1.本实用新型涉及冲压模具技术领域,具体为一种高精度冲压成型模具。
背景技术:
2.冲压模是指冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压是在室温下,利用安装在压力机上的模具对材料施加压力,将其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。然而对于端面圆跳动要求严格的产品冲压,特别是齿轮冲压,普通的冲孔、下料复合模,无法同时满足平面度、圆跳动度和端面光亮带的要求,需要对冲裁后的齿轮的齿部再进行铣削加工和打磨,加工步骤多,加工时间长,效率低下。同时在冲裁过程中容易将冲裁区内材料撕裂,流料不均匀,冲裁后产品塑性降低,产品品质不高。
技术实现要素:
3.本实用新型的目的在于提供一种高精度冲压成型模具,以解决上述背景技术中提出的问题。
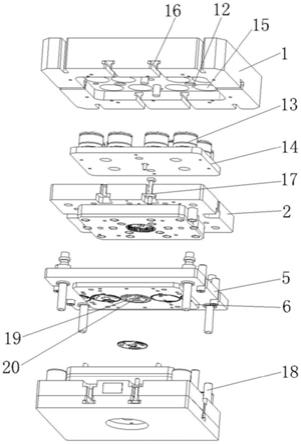
4.为实现上述目的,本实用新型提供如下技术方案:一种高精度冲压成型模具,包括从上到下依次设置的上垫块、上模座、上垫板、上夹板、止挡板、脱料板、下模板、下夹板、下垫板、下模座和下垫块,所述上垫块的下侧面开设有凹槽,所述凹槽内设有弹簧群组,其下方设有弹簧固定板,所述上垫板的下方固定有上冲头,其内穿设有顶杆,所述下模板上固定有下冲头,其内穿设有顶件器,所述脱料板与下模板的压合面均设有v形阻料筋,其分别沿着上冲头和下冲头的边缘设置。
5.进一步优选,所述弹簧群组为多个呈对称排布的氮气弹簧组,所述上垫块上设有多个对应弹簧群组的弹簧定位槽。
6.进一步优选,所述脱料板和下模板上沿着材料输送方向均设有多个产品型槽,其分设于v形阻料筋的两侧。
7.进一步优选,所述脱料板上设有呈对称设置的两个定位槽,其位于材料出料方向,所述下模板上设有与定位槽相配合的定位块,所述定位槽和定位块均设置于产品型槽内,且沿其内边缘设置。
8.进一步优选,所述下模板上沿着材料输送方向设有多个呈对称排列导料销。
9.进一步优选,所述上垫块与上模座、下模座与下垫块的四侧面均设有相对应的卡槽,且均连接有固定于卡槽内的锁紧螺栓。
10.进一步优选,所述上模座和下模座之间连接有导柱导套,所述上模座和下模座上均设有相互配合的限位柱,八根所述限位柱沿着材料输送方向设置于止挡板的两端。
11.进一步优选,所述顶杆的上端连接有固定于弹簧固定板上的氮气弹簧,所述顶件器采用油压顶升。
12.有益效果:本实用新型的一种高精度冲压成型模具,通过v形阻料筋实现材料的压
紧,并配合顶件器保证材料被充分压紧,裁切时流料均匀,冲裁区的材料处于三向压应力状态,提高了成型的产品的塑性,同时弹簧群组保证模具的工作平稳,效率高,使用寿命长,产品冲裁精度高,产品品质稳定,且产品尺寸公差小。
附图说明
13.图1为本实用新型实施例所公开的高精度冲压成型模具的爆炸结构示意图;
14.图2为本实用新型实施例所公开的高精度冲压成型模具的轴测结构示意图;
15.图3为本实用新型实施例所公开的高精度冲压成型模具的主视结构示意图;
16.图4为本实用新型实施例所公开的脱料板的结构示意图;
17.图5为本实用新型实施例所公开的下模板的结构示意图。
18.附图标记:1
‑
上垫块,2
‑
上模座,3
‑
上垫板,4
‑
上夹板,5
‑
止挡板,6
‑
脱料板,7
‑
下模板,8
‑
下夹板,9
‑
下垫板,10
‑
下模座,11
‑
下垫块,12
‑
凹槽,13
‑
弹簧群组,14
‑
弹簧固定板,15
‑
弹簧定位槽,16
‑
卡槽,17
‑
锁紧螺栓,18
‑
限位柱,19
‑
上冲头,20
‑
顶杆,21
‑
下冲头,22
‑
顶件器,23
‑
v形阻料筋,24
‑
产品型槽,25
‑
定位槽,26
‑
定位块,27
‑
导料销。
具体实施方式
19.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
20.如图1
‑
5所示,一种高精度冲压成型模具,包括从上到下依次设置的上垫块1、上模座2、上垫板3、上夹板4、止挡板5、脱料板6、下模板7、下夹板8、下垫板9、下模座10和下垫块11,所述上垫块1的下侧面开设有凹槽12,所述凹槽12内设有弹簧群组13,其下方设有弹簧固定板14,所述上垫板3的下方固定有上冲头19,其内穿设有顶杆20,所述下模板7上固定有下冲头21,其内穿设有顶件器22,所述脱料板6与下模板7的压合面均设有v形阻料筋23,其分别沿着上冲头19和下冲头21的边缘设置。
21.本技术中,所述冲压成型模具为精冲模具,其精冲时有三种力作用于模具上,即冲裁力、齿圈力和反顶力。冲裁开始前,所述脱料板6和下模板7的压合面的v形阻料筋23的v形齿圈压入材料,将材料压紧于下模板7内的下冲头21上,所述v形阻料筋23的v形齿圈的内面产生齿圈力为横向侧压力,可阻止材料在冲裁区内撕裂和冲裁区外的材料横向移动,保证流料均匀。同时,所述顶件器22产生的反顶力在冲裁线内将材料压紧在上冲头19上。当材料在齿圈力和反顶力的双重作用下处于压紧状态中,所述上冲头19对材料产生向下的冲裁力,将材料冲裁呈设定的形状,冲裁精度高,冲裁品质稳定。冲裁区的材料处于三向压应力状态,从而提高了成型的产品的塑性。当冲裁结束后,所述齿圈力和反顶力释放,所述冲压成型模具开启,所述顶杆20随着脱料板6的上升可将上冲头19内的废料向下顶出,所述顶件器22将下冲头21内的产品向上顶出,在压缩空气的作用下,产品和废料被吹出模具。
22.本技术中,所述冲压成型模具采用精冲复合模结构,利用油压机驱动可取代传统精冲机,简化冲压成型模具的结构;同时,利用多个氮气弹簧所组成的弹簧群组13替代精冲机上的压边力,利用顶件器22替代精冲机的反顶力,保证材料被充分压紧,流料均匀,模具结构简单化,体积小型化。
23.优选的,所述弹簧群组13为多个呈对称排布的氮气弹簧,所述上垫块1上设有多个
对应弹簧群组13的弹簧定位槽15,本技术中,所述弹簧群组13中的氮气弹簧有12个,呈三排四列的矩形阵列排列,所述氮气弹簧具有体积小、弹力大、行程长、工作平稳、使用寿命长、弹力曲线平稳及不需要预紧等特点,可延长模具的使用寿命,确保产品质量的稳定。
24.优选的,所述脱料板6和下模板7上沿着材料输送方向均设有多个产品型槽24,其分设于v形阻料筋22的两侧,防止材料在冲裁后其上冲裁线存在毛刺而影响脱料板6和下模座7的压合,影响后续产品的冲裁质量。
25.优选的,所述脱料板6上设有呈对称设置的两个定位槽25,其位于材料出料方向,所述下模板7上设有与定位槽25相配合的定位块26,所述定位槽25和定位块26均设置于产品型槽24内,且沿其内边缘设置,所述定位块26在脱料板6和下模板7压合时插入到定位槽25,并插入到冲裁后的材料冲裁线内,实现材料的定位,防止材料发生窜动,提高冲裁质量。
26.优选的,所述下模板7上沿着材料输送方向设有多个呈对称排列导料销27,保证材料输送精准。
27.优选的,所述上垫块1与上模座2、下模座10与下垫块11的四侧面均设有相对应的卡槽16,且均连接有固定于卡槽16内的锁紧螺栓17,所述卡槽16为t形或倒t形结构设计,便于锁紧螺栓17的固定、锁紧,所述锁紧螺栓17用于将上模座2和上垫块1、下模座10和下垫块11固定在一起,模具组装方便。
28.优选的,所述上模座2和下模座10之间连接有导柱导套,所述上模座2和下模座10上均设有相互配合的限位柱18,八根所述限位柱18沿着材料输送方向设置于止挡板5的两端,用于合模时上冲头19下行的限制,起到保护的效果。
29.优选的,所述顶杆20的上端连接有固定于弹簧固定板14上的氮气弹簧,起到弹性缓冲的效果,保护顶杆20,增加顶杆20的使用寿命;所述顶件器22采用油压顶升,其具有较高的承压能力,具有抗疲劳强度、耐冲击和使用寿命长的优点,能够提供稳定的反顶力,保证材料的固定稳定,保证产品的平面度,保证产品的冲裁品质的稳定,提高冲裁质量。
30.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型性的保护范围之内的实用新型内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。