1.本发明有关超声辅助激光连接工艺,具体而言涉及一种超热塑性复合材料与轻质合金超声辅助激光连接工艺,属于异种材料连接领域。
背景技术:
2.热塑性复合材料作为重要的轻量化制造材料,因其高比强度、耐腐蚀、抗疲劳、耐高温等特性在航空航天制造、汽车等领域具有广阔的应用前景。轻质合金材料既能满足轻量化设计理念,又能满足核心部件的机械性能,在航空飞行器等领域中也具有重要地位。因此,在实际生产应用中常常需要实现热塑性复合材料与轻质合金之间的连接,直接利用激光焊接对热塑性复合材料与轻质合金进行连接,存在界面熔合形貌较差、熔合缺陷较多和连接强度低等问题。超声焊接是利用高频振动使界面材料接触,并在摩擦和超声软化的共同作用下,进一步产生塑性流动和扩散使连接面积增大,最终形成可靠连接。激光焊接是一种利用高能量密度的激光束作为热源的高效的、精密的焊接方法,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,来获得成型良好,性能稳定的焊接接头。本发明一种热塑性复合材料与轻质合金超声辅助激光连接工艺,利用超声辅助焊接使界面处填充的树脂粉末融化,热塑性复合材料与轻质合金通过熔融树脂形成初步连接,然后通过激光焊接在热塑性复合材料与轻质合金搭接接头处形成稳定的异种材料连接接头,有效改善了热塑性复合材料与轻质合金连接界面的熔合质量,提高了热塑性复合材料与轻质合金连接接头的拉剪强度和疲劳性能。
技术实现要素:
3.为了解决热塑性复合材料与轻质合金的连接问题,获得较高强度的连接接头,本发明提供一种热塑性复合材料与轻质合金超声辅助激光连接工艺,能够有效改善热塑性复合材料与轻质合金连接界面的熔合质量,提高热塑性复合材料与轻质合金连接结构的拉剪强度和疲劳性能。
4.本发明采用如下技术方案:一种热塑性复合材料与轻质合金超声辅助激光连接工艺包括如下步骤:(1)首先对热塑性复合材料和轻质合金进行清洁处理,对轻质合金表面进行凹槽加工处理;(2)在热塑性复合材料与轻质合金连接界面处铺设树脂粉末后,将待连接件按“热塑性复合材料-树脂粉末-轻质合金”顺序搭接后固定在超声辅助焊接底座上,进行超声波第一次焊接;(3)将已初步连接的塑性复合材料与轻质合金搭接件翻转方向,使轻质合金置于上方,重新固定在激光焊接底座上,进行激光第二次焊接。所述热塑性复合材料厚度适用于2~8mm,轻质合金厚度适用于2~4mm,轻质合金表面加工出均匀分布的倒三角形状凹槽,凹槽宽度为0.5mm,深度为0.35mm,凹槽分布密度范围为30%~50%。所述热塑性复合材料与轻质合金连接界面填充热塑性树脂粉末,填充树脂类型为热塑性复合材料基体树脂,树脂粉末填充厚度为0.1mm~0.3mm并填满轻质合金凹槽。所述超声波第一次焊接中采用“热塑性复合材料-树脂粉末-轻质合金”搭接方式,轻质合金置于下层,超声波第一次焊
接功率为300~600w,超声波频率为10~30khz,工具头对待连接件施加纵向压力,压力值为0.1~0.2mpa,焊接时间为10~15s。所述激光第二次焊接将轻质合金置于上层,焊接功率为1000~2000w,焊接路径为直线型,激光运动方式为前进圆摆动,摆幅为2mm。所述焊接前清洁处理包括对轻质合金进行酸洗或碱洗去除表面氧化膜,对热塑性复合材料利用丙酮进行超声清洗。
5.本发明具有如下有益效果:本发明一种热塑性复合材料与轻质合金超声辅助激光连接工艺创新实现了超声焊接与激光焊接结合连接热塑性复合材料与轻质合金,有效改善了热塑性复合材料与轻质合金连接界面熔合质量,提高了热塑性复合材料与轻质合金连接接头的拉剪强度和疲劳性能。
附图说明
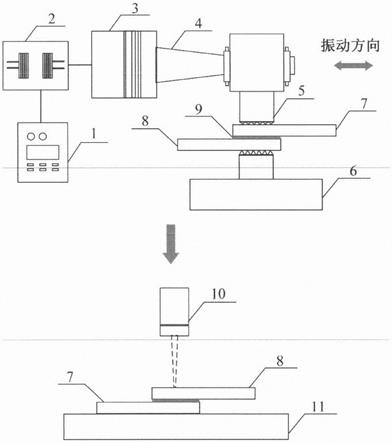
6.图1为一种热塑性复合材料与轻质合金超声辅助激光连接工艺示意图。
7.其中:
8.1-控制器,2-发生器,3-换能器,4-变幅杆,5-工具头,6-底座,7-热塑性复合材料,8-轻质合金,9-填充树脂粉末,10-激光头,11-工作台。
具体实施方式
9.请参照图1所示,本发明一种热塑性复合材料与轻质合金超声辅助激光连接工艺包括控制器1,发生器2,换能器3,变幅杆4,工具头5,底座6,热塑性复合材料7,轻质合金8,填充树脂粉末9,激光头10,工作台11。
10.优选地,热塑性复合材料7厚度适用于2~8mm,轻质合金8厚度适用于2~4mm,轻质合金8表面加工出均匀分布的倒三角形状凹槽,凹槽宽度为0.5mm,深度为0.35mm,凹槽分布密度范围为30%~50%。热塑性复合材料7与轻质合金8连接界面填充热塑性树脂粉末9,填充树脂类型为热塑性复合材料7基体树脂,树脂粉末9填充厚度为0.1mm~0.3mm并填满轻质合金8凹槽。超声波第一次焊接中采用“热塑性复合材料7-树脂粉末9-轻质合金8”搭接方式,轻质合金8置于下层,焊接功率为300~600w,超声波频率为10~30khz,工具头5对待连接件施加纵向压力,压力值为0.1~0.2mpa,焊接时间为10~15s。激光第二次焊接将轻质合金8置于上层,焊接功率为1000~2000w,焊接路径为直线型,激光运动方式为前进圆摆动,摆幅为2mm。焊接前清洁处理包括对轻质合金8进行酸洗或碱洗去除表面氧化膜,对热塑性复合材料7利用丙酮进行超声清洗。
11.具体地,超声辅助热塑性复合材料7与轻质合金8激光连接具体实施步骤为:首先分别对热塑性复合材料7和轻质合金8进行清洁处理,对轻质合金8表面进行凹槽加工处理。其次,在热塑性复合材料7与轻质合金8连接界面处铺设树脂粉末9,将待连接件按“热塑性复合材料7-树脂粉末9-轻质合金8”顺序搭接后固定在超声辅助焊接底座6上,进行超声波第一次焊接:开启控制器1开关,发生器2产生高频电信号并传输至换能器3,换能器3把高频电信号转化为超声振动信号,高频振动通过摆动杆4和焊接工具头5传递到热塑性复合材料7与轻质合金8连接接头,使待焊件实现初步连接。最后,将已初步连接塑性复合材料7与轻质合金8搭接件翻转方向,使轻质合金8置于上方,重新固定在激光焊接工作台11上,激光头10发出激光,照射在待焊件接头的轻质合金8表面,进行激光第二次焊接,直至焊接结束。
12.显然,本发明的上述实施例仅是为了清楚说明本发明所作的举例,而并非是对本发明的实施方式的限定,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
技术特征:
1.一种热塑性复合材料与轻质合金超声辅助激光连接工艺,其特征在于,所述连接工艺主要包括超声波第一次焊接和激光第二次焊接,所述轻质合金表面加工出均匀分布的倒三角形状凹槽,热塑性复合材料与轻质合金连接界面填充热塑性树脂粉末,所述超声波第一次焊接中采用“热塑性复材-树脂粉末-轻质合金”搭接方式,轻质合金置于下层,所述激光第二次焊接将轻质合金置于上层,所述热塑性复合材料与轻质合金超声辅助激光连接工艺包括如下步骤:(1)首先对热塑性复合材料和轻质合金进行清洁处理,对轻质合金表面进行凹槽加工处理;(2)在热塑性复合材料与轻质合金连接界面处铺设树脂粉末后,为使树脂粉末充分填满轻质合金表面凹槽,将待连接件按“热塑性复材-树脂粉末-轻质合金”顺序搭接后固定在超声辅助焊接底座上,进行超声波第一次焊接;(3)将已初步连接的热塑性复合材料与轻质合金搭接件翻转方向,使轻质合金置于上方,重新固定在激光焊接底座上,进行激光第二次焊接。2.一种热塑性复合材料与轻质合金超声辅助激光连接工艺,其特征在于,所述超声波第一次焊接过程中,工具头和底座对待连接件施加纵向压力,使填充树脂在受热熔化后分别与热塑性复合材料和轻质合金充分结合。3.一种热塑性复合材料与轻质合金超声辅助激光连接工艺,其特征在于,所述激光第二次焊接过程中的激光运动方式为前进圆摆动。4.一种热塑性复合材料与轻质合金超声辅助激光连接工艺,其特征在于,所述界面填充树脂类型为热塑性复合材料基体树脂。5.一种热塑性复合材料与轻质合金超声辅助激光连接工艺,其特征在于,所述焊接前清洁处理包括对轻质合金进行酸洗或碱洗去除表面氧化膜,对热塑性复合材料利用丙酮进行超声清洗。
技术总结
本发明公开一种热塑性复合材料与轻质合金超声辅助激光连接工艺,所述轻质合金表面加工出均匀分布的倒三角形状凹槽,热塑性复合材料与轻质合金连接界面填充热塑性树脂粉末,所述超声辅助焊接中采用“热塑性复材-树脂粉末-轻质合金”搭接方式,轻质合金置于下层,所述激光焊接将轻质合金置于上层,所述热塑性复合材料与轻质合金超声辅助激光连接工艺包括如下步骤:1)清洁处理,轻质合金表面凹槽加工处理;2)界面处铺置粉末后固定,进行超声波第一次焊接;3)翻转连接件重新固定后进行激光第二次焊接。本发明能够有效改善热塑性复合材料与轻质合金连接界面熔合质量,提高拉剪强度和疲劳性能。能。能。
技术研发人员:占小红 杨红艳 王磊磊
受保护的技术使用者:南京航空航天大学
技术研发日:2020.05.13
技术公布日:2021/11/19
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。