1.本发明公开一种镶铸包套真空复合材料耐磨体辊套及其铸造方法,涉及复合材料耐磨件制造,属于铸造技术领域。
背景技术:
2.辊套是高效节能辊压磨粉机中最重要的耐磨件,辊压粉磨机是通过一对辊套相向转动对辊间的物料进行高应力挤压,破碎粉碎物料,辊套辊面承受高的交变压应力、高硬度物料的磨粒磨损和尺寸较大的高强度物料尖角的切削磨损,因此辊套辊面的耐磨性是非常重要的。
3.现已有大气条件下通过铸渗陶瓷颗粒预制成的蜂窝陶瓷体的金属基陶瓷复合材料耐磨件铸造技术,其铸造方法如下:将表面涂覆有粘结剂的陶瓷颗粒填装入蜂窝结构成型模具中固化成型,出模后烧结成型得蜂窝陶瓷预制体;将蜂窝陶瓷预制体固定在耐磨件铸造型腔的型壁上,浇注钢水,钢水渗入陶瓷颗粒之间的空隙和蜂窝结构的孔中,钢水凝固后形成有金属基复合材料耐磨层的耐磨铸件。
4.铸渗蜂窝陶瓷体制造金属基复合材料耐磨件技术有所不足,作为耐磨相的陶瓷颗粒在耐磨层中的体积分数不高,未能最大化耐磨件的耐磨性能,其机理是钢水流动性渗透性不足以完全渗透较高密度的蜂窝陶瓷体。
5.本发明公开一种镶铸包套真空烧结复合材料耐磨体辊套及其铸造方法,镶铸包套真空烧结复合材料耐磨体辊套由包套真空烧结复合材料耐磨体和辊套基体组成,包套真空烧结复合材料耐磨体是由薄壁钢板制成的有可装入陶瓷颗粒合金粉混合料开口端的密封包套壳体、陶瓷颗粒与烧结陶瓷颗粒的合金粉、用于焊接封装密封包套壳体的盖板和连通包套壳体内部对包套体内部抽真空的抽真空管嘴组成。
6.待烧结成型的包套真空烧结复合材料耐磨体的制造方法如下:将陶瓷颗粒合金粉混合料装入包套壳体内,压紧振实,焊接封装密封盖板,焊接封装连通包套壳体内部的抽真空管嘴,小型待烧结成型的包套真空烧结复合材料耐磨体,通过抽真空管嘴对包套体内部抽真空至100帕以内的真空度后焊接封装密封抽真空管嘴,使包套壳体内复合材料烧结时保持一定的真空度;大型待烧结成型的包套真空烧结复合材料耐磨体设置一个以上的抽真空管嘴,其烧结过程中持续抽真空至复合材料的合金凝固。
7.包套真空烧结复合材料耐磨体的烧结是利用镶铸工艺过程中钢水的过热热容和凝固热对待烧结成型的包套真空烧结复合材料耐磨体加热至合金粉熔化进行烧结,即:烧结与镶铸工艺同时进行。
技术实现要素:
8.本发明公开一种镶铸包套真空烧结复合材料耐磨体辊套及其铸造方法,镶铸包套真空烧结复合材料耐磨体辊套由包套真空烧结复合材料耐磨体和辊套基体组成,包套真空烧结复合材料耐磨体是由薄壁钢板制成的有可装入陶瓷颗粒合金粉混合料开口端的密封
包套壳体、陶瓷颗粒与烧结陶瓷颗粒的合金粉、用于焊接封装密封包套桥体的盖板和连通包套壳体内部、对包套体内部抽真空的抽真空管嘴组成。
9.待烧结成型的包套真空烧结复合材料耐磨体的制造方法如下:将陶瓷颗粒合金粉混合料装入包套壳体内,压紧振实,焊接封装密封盖板,焊接封装连通包套壳体内部的抽真空管嘴,小型待烧结成型的包套真空烧结复合材料耐磨体,通过抽真空管嘴对包套体内部抽真空至100帕以内的真空度后焊接封装密封抽真空管嘴,使包套壳体内复合材料烧结时保持一定的真空度;大型待烧结成型的包套真空烧结复合材料耐磨体设置一个以上的抽真空管嘴,其烧结过程中持续抽真空至复合材料的合金凝固。
10.包套真空烧结复合材料耐磨体的烧结是利用镶铸工艺过程中钢水的过热热容和凝固热对待烧结成型的包套真空烧结复合材料耐磨体加热至合金粉熔化、并保持包套体内真空度进行真空烧结,即:复合材料的真空烧结与镶铸工艺同时进行。
11.镶铸包套真空烧结复合材料耐磨体辊套有在辊套表层周向均匀分布镶铸一定数量、周向间隙小于包套真空烧结复合材料耐磨体厚度的、长度与辊套一致、截面为矩形的长条形包套真空烧结复合材料耐磨体。
12.镶铸包套真空烧结复合材料耐磨体辊套有在辊套表层轴向均匀分布镶铸一定数量、外径与辊套外径一致的、轴向间隙小于包套真空烧结复合材料耐磨体厚度的、径向截面为矩形的圆环形包套真空烧结复合材料耐磨体。
13.镶铸包套真空烧结复合材料耐磨体辊套有在辊套表层镶铸整体包套真空烧结复合材料耐磨体,整体包套真空烧结复合材料耐磨体为长度与辊套一致的、径向截面为矩形的、轴向截面形状为圆环形的包套真空烧结复合材料耐磨体;此种大型的包套真空烧结复合材料耐磨体辊套镶铸工艺如下:将待加热烧结成型的包套真空烧结复合材料耐磨体放入辊套铸造型腔内,通过抽真空管嘴对包套体内抽真空至低于100帕的真空度并持续抽真空后,开始浇注钢水,利用钢水的过热热容和凝固热容加热熔化合金粉烧结复合材料,即:抽真空、烧结、镶铸工艺同时进行。
附图说明
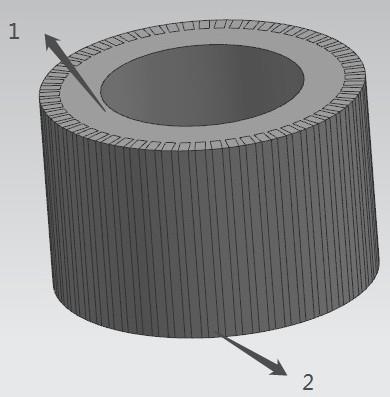
14.图1:镶铸长条形包套真空烧结复合材料耐磨体辊套结构示意图。
15.图1中:1:辊套基体,2:长条形包套真空烧结复合材料耐磨体。
16.图2:镶铸圆环形包套真空烧结复合材料耐磨体辊套结构示意图。
17.图2中:1:辊套基体,2:圆环形包套真空烧结复合材料耐磨体。
18.图3:镶铸整体包套真空烧结复合材料耐磨体辊套结构示意图。
19.图3中:1:辊套基体,2:整体包套真空烧结复合材料耐磨体。
技术特征:
1.本发明公开一种镶铸包套真空烧结复合材料耐磨体辊套及其制造方法,其特征包括如下:镶铸包套真空烧结复合材料耐磨体辊套由包套真空烧结复合材料耐磨体和辊套基体组成,镶铸包套真空烧结复合材料耐磨体辊套有采用一定数量小型分体的包套真空烧结复合材料耐磨体均匀分布镶铸于辊套表层和采用一个整体包套真空烧结复合材料耐磨体整体镶铸于辊套表层两种形式;包套真空烧结复合材料耐磨体是由薄壁钢板制成的有可装入陶瓷颗粒合金粉混合料开口端的密封包套壳体、陶瓷颗粒与烧结陶瓷颗粒的合金粉的混合料、用于焊接封装密封包套桥体的盖板和连通包套壳体内部、对包套体内部抽真空的抽真空管嘴组成;包套真空烧结复合材料耐磨体的制造方法如下:将陶瓷颗粒合金粉混合料装入包套壳体内,压紧振实,焊接封装密封盖板,焊接封装连通包套壳体内部的抽真空管嘴,通过抽真空管嘴对包套体内部抽真空至100帕以内的真空度后焊接封装密封抽真空管嘴,也可在烧结过程中持续抽真空至复合材料的烧结完成,使包套壳体内复合材料烧结时保持一定的真空度;包套真空烧结复合材料耐磨体的烧结是利用镶铸工艺过程中钢水的过热热容和凝固热对待烧结成型的包套真空烧结复合材料耐磨体加热至合金粉熔化、并保持包套体内真空度进行真空烧结,即:复合材料的真空烧结与镶铸工艺同时进行。2.镶铸包套真空烧结复合材料耐磨体辊套有在辊套表层周向均匀分布镶铸一定数量、周向间隙小于包套真空烧结复合材料耐磨体厚度的、长度与辊套一致、截面为矩形的长条形包套真空烧结复合材料耐磨体。3.镶铸包套真空烧结复合材料耐磨体辊套有在辊套表层轴向均匀分布镶铸一定数量、外径与辊套外径一致的、轴向间隙小于包套真空烧结复合材料耐磨体厚度的、径向截面为矩形的、轴向截面为圆环形的包套真空烧结复合材料耐磨体。4.镶铸包套真空烧结复合材料耐磨体辊套有在辊套表层镶铸整体包套真空烧结复合材料耐磨体,整体包套真空烧结复合材料耐磨体为长度和外径与辊套一致的、径向截面为矩形的、轴向截面圆环形的包套真空烧结复合材料耐磨体。
技术总结
本发明公开一种镶铸包套真空烧结复合材料耐磨体辊套,镶铸包套真空烧结复合材料耐磨体辊套由包套真空烧结复合材料耐磨体和辊套基体组成,镶铸包套真空烧结复合材料耐磨体辊套有采用一定数量小型分体的包套真空烧结复合材料耐磨体均匀分布镶铸于辊套表层和采用一个整体包套真空烧结复合材料耐磨体整体镶铸于辊套表层两种形式。包套真空烧结复合材料耐磨体的烧结是利用镶铸工艺过程中钢水的过热热容和凝固热对待烧结成型的包套真空烧结复合材料耐磨体加热至合金粉熔化、并保持包套体内真空度进行真空烧结,即:复合材料耐磨体的真空烧结与镶铸工艺同时进行。的真空烧结与镶铸工艺同时进行。的真空烧结与镶铸工艺同时进行。
技术研发人员:黄齐文 黄闻欣 黄潇
受保护的技术使用者:武汉华材表面科技有限公司
技术研发日:2021.08.10
技术公布日:2021/11/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。