
[0306]
实例27.根据实例26的方法(1000),其中,形成屏障(142)包括选择性地沉积线材(140)。
[0307]
实例28.根据实例26的方法(1000),其中,形成接合粉末层(106)的支撑粉末段(110)的一部分的支撑粉末(104)的屏障(142)。
[0308]
实例29.一种增材制造物体(100)的方法(1000),方法(1000)包括:
[0309]
将构建粉末(102)选择性地沉积在物体(100)的构建轮廓(112)的内部以形成粉末层(106)的构建粉末段(108),构建粉末(102)包括构建粉末组成;
[0310]
选择性地改变构建粉末(102)的构建粉末组成以在粉末层(106)的构建粉末段(108)的内部实现粉末梯度(152);以及
[0311]
将支撑粉末(104)选择性地沉积在构建轮廓(112)的外部以形成粉末层(106)的支撑粉末段(110),支撑粉末(104)包括支撑粉末组成,
[0312]
其中,所述构建粉末组成和所述支撑粉末组成是不同的。
[0313]
实例30.根据实例29的方法(1000),其中:
[0314]
选择性地沉积构建粉末(102)包括使用粉末喷射器(204)选择性地排放构建粉末(102);以及
[0315]
选择性地沉积支撑粉末(104)包括使用粉末喷射器(204)选择性地排放支撑粉末(104)。
[0316]
实例31.根据实例29的方法(1000),其中:
[0317]
选择性地沉积构建粉末(102)包括使用粉末喷射器(204)选择性地排放构建粉末(102);以及
[0318]
选择性地沉积支撑粉末(104)包括使用重涂器(206)选择性地排放支撑粉末(104)。
[0319]
实例32.根据实例29的方法(1000),还包括形成围绕构建轮廓(112)的屏障(142),其中,粉末层(106)形成于屏障(142)的内部。
[0320]
实例33.一种增材制造系统(200),包括:
[0321]
粉末沉积设备(202),配置为:
[0322]
将构建粉末(102)选择性地沉积在构建轮廓(112)的内部以形成粉末层(106)的构建粉末段(108);以及
[0323]
将支撑粉末(104)选择性地沉积在构建轮廓(112)的外部以形成粉末层(106)的支撑粉末段(110);并且其中:
[0324]
构建粉末(102)包括构建粉末组成;
[0325]
支撑粉末(104)包括支撑粉末组成;并且
[0326]
构建粉末组成和支撑粉末组成是不同的。
[0327]
实例34.根据实例33的增材制造系统(200),其中,粉末沉积设备(202)配置为在选择性地沉积构建粉末(102)之前选择性地沉积支撑粉末(104),使得:
[0328]
粉末层(106)的支撑粉末段(110)的支撑粉末边界(114)形成构建轮廓(112);并且
[0329]
粉末层(106)的构建粉末段(108)的构建粉末边界(116)邻接粉末层(106)的支撑粉末段(110)的支撑粉末边界(114)。
[0330]
实例35.根据实例33的增材制造系统(200),其中,粉末沉积设备(202)配置为在选择性地沉积支撑粉末(104)之前选择性地沉积构建粉末(102),使得:
[0331]
粉末层(106)的构建粉末段(108)的构建粉末边界(116)形成构建轮廓(112);并且
[0332]
粉末层(106)的支撑粉末段(110)的支撑粉末边界(114)邻接粉末层(106)的构建粉末段(108)的构建粉末边界(116)。
[0333]
实例36.根据实例33的增材制造系统(200),其中:
[0334]
粉末沉积设备(202)包括粉末喷射器(204),其配置为选择性地沉积构建粉末(102);并且
[0335]
粉末喷射器(204)包括:
[0336]
构建粉末进料器(222),配置为选择性地分配构建粉末(102);
[0337]
以及
[0338]
喷嘴(208),联接到构建粉末进料器(222)并且配置为选择性地排放构建粉末(102)。
[0339]
实例37.根据实例36的增材制造系统(200),其中:
[0340]
粉末喷射器(204)配置为选择性地沉积支撑粉末(104)并且还包括配置为选择性地分配支撑粉末(104)的支撑粉末进料器(224);并且
[0341]
喷嘴(208)联接到支撑粉末进料器(224)并且配置为选择性地排放支撑粉末(104)。
[0342]
实例38.根据实例36的增材制造系统(200),其中:
[0343]
粉末沉积设备(202)包括重涂器(206),其配置为选择性地沉积支撑粉末(104);并且
[0344]
重涂器(206)包括:
[0345]
支撑粉末进料器(224),配置为选择性地分配支撑粉末(104);
[0346]
以及
[0347]
辊(210),配置为从支撑粉末进料器(224)收集支撑粉末(104)
[0348]
并且选择性地排放支撑粉末(104)。
[0349]
实例39.根据实例36的增材制造系统(200),其中,粉末喷射器(204)配置为选择性地控制构建粉末(102)的构建粉末组成。
[0350]
实例40.根据实例36的增材制造系统(200),其中,粉末喷射器(204)配置为选择性地改变构建粉末(102)的构建粉末组成以在粉末层(106)的构建粉末段(108)内实现粉末梯度(152)。
[0351]
实例41.根据实例40的增材制造系统(200),其中:
[0352]
构建粉末(102)包括构建粉末第一成分(122)和构建粉末第二成分(124)的混合物;
[0353]
构建粉末进料器(222)包括:
[0354]
构建粉末第一成分进料器(226),配置为选择性地分配构建粉末第一成分(122);
[0355]
构建粉末第二成分进料器(228),配置为选择性地分配构建粉末第二成分(124);以及
[0356]
混合器(230),联接到构建粉末第一成分进料器(226)和构建粉末第二成分进料器(228),并且配置为:
[0357]
将构建粉末第一成分进料器(226)和构建粉末第二成分进料器(228)混合在一起;
[0358]
包含构建粉末(102);以及
[0359]
将构建粉末(102)选择性地分配到喷嘴(208)。
[0360]
实例42.根据实例41的增材制造系统(200),其中:
[0361]
构建粉末第一成分进料器(226)包括构建粉末第一成分调节器(232),其配置为选择性地控制构建粉末第一成分进料器(226)在包含于混合器(230)中的构建粉末(102)中的组成百分比;以及
[0362]
构建粉末第二成分进料器(228)包括构建粉末第二成分调节器(234),其配置为选择性地控制构建粉末第二成分进料器(228)在包含于混合器(230)中的构建粉末(102)中的组成百分比,
[0363]
混合器(230)包括混合器调节器(316),其配置为选择性地控制分配到喷嘴(208)的构建粉末(102)的质量流速。
[0364]
实例43.根据实例42的增材制造系统(200),其中:
[0365]
构建粉末第一成分调节器(232)包括构建粉末第一成分质量传感器(238),其配置为测量构建粉末第一成分(122)的第一质量;
[0366]
构建粉末第二成分调节器(234)包括构建粉末第二成分质量传感器(246),其配置为测量构建粉末第二成分(124)的第二质量;并且
[0367]
混合器调节器(316)包括配置为测量构建粉末(102)的质量的混合器质量传感器(320)。
[0368]
实例44.根据实例43的增材制造系统(200),其中:
[0369]
构建粉末第一成分调节器(232)还包括构建粉末第一成分质量流传感器(240),其配置为测量构建粉末第一成分(122)的第一质量流速;并且
[0370]
构建粉末第二成分调节器(234)还包括构建粉末第二成分质量流传感器(248),其配置为测量构建粉末第二成分(124)的第二质量流速。
[0371]
实例45.根据实例41的增材制造系统(200),还包括排放调节器(286),其配置为测量和选择性地控制从喷嘴(208)排放的构建粉末(102)的质量流速。
[0372]
实例46.根据实例41的增材制造系统(200),还包括控制器(250),其配置为:
[0373]
根据构建粉末沉积图案选择性地控制粉末喷射器(204)的运动;以及
[0374]
选择性地调节在沿着构建粉末沉积图案的不同位置处从混合器(230)分配的构建粉末(102)中的构建粉末第一成分(122)和构建粉末第二成分(124)的组成比率。
[0375]
实例47.根据实例33的增材制造系统(200),还包括粉末接合设备(212),其配置为
接合粉末层(106)的构建粉末段(108)的构建粉末(102)。
[0376]
实例48.根据实例47的增材制造系统(200),其中,粉末接合设备(212)配置为接合粉末层(106)的支撑粉末段(110)的一部分的支撑粉末(104)。
[0377]
实例49.根据实例47的增材制造系统(200),其中,粉末接合设备(212)包括定向能量装置(252),其配置为生成适于熔化粉末层(106)的构建粉末段(108)的构建粉末(102)的能量束(218)。
[0378]
实例50.根据实例47的增材制造系统(200),其中,粉末接合设备(212)包括粘合剂输送装置(254),其配置为沉积适于粘结粉末层(106)的构建粉末段(108)的构建粉末(102)的粘合剂(256)。
[0379]
实例51.根据实例47的增材制造系统(200),还包括配置为分配线材(140)以形成屏障(142)的线材沉积装置(258),其中,粉末沉积设备(202)配置为将支撑粉末(104)和构建粉末(102)选择性地沉积在屏障(142)内。
[0380]
实例52.根据实例47的增材制造系统(200),其中:
[0381]
粉末接合设备(212)包括粘合剂输送装置(254),其配置为选择性地沉积粘合剂(220),粘合剂适于粘结粉末层(106)的支撑粉末段(110)的一部分的支撑粉末(104)并形成屏障(142);并且
[0382]
粉末沉积设备(202)配置为将构建粉末(102)选择性地沉积在屏障(142)内。
[0383]
一个实例的所描述的特征、优点和特性可以任何合适的方式组合在一个或多个其他实例中。相关领域的技术人员将认识到,可以在没有特定实例的一个或多个具体特征或优点的情况下实践本文描述的实例。在其他情况下,在某些实例中可以认识到可能不是在所有实例中都存在的附加特征和优点。此外,虽然已经示出和描述了方法1000和增材制造系统200的各种实例,但是本领域技术人员在阅读说明书时可以想到修改。本技术包括这些修改,并且仅由权利要求的范围来限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。