1.一种同步式快速换装的不锈钢容器成型模具,属于不锈钢容器冲压模具技术领域。
背景技术:
2.不锈钢真空水杯在生产过程中,需要对切割下的不锈钢圆管进行胀形,以使其达到所要求的尺寸和形状,不锈钢圆管的胀形通常采用冲压的方式来进行,通过上模和下模的配合,来实现不锈钢圆管的胀形。由于真空水杯的型号众多,不同型号的真空水杯需要通过不同的模具来实现胀形,在使用液压机冲压时,需要频繁的更换模具来满足不同型号的不锈钢管的胀形,这影响了不锈钢管的胀形,且由于需要停机更换模具,影响了不锈钢圆管的胀形速度。
技术实现要素:
3.本发明要解决的技术问题是:克服现有技术的不足,提供一种更换模具快速、方便,且能够使上模和下模同步更换的同步式快速换装的不锈钢容器成型模具。
4.本发明解决其技术问题所采用的技术方案是:该同步式快速换装的不锈钢容器成型模具,其特征在于:包括上旋转架、下旋转架、传动机构、上模以及下模,上模安装在上旋转架上,上模环绕上旋转架的转轴间隔设置有若干个,下模安装在下旋转架上,下模环绕下旋转架的转轴间隔设置有若干个,传动机构同时与上旋转架和下旋转架相连,使上旋转架和下旋转架同步转动。
5.优选的,所述的传动机构包括伸缩轴,伸缩轴的上部通过上齿轮传动机构与上旋转架相连,下部通过下齿轮传动机构与下旋转架相连。传动机构为伸缩轴,能够避免对上模和下模的冲压造成妨碍。
6.优选的,所述的伸缩轴的上部安装有上主动锥齿轮,上旋转架上安装有上被动锥齿轮,上主动锥齿轮和上被动锥齿轮相啮合,上主动锥齿轮有设置在上被动锥齿轮两侧的两个,形成所述上齿轮传动机构;所述的伸缩轴的下部安装有下主动锥齿轮,下旋转架上安装有下被动锥齿轮,上主动锥齿轮与上被动锥齿轮相啮合,形成所述下齿轮传动机构。上主动锥齿轮和上被动锥齿轮相啮合,使上旋转架与伸缩轴同步转动,下主动锥齿轮和下被动锥齿轮相啮合,使下旋转架与伸缩轴同步转动,伸缩轴与上旋转架和下旋转架的转轴垂直,上主动锥齿轮有设置在上被动锥齿轮两侧的两个,使伸缩轴上部随上旋转架同步升降,保证伸缩轴始终与上旋转架保持同步转动。
7.优选的,所述的伸缩轴包括传动轴以及传动套,传动套与下旋转架相连,传动轴与上旋转架相连,传动轴的下端可滑动的伸入到传动套内,并随传动套同步转动。传动套与下旋转架相连,传动轴与上旋转架相连,能够避免对上旋转架上的上模和下旋转架上的下模的冲压造成妨碍。
8.优选的,还包括上支撑装置以及下支撑装置,上支撑装置设置在上旋转架的上侧,并与上旋转架的中部正对,下支撑装置设置在下旋转架的下侧,并与下旋转架的中部正对。上支撑装置能够对上旋转架进行支撑,下支撑装置能够对下旋转架进行支撑,保证冲压时上支撑装置和下支撑装置更加稳定。
9.优选的,所述的上支撑装置为上液压缸,下支撑装置为下液压缸。
10.优选的,还包括设置在上旋转架和下旋转架之间的导向装置。导向装置能够对上旋转架和下旋转架进行导向,保证上旋转架上的上模与下旋转架上的下模正对,使冲压更加稳定。
11.优选的,所述的导向装置包括导向柱以及导向筒,上旋转架可转动的安装在导向柱上,下旋转架可转动的安装在导向筒上,导向柱的下端可滑动的伸入到导向筒内。导向柱与导向筒相配合,对上旋转架和下旋转架进行导向,保证上旋转架直线升降,使上模和下模对不锈钢圆管的冲压更加稳定。
12.优选的,所述的下模包括芯轴以及设置在芯轴上的下模主体,下模主体沿芯轴并排设置有若干个,环绕各下模主体的顶部外沿设置有镶块。下模主体有多块,在最上侧的下模主体磨损后,直接将最上侧的下模主体取下即可,不需要更换模具,下模主体的顶部外沿设置有镶块,增加了下模主体的耐磨性能,使下模主体的使用寿命大大增长。
13.优选的,还包括动力装置,动力装置与传动机构相连。动力装置与传动机构相连,并带动上旋转架和下旋转架同步转动,实现了自动更换模具。
14.与现有技术相比,本发明所具有的有益效果是:本同步式快速换装的不锈钢容器成型模具的上模环绕上旋转架间隔设置有若干个,下模环绕下旋转架间隔设置有若干个,传动机构同时与上旋转架和下旋转架相连,使上旋转架和下旋转架同步转动,保证成对的上模和下模正对,以实现对不锈钢圆管的胀形,更换模具时只需要使上旋转架或下旋转架转动即可,模具更换方便、快速,方便了不锈钢圆管的胀形。
附图说明
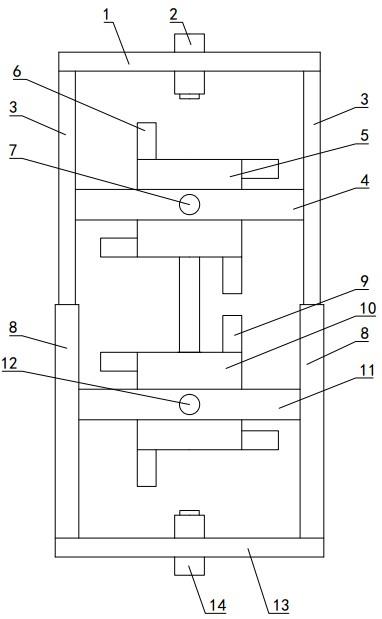
15.图1为同步式快速换装的不锈钢容器成型模具的主视示意图。
16.图2为同步式快速换装的不锈钢容器成型模具的左视示意图。
17.图3为上模与下模配合的主视剖视示意图。
18.图4为下模主体的主视剖视示意图。
19.图5为磨损量检测装置的主视示意图。
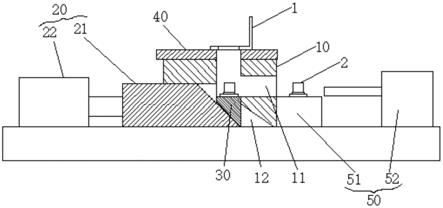
20.图6为实施例2中上模与下模配合的主视剖视示意图。
21.图中:1、上安装架
ꢀꢀ
2、上液压缸
ꢀꢀ
3、导向柱
ꢀꢀ
4、上安装梁
ꢀꢀ
5、上旋转架
ꢀꢀ
6、上模
ꢀꢀ
601、冲压部
ꢀꢀ
602、上模筒
ꢀꢀ
603、连接槽
ꢀꢀ
7、上转轴
ꢀꢀ
8、导向筒
ꢀꢀ
9、下模
ꢀꢀ
901、芯轴
ꢀꢀ
902、下模主体
ꢀꢀ
903、外凸部
ꢀꢀ
904、内凹部
ꢀꢀ
905、镶块
ꢀꢀ
10、下旋转架
ꢀꢀ
11、下安装梁
ꢀꢀ
12、下转轴
ꢀꢀ
13、下安装架
ꢀꢀ
14、下液压缸
ꢀꢀ
15、传动套
ꢀꢀ
16、传动轴
ꢀꢀ
17、下主动锥齿轮
ꢀꢀ
18、下被动锥齿轮
ꢀꢀ
19、输出齿轮
ꢀꢀ
20、旋转电机
ꢀꢀ
21、输入齿轮
ꢀꢀ
22、上主动锥齿轮
ꢀꢀ
23、上被动锥齿轮
ꢀꢀ
24、立柱
ꢀꢀ
25、转换电机
ꢀꢀ
26、伸缩电缸
ꢀꢀ
27、调节电机
ꢀꢀ
28、旋转架
ꢀꢀ
29、距离传感器
ꢀꢀ
30、摆动电缸
ꢀꢀ
31、卡箍。
具体实施方式
22.图1~5是本发明的最佳实施例,下面结合附图1~6对本发明做进一步说明。
23.一种同步式快速换装的不锈钢容器成型模具,包括上旋转架5、下旋转架10、传动机构、上模6以及下模9,上模6安装在上旋转架5上,上模6环绕上旋转架5的转轴间隔设置有若干个,下模9安装在下旋转架10上,下模9环绕下旋转架10的转轴间隔设置有若干个,传动机构同时与上旋转架5和下旋转架10相连,使上旋转架5和下旋转架10同步转动。本同步式快速换装的不锈钢容器成型模具的上模6环绕上旋转架5间隔设置有若干个,下模9环绕下旋转架10间隔设置有若干个,传动机构同时与上旋转架5和下旋转架10相连,使上旋转架5和下旋转架10同步转动,保证成对的上模6和下模9正对,以实现对不锈钢圆管的胀形,更换模具时只需要使上旋转架5或下旋转架10转动即可,模具更换方便、快速,方便了不锈钢圆管的胀形。
24.下面结合具体实施例对本发明做进一步说明,然而熟悉本领域的人们应当了解,在这里结合附图给出的详细说明是为了更好的解释,本发明的结构必然超出了有限的这些实施例,而对于一些等同替换方案或常见手段,本文不再做详细叙述,但仍属于本技术的保护范围。
25.实施例1如图1~2所示:本同步式快速换装的不锈钢容器成型模具还包括上安装架1、下安装架13、导向装置、上安装梁4以及下安装梁11,上安装架1和下安装架13均水平设置,下安装架13间隔设置在上安装架1的下侧,上旋转架5和下旋转架10均设置在上安装架1和下安装架13之间,导向装置设置在上安装架1和下安装架13之间,导向装置环绕上旋转架5和下旋转架10间隔均布有若干个。上安装梁4水平安装在导向装置的上部,上安装梁4有对称设置在上旋转架5两侧的两根,上旋转架5通过上转轴7安装在上安装梁4上,上旋转架5安装在上转轴7的中部,并随上转轴7同步转动,上转轴7的两端分别通过轴承与对应侧的上安装梁4可转动的连接。下安装梁11水平安装在导向装置的下部,下安装梁11有对称设置在下旋转架10两侧的两根,下旋转架10通过下转轴12安装在下安装梁11上,下转轴12的中部与下旋转架10相连,下转轴12的两端分别通过轴承与对应侧的下安装梁11可转动的连接。
26.上旋转架5为长方体,上模6安装在上旋转架5上,上模6环绕上转轴7间隔均布有若干个,在本实施例中,上旋转架5的每一侧均设置有一个上模6,且上模6设置在上旋转架5的侧部。下旋转架10也为长方体,下模9安装在下旋转架10上,下模9环绕下转轴12间隔均布有若干个,在本实施例中,下旋转架10的每一侧均设置有一个下模9,上模6与下模9一一对应。
27.导向装置包括导向筒8以及导向柱3,导向筒8和导向柱3均竖向设置的,导向柱3设置在导向筒8的上侧,导向柱3的上端与上安装架1固定连接,导向筒8的下端与下安装架13固定连接,导向柱3的下端可滑动的伸入到导向筒8的上端内,导向柱3与导向筒8相对滑动设置,从而实现了对上安装架1的导向,保证成对的上模6和下模9正对设置。
28.本同步式快速换装的不锈钢容器成型模具还包括上支撑装置和下支撑装置,在本实施例中,上支撑装置为上液压缸2,下支撑装置为下液压缸14,上液压缸2竖向安装在上安装架1上,上液压缸2设置在上旋转架5的正上方,上液压缸2与上旋转架5的中部正对,上液压缸2通过活塞杆对上旋转架5进行支撑,还能够避免对上旋转架5的转动造成妨碍。下液压缸14竖向安装在下安装架13上,下液压缸14设置在下旋转架10的正下方,下液压缸14与下
旋转架10的中部正对设置,下液压缸14通过活塞杆对下旋转架10的中部进行支撑,还能够避免对下旋转架10的转动造成妨碍。
29.传动机构包括伸缩轴,伸缩轴的上部与上旋转架5相连,伸缩轴的下部与下旋转架10相连。伸缩轴包括传动套15以及传动轴16,传动轴16同轴设置在传动套15的正上方,传动轴16的外壁设置有外花键,传动套15的内壁设置有内花键,传动轴16的下端可滑动的伸入到传动套15的上端内,传动轴16和传动套15可滑动的连接,且传动轴16和传动套15保持相对转动。传动轴16通过轴承座安装在上安装梁4上,传动套15通过轴承座可转动的安装在下安装梁11上。
30.传动套15上同轴安装有下主动锥齿轮17,下主动锥齿轮17与传动套15固定连接,并保持同步转动,下转轴12上同轴安装有下被动锥齿轮18,下被动锥齿轮18与下转轴12固定连接,并带动下转轴12同步转动,下主动锥齿轮17和下被动锥齿轮18相啮合,使下转轴12随传动套15同步转动。
31.传动轴16上安装有上主动锥齿轮22,上主动锥齿轮22与传动轴16固定连接,并保持同步转动,上转轴7上同轴安装有上被动锥齿轮23,上被动锥齿轮23与上转轴7固定连接,并带动上转轴7同步转动,上主动锥齿轮22与上被动锥齿轮23相啮合,上主动锥齿轮22有对称设置在上被动锥齿轮23上下两侧的两个,从而使传动轴16随上旋转架5同步升降,保证上旋转架5和下旋转架10始终保持同步转动,进而保证成对的上模6和下模9能够实现正对。
32.本同步式快速换装的不锈钢容器成型模具还包括动力装置,在本实施例中,动力装置包括旋转电机20,旋转电机20为伺服电机,旋转电机20安装在下安装架13上,传动套15的下端同轴安装有输出齿轮19,旋转电机20的输出轴上安装有输入齿轮21,输入齿轮21与输出齿轮19相啮合,从而实现了自动更换模具。
33.如图3~4所示:上模6为上端封闭的筒状,上模6竖向设置。
34.下模9包括芯轴901以及下模主体902,芯轴901与上模6同轴设置,下模主体902同轴安装在芯轴901的上侧,下模主体902与芯轴901相连,下模主体902为圆盘状,下模主体902由下至上并排设置有若干个,当顶部的下模主体902损坏后,将顶部的下模主体902取下即可,不需要更换模具。下模主体902的底部设置有中部内凹的内凹部904,下模主体902的顶部设置有中部外凸的外凸部903,每相邻的两下模主体902中,下侧的下模主体902的外凸部903伸入到上侧相邻的下模主体902的内凹部904内,并与内凹部904过盈配合,不需要额外的固定,芯轴901的上端伸入到最下侧的下模主体902的内凹部904内,并与内凹部904过盈配合。
35.环绕各下模主体902的顶部外沿设置有镶块905,镶块905为合金钢材质,大大增加了模具的耐磨性能,提高了模具的使用寿命,且对模具的成本影响不大。
36.本同步式快速换装的不锈钢容器成型模具的工作过程如下:旋转电机20带动伸缩轴转动,并通过伸缩轴带动上转轴7和下转轴12同步转动,上旋转架5随上转轴7同步转动,使所需要的上模6朝下,下旋转架10随下转轴12同步转动,使所需要的下模9朝上,使上模6和下模9同步调节。
37.上模6和下模9调节完成后,上液压缸2动作,上液压缸2的活塞杆支撑在上旋转架5的顶部,下液压缸14动作,下液压缸14的活塞杆支撑在下旋转架10的底部,以避免冲压时上转轴7和下转轴12承载的载荷较大而发生弯曲。
38.冲压装置的液压缸推动上安装架1向下运动,即可使上模6和下模9的相配合实现对不锈钢圆管的胀形。
39.上模6包括上模主体以及上模筒602,上模主体为上端封闭的圆筒,上模筒602为两端均敞口的圆筒,上模筒602的轴向长度与下模主体402的轴向长度相同,上模筒602的底部设置有环形的冲压部601,冲压部601的内径与上模筒602的内径相等,冲压部601的外径小于上模筒602的外径,上模筒602的上端外壁设置有环形的连接槽603,环绕上模主体的底部也设置有冲压部601,各上模筒602的冲压部601或上模主体的冲压部601均伸入下侧与其相邻的上模筒602的连接槽603内,冲压部601可以采用合金钢材质。
40.冲压部601与对应的连接槽603之间可以采用螺纹连接的方式,也可以采用磁吸合的方式连接,还可以采用过盈配合的方式连接。
41.使用时,当下模9去掉顶部的一层下模主体402时,需要在改下模9对应的上模6上安装一个上模筒402,以消除下模9长度缩短而对不锈钢圆管胀形的影响。
42.还可以设置若干长度不同的上模筒602,当下模9顶部的一层下模主体402去除后,将上模主体上的上模筒602更换为长度较大的上模筒602,以消除下模9长度缩短带来的影响。
43.如图5所示:本同步式快速换装的不锈钢容器成型模具还包括磨损量检测装置,磨损量检测装置包括立柱14、转换电机15、伸缩电缸16、调节电机17、旋转架18、距离传感器19以及摆动电缸20,立柱14竖向设置,立柱14的底部安装有底座,使立柱14能够直接竖直放置在地面上。转换电机15安装在立柱14的顶部,转换电机15的输出轴水平上设置,伸缩电缸16水平设置,伸缩电缸16安装在转换电机15的输出轴上,并随转换电机15的输出轴转动,调节电机17竖向设置,调节电机17安装在伸缩电缸16的活塞杆上,旋转架18安装在调节电机17的输出轴上,并随其同步转动,旋转架18的顶部与调节电机17相连,底部可摆动的安装有距离传感器19,距离传感器19与旋转架18铰接,且距离传感器19位于调节电机17的输出轴的正下方,摆动电缸20与旋转架18铰接,摆动电缸20的活塞杆与距离传感器19相连,并推动其摆动。
44.当需要对下模9进行检测时,首先伸缩电缸16带动调节电机17运动,并使距离传感器19与下模9的中部正对,然后摆动电缸20推动距离传感器19摆动10
°
,此时调节电机17带动旋转架18转动一圈,然后摆动电缸20推动距离传感器19再次向同一方向摆动10
°
,调节电机17带动旋转架18转动一圈,直至对下模9的顶部检测完成,当距离传感器19检测到的距离有明显偏大的位置时,则认为下模9磨损严重。
45.下模9的检测还可以通过如下方式进行:摆动电缸20推动距离传感器19由下模9的中心沿径向向外沿检测,且当检测完成后,调节电机17调动距离传感器19绕下模9转动10
°
再次检测,以判断下模9的顶面是否出现磨损。
46.当对上模4检测完成后,转换电机15带动伸缩电缸16转动180
°
,使距离传感器19朝上,以对上模6的底部进行检测。
47.磨损量检测装置还可以包括激光发射器以及工业相相机,激光发射器罩设下模9,且激光发射器为沿远离下模9的方向逐渐向上的倾斜状,工业相机在下模9的正上方对下模9的顶面的图像进行采集,以通过激光线在下模9的弯折部对下模9的磨损量进行计算,进而判断下模9是否需要更换。
48.实施例2如图6所示:实施例2与实施例1的区别在于:上模筒602有若干块弧形板拼接而成,上模主体的连接槽设置在上模主体的底部内侧,环绕上模筒602的顶部设置有与连接槽相配合的对接台,对接台伸入到连接槽内,对接台与连接槽通过磁铁吸合。在上模筒602外设置有卡箍31,使各块下模筒602配合可靠。使用时,在上模筒602的某一块损坏或磨损量大时,仅更换对应的一块上模筒602即可。
49.下模主体902有且只有一块,下模主体902由若干块拼接而成,芯轴901的上端设置有若干上凸的插杆,每块下模主体902的底部均设置有若干插槽,插杆插入对应的插槽内,实现了下模主体902的拼接和固定,在某一块下模主体902发生损坏时,只需要更换对应的一块下模主体902即可。各块下模主体902与芯轴901之间通过磁铁吸合。
50.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。