1.本技术涉及纺织领域,特别是涉及一种纺织纱管。
背景技术:
2.纺织纱管主要用于绕缠纱线,通常由金属制成,纺织纱管包括中间的内管和两端的边盘,边盘与内管之间通过焊接连接,但该种纱管容易变形,且边盘会产生毛刺割断纱线。
3.为了解决该技术问题,cn201473123u提供了一种具有塑料边盘的纺织用筒管,包括空心铝合金内管、圆环形塑料边盘和连接件,连接件的圆柱体上设有外螺纹,空心铝合金内管的两端内侧设有与外螺纹对应的内螺纹,空心铝合金内管的两端通过螺纹各与一个连接件连接,空心铝合金内管的每一端与连接件分别夹合一个塑料边盘。
4.纱线缠绕在纺织纱管时,会卡入到空心铝合金内管与圆环形塑料边盘之间的缝隙。
技术实现要素:
5.为了解决上述问题,本技术提供的一种纺织纱管,能够避免纱线卡入到内管与边盘之间的缝隙。
6.本技术提供一种纺织纱管,包括:
7.内管,所述内管呈中空设置,包括中间的主体部分和两个径向扩粗的端部;
8.边盘,所述边盘朝向所述内管的一侧开设有与所述端部相配合的沉槽;
9.连接件,所述连接件包括限位部以及连接部,所述连接部穿过所述边盘与所述内管的内壁螺纹连接,且所述限位部与所述内管夹持所述边盘,以将所述边盘与所述内管固定。
10.以下还提供了若干可选方式,但并不作为对上述总体方案的额外限定,仅仅是进一步的增补或优选,在没有技术或逻辑矛盾的前提下,各可选方式可单独针对上述总体方案进行组合,还可以是多个可选方式之间进行组合。
11.可选的,所述主体部分与端部的交界处设置有圆弧倒角,使得主体部分的外表面与边盘的侧面平滑过渡。
12.可选的,所述端部的外周直径为d1,所述主体部分的外周直径为d2,且满足d1:d2=1.1~1.3。
13.可选的,所述端部沿内管轴向的宽度为0.1mm~3mm。
14.可选的,所述边盘背向所述内管的一侧设置有容纳所述限位部的凹槽;
15.所述边盘背向所述内管的侧面与所述限位部背向所述连接部的端面相齐平。
16.可选的,所述端部等径扩粗。
17.可选的,所述连接部呈直管状,所述边盘设置有供所述连接部穿过的通孔,所述连接部的外侧具有与所述内管的内壁螺纹连接的螺纹段。
18.可选的,所述连接部的外侧还具有止转段,所述止转段与所述边盘相配合,以限制连接件的转动;
19.所述止转段与所述螺纹段沿连接部轴向方向依次布置,且所述止转段位于所述螺纹段与所述限位部之间。
20.可选的,所述止转段的外侧设置有沿所述连接部轴向延伸的花键,所述花键与所述通孔的内壁相卡接;
21.或者,所述止转段的外侧壁设置有外螺纹,所述通孔的内壁设置有与所述止转段外螺纹配合的内螺纹。
22.可选的,所述内管为铝合金材质,所述边盘为塑胶或电木材质。
23.本技术纺织纱管,端部的外周侧与沉槽的内壁之间的缝隙位于边盘,纱线缠绕在主体部分上时,纱线在主体部分的作用力沿内管的径向,从而能够避免纱线卡入到该缝隙。
附图说明
24.图1为本技术提供的一实施例纺织纱管的结构示意图;
25.图2为图1中纺织纱管的局部结构示意图;
26.图3为图2中纺织纱管的分解示意图;
27.图4为图1中纺织纱管的局部结构示意图;
28.图5为图4中边盘的局部结构示意图;
29.图6为图4中a部放大结构示意图;
30.图7为图5中止转段的结构示意图。
31.图中附图标记说明如下:
32.100、纺织纱管;
33.10、内管;11、端部;111、圆弧倒角;12、主体部分;
34.20、边盘;21、沉槽;22、凹槽;23、通孔;
35.30、连接件;31、限位部;32、连接部;321、螺纹段;322、止转段;323、花键;33、中心孔。
具体实施方式
36.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
37.需要说明的是,当组件被称为与另一个组件“连接”时,它可以直接与另一个组件连接或者也可以存在居中的组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。
38.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是在于限制本技术。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
39.如图1所示,本技术提供一种纺织纱管100,包括内管10、连接件30以及边盘20,边盘20位于内管10的两端,并通过连接件30进行固定连接,两边盘20之间的空间用于缠绕纱线。其中,内管10呈中空设置。
40.内管10的端面与边盘20的侧面相抵靠时,内管10与边盘20之间会形成沿内管周向延伸的缝隙。纱线缠绕在纺织纱管100时,纱线会卡入到该缝隙内,可能会造成纱线的断裂等问题。
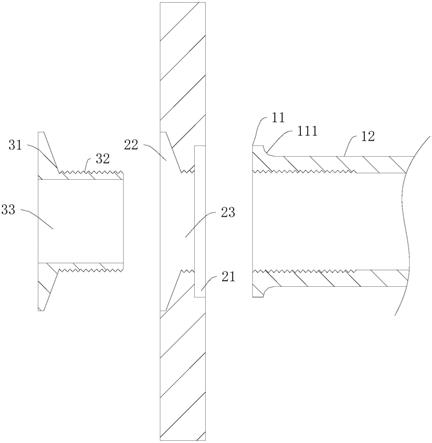
41.为了解决上述技术问题,如图2及图3所示,内管10包括中间的主体部分12和两个径向扩粗的端部11;边盘20朝向内管10的一侧开设有与端部11相配合的沉槽21,连接件30包括限位部31以及连接部32,连接部32穿过边盘20与内管10的内壁螺纹连接,且限位部31与内管10夹持边盘20,以将边盘20与内管10固定。
42.本技术中,端部11的外周侧与沉槽21的内壁之间的缝隙(在本实施方式中,端部11的外周侧与沉槽21的内壁之间紧密贴合)位于边盘20,纱线缠绕在主体部分12上时,纱线在主体部分12的作用力沿内管的径向,从而能够避免纱线卡入到该缝隙。
43.其中,内管10沿自身径向的截面中,内管10的中空部分的形状呈圆形,内管10的外轮廓同样也成圆形。为了加强内管10的结构强度,在本实施方式中,内管10的材质为铝合金材质。当然,在其它实施方式中,内管10的材质也可以为铁合金等合金材料。
44.为了便于加工纺织纱管100,参考其中一实施方式,端部11为等径扩粗。
45.本实施例中,端部11的外周直径为d1,主体部分12的外周直径为d2,且满足d1:d2=1.1~1.3;端部11的顶部距主体部分12的距离(沿内管径向距离)过大时,会降低端部11的支撑强度,在本实施方式中,为了使端部11保持一定的支撑强度,需要通过增加端部11沿内管轴向的宽度,此时会对增加沉槽21的深度(沉槽21沿内管轴向长度),从而会影响边盘20的厚度。优选地,d1:d2=1.2。
46.为了进一步地减小对边盘20厚度的影响,参考其中一实施方式,端部11沿内管轴向的宽度为0.1mm~3mm。优选地,端部11沿内管轴向的宽度为1mm。
47.为了避免端部11与主体部分12的连接处割伤纱线,参考其中一实施方式中,主体部分12与端部11的交界处设置有圆弧倒角111,使得主体部分12的外表面与边盘20的侧面平滑过渡。
48.边盘20呈盘状,边盘20的两个侧面均呈平面设置,边盘20的轴线与内管10的轴线大致呈一致设置。在本实施方式中,边盘20的材质为塑胶。当然,在其它实施方式中,边盘20的材质为电木材质等材质。
49.为了使纺织纱管100的外形紧凑,参考其中一实施方式,如图2及图3所示,边盘20背向内管10的一侧设置有容纳限位部31的凹槽22,边盘20与连接件30装配完成后,限位部31与凹槽22的底面紧贴,让两者之间产生摩擦力,避免连接件30旋出。同时,为了使边盘20的表面平整,边盘20与连接件30装配完成后,边盘20背向内管10的侧面与限位部31背向连接部32的端面相齐平。
50.为了增加连接件30与边盘20的接触面积,以增加两者之间的摩擦力,参考另一实施例中,如图3所示,限位部31设置为锥台型,凹槽22的轮廓相应的与限位部31的轮廓大致呈一致设置。
51.连接件30具有依次贯穿连接部32与限位部31的中心孔33,为了避免衬芯转动以及
可以将连接件30旋入,中心孔33的横截面为正十二边形,当然可以根据需要调整边数。组装时,可以相应形状的扳手插入中心孔33内,旋动连接件30,使得限位部31和内管10夹紧边盘20。
52.为了加强连接部32与限位部31两者连接强度,以及降低两者的加工工艺,连接部32与限位部31呈一体设置。在本实施方式中,连接件30的材质为铝合金材质。当然,在其它实施方式中,连接件30的材质也可以为铁合金等合金材料。
53.本实施例中,如图3至图5所示,连接部32呈直管状,边盘20设置有供连接部32穿过的通孔23,连接部32的外侧具有与内管10的内壁螺纹连接的螺纹段321。在一些实施例中,连接部32的外侧还具有止转段322,止转段322与边盘20相配合,以限制连接件30的转动,止转段322与螺纹段321沿连接部轴向方向依次布置,且止转段322位于螺纹段321与限位部31之间。
54.具体地,止转段322的外侧壁设置有外螺纹,通孔23的内壁设置有与止转段322外螺纹配合的内螺纹,通过螺纹配合,以防止连接件30的转动。
55.当然,在其它实施方式中,如图6及图7所示,止转段322的外侧设置有沿连接部轴向延伸的花键323,花键323与通孔23的内壁相卡接。其中,花键323高出位于螺纹段321的螺纹1
‑
2mm,花键323与通孔23的内壁之间为过盈配合。装配时,花键323嵌入边盘20的通孔23,从而实现对连接件30的圆周向固定。花键323的数量可以为多个,多个花键323沿止转段322周向设置,相应的卡槽的数量也为多个,各花键323分别一一与通孔23的内壁相卡接。
56.下面阐述纺织纱管100的装配方式:
57.内管10与边盘20进行预装配,即内管10上的端部11置于边盘20的沉槽21内;
58.连接部32穿过边盘20的通孔23,然后通过扳手旋转整个连接件30,以使连接部32与内管10的内壁螺纹连接;连接部32旋入到内管10内时,限位部31与内管10夹持边盘20,以将边盘20与内管10固定。
59.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。不同实施例中的技术特征体现在同一附图中时,可视为该附图也同时披露了所涉及的各个实施例的组合例。
60.以上实施例仅表达了本技术的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对申请专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。