1.本实用新型涉及加工刀具技术领域,具体为一种钻车铣多功能复合刀具。
背景技术:
2.为了防止麻花钻钻孔时孔中心偏离正确位置,一般用中心钻预钻出一个带锥形孔口的小孔或用定心钻(也有人称之为定点钻)预钻出一个锥窝,然后用再用相应直径的麻花钻钻孔,定心钻也可以用于孔口倒角和边框倒角,但由于其采用麻花钻的结构形式,切削刃长度短、楔角小、线速度低,使其切削效率低、不耐用,实际生产中使用较少。中心钻和定心钻都采用整体式结构,高性能刀具材料(如硬质合金)的利用率较低,直径越大浪费越大;同时现有中心钻和定心钻不能在车床用于端面和内外圆表面的加工,其中心钻和定心钻的使用范围小,利用率低,只能进行单一定孔,不能同时具备钻、铣和削等功能,需要配置多把刀具,还需要多次更换相应的刀具,才能完成零件的加工,从而增加了换刀时间,降低了加工效率。。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,提供一种钻车铣多功能复合刀具,可进行孔定位钻削、孔口倒角、轮廓倒角,还可以进行端面、外圆柱面的车削加工和镗孔,有效节省换刀时间和加工中心刀库的刀位资源。
4.本实用新型的目的是通过以下技术方案来实现的:一种钻车铣多功能复合刀具,包括钻身和转位刀片,所述钻身的径向横截面呈“半圆”型,所述钻身的一端倾斜设置有第一刀刃和第二刀刃,所述第一刀刃和第二刀刃关于所述钻身的轴线对称设置,所述第一刀刃与第二刀刃的一端相交于所述钻身的轴线形成切削刃,所述转位刀片可拆卸的设置在所述钻身的平面上并靠近所述切削刃设置。
5.进一步地,所述转位刀片为带有后角的多边形结构。
6.进一步地,所述转位刀片至少具有两个内角的角度等于所述切削刃的角度。
7.进一步地,所述转位刀片的棱边相交形成刀尖,所述刀尖的圆弧半径为1.2mm~1.6mm。
8.进一步地,所述转位刀片的后角为47
°
。
9.进一步地,还包括刀柄,所述钻身远离所述转位刀片的一端固定有安装柱,所述安装柱与所述刀柄可拆卸的连接。
10.进一步地,所述刀柄的一端开设有安装孔,所述安装孔内设置有定位锥,所述定位锥与所述刀柄同心设置,所述安装柱可滑动的设置在所述安装孔内,所述安装柱远离所述钻身的一端开设有锥孔,所述锥孔与所述定位锥适配。
11.进一步地,所述刀柄的一侧螺纹连接有定位螺栓,所述定位螺栓用于限制所述安装柱轴向移动。
12.进一步地,所述安装柱为阶梯状,当所述锥孔与所述定位锥适配时,所述定位螺栓
抵接在所述安装柱的阶梯上。
13.进一步地,所述钻身和转位刀片的材料采用金刚石、立方氮化硼或硬质合金。
14.本实用新型的有益效果是:
15.1、一种钻车铣多功能复合刀具,多功能化,能够完成孔定位钻削、孔口倒角、轮廓倒角,并可同时满足左右旋主轴运动,还可以进行端面、外圆柱面的车削加工和镗孔,可有效节省换刀时间和加工中心刀库的刀位资源。
16.2、加工刀片采用转位刀片,转位刀片具有多个用于加工的刀尖,当其中一刀尖损坏或磨损,可旋转转位刀片,使转位刀片的另一刀尖处于工作状态,从而避免刀片的整体更换,延长了刀片的使用寿命,降低了成本,提高了刀片的利用率。
17.3、转位刀片和钻身用于零件加工,采用强度较高的硬质合金,而用于将刀具安装在机床的刀柄采用普通钢,从而降低了成本,提高了刀具材料的利用率。
18.4、转位刀片可拆卸的安装在钻身上,同时钻身通过定位螺栓可拆卸的安装在刀柄内,刀具整体采用分体式结构,只需更换损坏的部分即可,避免整体更换,降低了成本。
19.5、钻身与刀柄的安装通过定位锥与锥孔的适配进行定心,从而保证钻身的安装精度,避免刀具工作时对加工精度造成影响。
附图说明
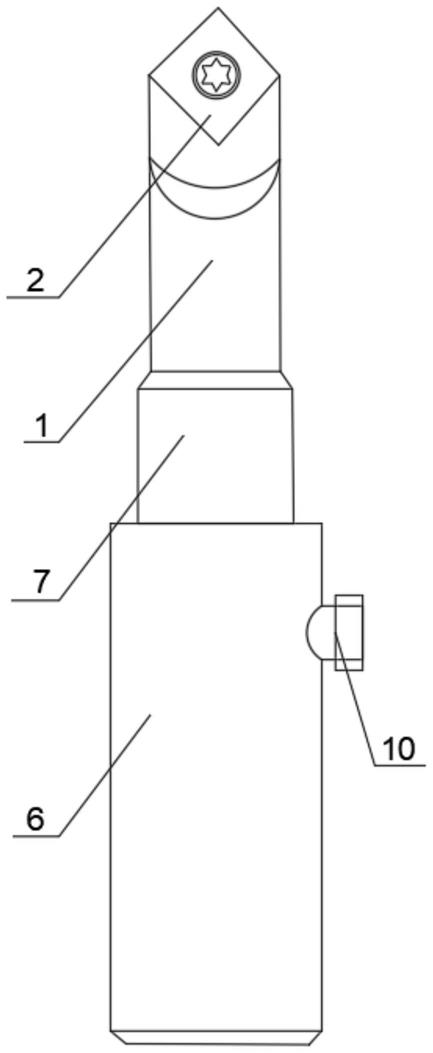
20.图1为本实用新型一种钻车铣多功能复合刀具的整体结构示意图;
21.图2为本实用新型一种钻车铣多功能复合刀具中转位刀片的立体图;
22.图3为本实用新型一种钻车铣多功能复合刀具的内部结构示意图;
23.图4为本实用新型一种钻车铣多功能复合刀具中钻身的结构示意图;
24.图中,1
‑
钻身,2
‑
转位刀片,3
‑
第一刀刃,4
‑
第二刀刃,5
‑
刀尖,6
‑
刀柄,7
‑
安装柱,8
‑
安装孔,9
‑
定位锥,10
‑
定位螺栓。
具体实施方式
25.下面结合附图进一步详细描述本实用新型的技术方案,但本实用新型的保护范围不局限于以下所述。
26.如图1至图4所示,一种钻车铣多功能复合刀具,包括钻身1和转位刀片2,钻身1的径向横截面呈“半圆”型,钻身1的一端倾斜设置有第一刀刃3和第二刀刃4,第一刀刃和第二刀刃4关于钻身1的轴线对称设置,第一刀刃3与第二刀刃4的一端相交于钻身1的轴线形成切削刃,切削刃可用于端面、外圆柱面的车削加工、钻孔和镗孔,转位刀片2可拆卸的设置在钻身1的平面上并靠近切削刃设置,转位刀片2可用于孔定位钻削、孔口倒角、轮廓倒角,从而使刀具具有多种加工功能,可有效节省换刀时间和加工中心刀库的刀位资源,转位刀片2采用螺钉压紧的方式可拆卸的连接在钻身1上,可旋松螺钉便于转位刀片2转动更换加工刀尖5,还可旋下螺钉对转位刀片2进行更换。
27.进一步地,如图2所示,转位刀片2为带有后角的多边形结构,转位刀片2至少具有两个内角的角度等于切削刃的角度。转位刀片2为多边形结构,相交的棱边形成加工用的刀尖5,转位刀片2具有多个用于加工的刀尖5,当其中一刀尖5损坏或磨损,可旋转转位刀片2,使转位刀片2的另一刀尖5处于工作状态,从而避免刀片的整体更换,延长了刀片的使用寿
命,降低了成本,提高了刀片的利用率。第一刀刃3与第二刀刃4的一端相交于钻身1的轴线形成有切削角,切削角采用90
°
、60
°
或者120
°
,以满足不同的切削需求,转位刀片2形状根据切削角要求分别为正方形、具有内角120
°
的菱形或者正六边形,使刀尖5的两边分别与第一刀刃3和第二刀刃4重合对应,保证其正常加工。
28.进一步地,转位刀片2的棱边相交形成刀尖5,刀尖5的圆弧半径为1.2mm~1.6mm,转位刀片2的后角为47
°
。转位刀片2的使用强度主要基于刀尖5的强度,主要基于刀尖强度,刀尖5的圆弧半径太小易崩,太大则影响工作范围(小孔孔口会留有不需要的倒角);为了避免刀尖5对应的棱边发生干涉,由于刀尖回转形成90
°
锥窝,如果刀尖5后角小于45
°
,刀尖5对应的棱边就会与锥面发生挤压刮擦,47
°
可以在避免刮擦的前提下强度最好。
29.进一步地,如图1和图3所示,还包括刀柄6,钻身1远离转位刀片2的一端固定有安装柱7,安装柱7与刀柄6可拆卸的连接,刀柄6的一端开设有安装孔8,安装孔8内设置有定位锥9,定位锥9与刀柄6同心设置,安装柱7可滑动的设置在安装孔8内,安装柱7远离钻身1的一端开设有锥孔,锥孔与定位锥9适配,钻身1与刀柄6的安装通过定位锥9与锥孔的适配进行定心,从而保证钻身1的安装精度,避免刀具工作时对加工精度造成影响。
30.进一步地,钻身1和转位刀片2的材料采用金刚石、立方氮化硼或硬质合金。现刀柄6与刀具都整体式结构,由于刀柄6不与工件直接接触,仅用于将刀具安装在机床上,因此对刀柄6的材料强度要求较低,而钻身1和转位刀片2与工件直接接触,所需的材料强度较高,而采用整体结构,导致刀柄6与刀具的材料一致,从而造成了刀柄材料的浪费,提高了材料成本,本技术转位刀片2可拆卸的安装在钻身1上,同时钻身1可拆卸的安装在刀柄6内,刀具整体采用分体式结构,只需更换损坏的部分即可,避免整体更换,降低了成本。
31.进一步地,刀柄6的一侧螺纹连接有定位螺栓10,定位螺栓10用于限制安装柱7轴向移动,安装柱7为阶梯状,当锥孔与定位锥9适配时,定位螺栓10抵接在安装柱7的阶梯上。安装时,先将安装柱7穿入安装孔8内,并使安装柱7上的锥孔与刀柄6上的定心锥9适配,然后将定位螺栓10从刀柄6的一侧旋入,定位螺栓10穿过安装孔8与刀柄6螺纹连接,同时定位螺栓10的侧面与安装柱7的阶梯抵接,从而限制安装柱7的轴向移动,用于对钻身1进行固定,从而安装钻身1的安装,拆卸时仅需旋下定位螺栓10将钻身1从安装孔8内拉出即可,使钻身1的安装和拆卸更加简单快捷。
32.以上所述仅是本实用新型的优选实施方式,应当理解本实用新型并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本实用新型的精神和范围,则都应在本实用新型所附权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。