1.本实用新型涉及检测设备技术领域,具体涉及一种转盘式气密性检测设备。
背景技术:
2.气密性检测经常采用负压法原理进行检测,负压法是在设备密封情况下,进行抽真空,使其内部压力小于外部大气压力,具体应用有真空衰减法(干检)和真空侧漏法(水检);真空衰减法是指在完全密封所有接触面的情况下,直接或间接对产品进行抽真空处理,可通过ik
‑
mf系列气密性检测仪,分析读取压力数值δp3,以此来判定产品是否合格。
3.现有一种橡胶环产品,由于圆周边缘处外翻弧度不均匀,可能会出现漏气现象,为了给予产品准确的气密性检测,采用真空衰减法将其放置在真空罩内,并抽出罩内气体。若待测橡胶环产品的圆周边缘处有漏气现象,导致ik
‑
mf系列的气密性检测仪分析读取的压力数值δp3不达标,则该产品不合格,由于目前还没有针对该产品设计配套的自动气密性检测设备,气密性检测难度较大,人工检测效率极低,故需要特别设计一种自动检测机构以方便实际生产。
技术实现要素:
4.本实用新型目的:鉴于背景技术中的技术要求,我们设计一种转盘式气密性检测设备,能够通过下压的真空罩与定位在分度盘上的橡胶环载具配合,并压合橡胶环中间凸起部,而真空罩底部设置有气孔,通过中间抽气组件向上抽气形成内部负压环境,来检测橡胶环圆周边缘是否向内漏气,由ik
‑
mf系列的气密性检测仪通过气孔外部连通的检测孔分析进气参数,并判定气密性是否达标,利用出料组件分拣合格与不合格品,可同时对两种规格的橡胶环实施气密性检测,具备激光打标功能,节省工序步骤,检测效率高,实用方便。
5.为解决上述问题采取的技术方案是:
6.一种转盘式气密性检测设备,包括固定在工作台上的分度盘、橡胶环载具、气密性检测组件、出料组件和激光打标组件,所述气密性检测组件包括由按压气缸带动升降动作的真空罩、设置在真空罩内的抽气组件以及气密性检测仪。
7.所述分度盘上端面外周环形阵列布置有橡胶环载具,中心与旋转电机主轴固连,被带动等分角度地旋转,
8.所述橡胶环载具下端设置有定位柱和定位块,上端设置有定位橡胶环的定位台,包括内定位台和外定位台,所述内定位台呈环形,与内侧橡胶环的凸起部配合定位,所述外定位台呈环形,与外侧橡胶环的凸起部配合定位,
9.所述按压气缸下端固连真空罩,所述真空罩内部设有空腔,一侧设置有通气口,下端设置有与橡胶环配合的环形按压块,环形按压块包括内环形按压块和外环形按压块,所述内环形按压块正对内侧橡胶环上端凸起部按压紧密贴合,所述外环形按压块正对外侧橡胶环上端凸起部按压紧密贴合,且真空罩正对两凸起部上方均开设有气孔,所述气孔与气密性检测仪连通配合,实施气密性检测,
10.所述抽气组件设置在真空罩的空腔内部,包括抽气气缸和抽气活塞,所述抽气活塞与真空罩空腔内壁紧密贴合,由抽气气缸带动上下活动,所述抽气气缸固定在空腔顶部,
11.所述出料组件固定在工作台上,包括抓取气缸、弧形夹爪、升降滑台、旋转气缸、水平滑台以及合格品出料架和不合格品出料架,所述弧形夹爪固连在抓取气缸的两只夹爪上,抓取气缸固定在升降滑台的滑块上,旋转气缸固连在升降滑台下端,使得检测完毕的橡胶环被弧形夹爪夹持后抬升并旋转180度后放置,且旋转气缸下端还固连在水平滑台的滑块上,由水平滑台带动旋转气缸滑移至合格品出料架或不合格品出料架位置,
12.所述激光打标组件用于给检测完毕的橡胶环实施背面打标,包括翻转组件和激光打标器,所述翻转组件包括升降气缸、翻转气缸以及夹持气缸,所述夹持气缸固连有弧形夹爪,用于夹取橡胶环后翻转180度,所述激光打标器的打标镜头正对橡胶环。
13.进一步地,所述真空罩两侧还设置有顶推组件,包括顶推气缸和顶推块,所述顶推块正对橡胶环载具边缘,用于在负压情况下,顶推紧密贴合在一起的橡胶环载具和真空罩使其分离。
14.进一步地,所述定位块由分度盘下端设有的顶推旋转电机带动旋转,并由橡胶环载具一侧设有的位置传感器定位,使得橡胶环供料给气密性检测组件前保持指定的检测姿态。
15.本实用新型的有益效果是:
16.该转盘式气密性检测设备能够通过下压的真空罩与定位在分度盘上的橡胶环载具配合,并压合橡胶环中间凸起部,而真空罩底部设置有气孔,通过中间抽气组件向上抽气形成内部负压环境,来检测橡胶环圆周边缘是否向内漏气,由ik
‑
mf系列的气密性检测仪通过气孔外部连通的检测孔分析进气参数,并判定气密性是否达标,利用出料组件分拣合格与不合格品,可同时对两种规格的橡胶环实施气密性检测,具备激光打标功能,节省工序步骤,检测效率高,实用方便。
附图说明
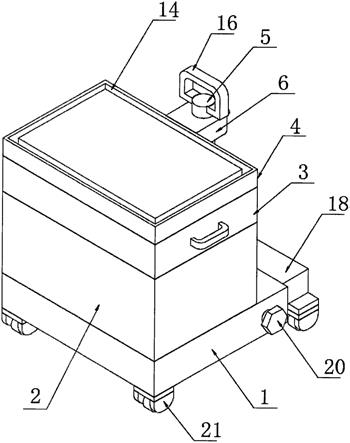
17.图1为本实施例转盘式气密性检测设备的立体图;
18.图2为本实施例转盘式气密性检测设备去除机罩后的立体图;
19.图3为本实施例转盘式气密性检测设备去除机罩后的后侧俯视图;
20.图4为本实施例所述激光打标组件的立体图;
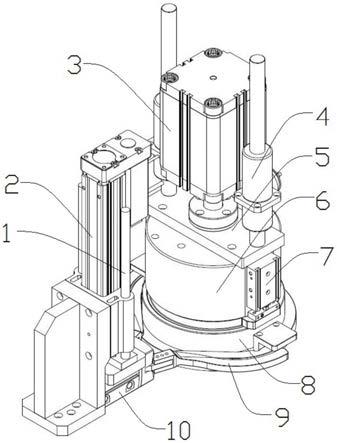
21.图5为本实施例所述气密性检测组件的结构示意图;
22.图6为本实施例所述真空罩与橡胶环载具紧密贴合后的状态剖视图;
23.其中,1
‑
气密性检测仪,2
‑
控制按钮,3
‑
分度盘,4
‑
橡胶环载具,5
‑
水平滑台,6
‑
合格品出料架,7
‑
不合格品出料架,8
‑
升降滑台,9
‑
激光打标器,10
‑
夹持气缸,11
‑
翻转气缸,12
‑
升降丝杆副,13
‑
打标镜头,14
‑
橡胶环,15
‑
弧形夹爪,16
‑
手调升降丝杆副,17
‑
按压气缸,18
‑
真空罩,19
‑
旋转气缸,20
‑
外环形按压块,21
‑
内环形按压块,22
‑
气孔,23
‑
抽气气缸,24
‑
抽气活塞,25
‑
通气口,26
‑
定位块。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行
清楚、完整地描述。
25.请参阅图1
‑
6,本实施例提出一种转盘式气密性检测设备,包括固定在工作台上的分度盘3、橡胶环载具4、气密性检测组件、出料组件和激光打标组件,所述气密性检测组件包括由按压气缸17带动升降动作的真空罩18、设置在真空罩18内的抽气组件以及气密性检测仪1。
26.具体地说,所述分度盘3上端面外周环形阵列布置有橡胶环载具4,中心与旋转电机主轴固连,被带动等分角度地旋转。
27.所述橡胶环载具4下端设置有定位柱和定位块26,上端设置有定位橡胶环14的定位台,包括内定位台和外定位台,所述内定位台呈环形,与内侧橡胶环14的凸起部配合定位,所述外定位台呈环形,与外侧橡胶环14的凸起部配合定位。
28.所述按压气缸17下端固连真空罩18,所述真空罩18内部设有空腔,一侧设置有通气口25,下端设置有与橡胶环14配合的环形按压块,环形按压块包括内环形按压块21和外环形按压块20,所述内环形按压块21正对内侧橡胶环14上端凸起部按压紧密贴合,所述外环形按压块20正对外侧橡胶环14上端凸起部按压紧密贴合,且真空罩18正对两凸起部上方均开设有气孔22,所述气孔22与气密性检测仪1连通配合,实施气密性检测。
29.所述抽气组件设置在真空罩18的空腔内部,包括抽气气缸23和抽气活塞24,所述抽气活塞24与真空罩18空腔内壁紧密贴合,由抽气气缸23带动上下活动,所述抽气气缸23固定在空腔顶部。
30.所述出料组件固定在工作台上,包括抓取气缸、弧形夹爪15、升降滑台8、旋转气缸19、水平滑台5以及合格品出料架6和不合格品出料架7,所述弧形夹爪15固连在抓取气缸的两只夹爪上,抓取气缸固定在升降滑台8的滑块上,旋转气缸19固连在升降滑台8下端,使得检测完毕的橡胶环14被弧形夹爪15夹持后抬升并旋转180度后放置,且旋转气缸19下端还固连在水平滑台5的滑块上,由水平滑台5带动旋转气缸19滑移至合格品出料架6或不合格品出料架7位置。
31.所述激光打标组件用于给检测完毕的橡胶环14实施背面打标,包括翻转组件和激光打标器9,所述翻转组件包括升降气缸、翻转气缸11以及夹持气缸10,所述夹持气缸10固连有弧形夹爪15,用于夹取橡胶环14后翻转180度,所述激光打标器9的打标镜头13正对橡胶环14。
32.进一步的实施方案是,所述真空罩18两侧还设置有顶推组件,包括顶推气缸和顶推块,所述顶推块正对橡胶环载具4边缘,用于在负压情况下,顶推紧密贴合在一起的橡胶环载具4和真空罩18使其分离。
33.进一步的实施方案是,所述定位块26由分度盘3下端设有的顶推旋转电机(图中未示出)带动旋转,并由橡胶环载具4一侧设有的位置传感器(图中未标识)定位,使得橡胶环14供料给气密性检测组件前保持指定的检测姿态。
34.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。