1.本实用新型涉及贴片机供料技术领域,尤其涉及一种用于贴片机供料的电动飞达。
背景技术:
2.飞达为用于贴片机的喂料器是一种与贴片机配套使用的供料设备,实现贴片机对元器件快速、准确贴装,喂料器一般固定在贴装台一侧,贴装时,贴装头往复运行在喂料器和待贴装电路板之间,不断地将喂料器上的需贴装元器件吸取后贴装到电路板上,完成电路板的连续贴装过程。
3.市场上的大部分电动飞达是由原来的气动飞达更改设计为电动飞达,其结构冗杂精度低,进料效率差,且上料和夹紧固定时复制不易操作,飞达插拔、维护、保养十分不便。
技术实现要素:
4.基于背景技术存在的技术问题,本实用新型提出了一种用于贴片机供料的电动飞达,结构精度高,进料效率高,实现了对贴片机的机械化稳定供料。
5.本实用新型提出的一种用于贴片机供料的电动飞达,包括用于输送料带的料带传送机构、用于对料带上的贴膜进行撕掉的料膜张紧机构和用于对料带进行定位的定位夹紧机构;料带传送机构的输出端与定位夹紧机构的输入端连接,料膜张紧机构的输入端与定位夹紧机构上已定位料带的料膜连接。
6.进一步地,所述定位夹紧机构包括进料轮、第一齿轮、第一齿轮组件和进料电机,进料轮与第一齿轮同轴设置,进料电机通过第一齿轮组件与第一齿轮啮合传动连接,进料轮的轴向外周均匀设置有多个凸齿,凸齿与料带上开设的通孔配合套接。
7.进一步地,所述定位夹紧机构还包括传感器固定板和固定盘,固定盘通过轴承套接于第一齿轮的轴上,传感器固定板上设置有霍尔传感器、并固定于固定盘上。
8.进一步地,所述第一齿轮组件包括第一传动齿轮和与第一传动齿轮啮合的第二传动齿轮,第一传动齿轮套接于进料电机的输出端,第二传动齿轮与第一齿轮传动连接。
9.进一步地,所述相邻凸齿之间的弧长等于料带上相邻通孔之间的距离。
10.进一步地,所述料带传送机构包括料带槽、料带盖板组件和卡扣组件,料带盖板组件的固定端与飞达本体可转动连接,卡扣组件的转动端与飞达本体可转动连接、卡合端与料带盖板组件的伸长端卡接,料带盖板组件与飞达本体形成第一通道,料带槽的输入端延伸到飞达本体外侧、输出端与第一通道的输入端连接,进料轮与第一通道连通、并与第一通道中料带上开设的通孔配合套接。
11.进一步地,所述卡扣组件在与第一通道的连接处开设有贯穿孔,料带通过贯穿孔输出。
12.进一步地,所述料膜张紧机构包括张紧电机、第二齿轮组件、第一压料齿轮、用于驱动第一压料齿轮运动的拉紧组件,张紧电机的输出端通过第二齿轮组件与第一压料齿轮
啮合传动。
13.进一步地,所述第二齿轮组件包括第三传动齿轮、第四传动齿轮和第二压料齿轮,第三传动齿轮套接于张紧电机的输出端,第三传动齿轮、第四传动齿轮、第二压料齿轮依次啮合传动连接,定位夹紧机构上料带的料膜通过第一压料齿轮和第二压料齿轮之间穿出;所述拉紧组件包括拉紧手柄、压紧支架和压簧,压紧支架的一端通过压簧与飞达本体固定连接、另一端用于固定第一压料齿轮,拉紧手柄与飞达本体转动连接、并通过钢丝绳与飞达本体转动固定连接。
14.进一步地,飞达本体上还设置有定位销和导向滑轨,飞达本体通过导向滑轨与贴片机整体设备固定连接,定位销与贴片机整体设备上开设的定位孔配合连接。
15.本实用新型提供的一种用于贴片机供料的电动飞达的优点在于:本实用新型结构中提供的一种用于贴片机供料的电动飞达,设置料膜张紧机构对料带上的料膜进行撕掉,同时配合使用定位夹紧机构对料带进行定位固定,结构精度高,进料效率高,实现了对贴片机的机械化稳定供料;进料轮上的凸齿与料带上的通孔配合套接的设置,一方面通过转动进料轮,实现料带的进料,另一方面,通过这种套接关系,可以对料带的供料进行定位,避免了料带供料过快/过慢,造成机械手按原定程序抓取不到的缺陷;霍尔传感器的设置,可以判断进料轮精确位置,通过控制器驱动进料电机,使进料轮在每次上电后都会自动旋转到固定位置,从而实现自动找正定位功能。
附图说明
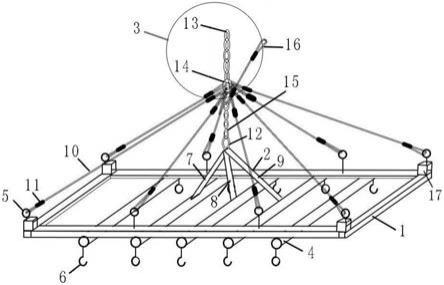
16.图1为本实用新型的结构示意图;
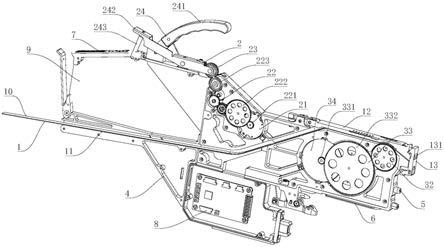
17.图2为图1的内部结构图;
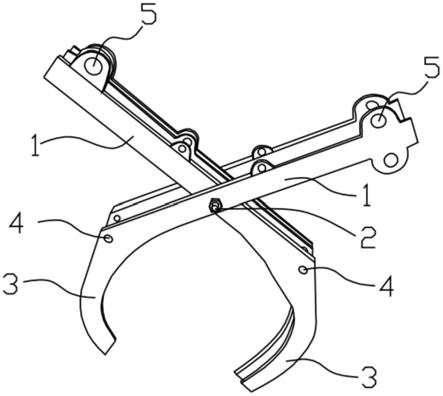
18.图3为进料轮与第一齿轮之间的装配示意图;
19.图4为图3的爆照图;
20.图5为料带的结构示意图;
21.其中,1
‑
料带传送机构,2
‑
料膜张紧机构,3
‑
定位夹紧机构,4
‑
飞达本体,5
‑
定位销,6
‑
导向滑轨,7
‑
控制面板,8
‑
控制器,9
‑
料膜储料室,10
‑
料带,11
‑
料带槽,12
‑
料带盖板组件,13
‑
卡扣组件,21
‑
张紧电机,22
‑
第二齿轮组件,23
‑
第一压料齿轮,24
‑
拉紧组件,31
‑
进料轮,32
‑
第一齿轮,33
‑
第一齿轮组件,34
‑
进料电机,35
‑
传感器固定板,36
‑
固定盘,37
‑
轴承,38
‑
霍尔传感器,39
‑
垫圈,101
‑
通孔,131
‑
贯穿孔,221
‑
第三传动齿轮,222
‑
第四传动齿轮,223
‑
第二压料齿轮,241
‑
拉紧手柄,242
‑
压紧支架,243
‑
压簧,311
‑
凸齿,331
‑
第一传动齿轮,332
‑
第二传动齿轮。
具体实施方式
22.下面,通过具体实施例对本实用新型的技术方案进行详细说明,在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其他方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施的限制。
23.如图1至4所示,本实用新型提出的一种用于贴片机供料的电动飞达,包括用于输送料带10的料带传送机构1、用于对料带10上的贴膜进行撕掉的料膜张紧机构2和用于对料
带10进行定位的定位夹紧机构3;料带传送机构1的输出端与定位夹紧机构3的输入端连接,料膜张紧机构2的输入端与定位夹紧机构3上已定位料带10的料膜连接。
24.料带10通过料带传送机构1进入定位夹紧机构3中进行定位供料,由于料带10上设置有一定的料膜,用于密封料带10中的元器件,在料带10供料的过程中需要对料带10上的料膜撕掉,以露出料带10中的元器件,便于机械手取出对应的元器件,实现贴片机对pcb板的稳定贴装;因此本技术设置料膜张紧机构2对料带10上的料膜进行撕掉,同时配合使用定位夹紧机构3对料带10进行定位固定,实现了对贴片机的稳定供料。
25.进一步地,所述定位夹紧机构3包括进料轮31、第一齿轮32、第一齿轮组件33和进料电机34,进料轮31与第一齿轮32同轴设置,进料电机34通过第一齿轮组件33与第一齿轮32啮合传动连接,进料轮31的轴向外周均匀设置有多个凸齿311,凸齿311与料带10上开设的通孔101配合套接。所述定位夹紧机构3还包括传感器固定板35和固定盘36,固定盘36通过轴承37套接于第一齿轮32的轴上,传感器固定板35上设置有霍尔传感器38、并固定于固定盘36上。在传感器固定板35与固定盘36的固定连接关系中,可以通过螺栓依次穿过传感器固定板35、固定盘36、垫圈39后与与螺母固定连接。
26.进料轮31上的凸齿311与料带10上的通孔101配合套接的设置,一方面通过转动进料轮31,实现料带10的进料,另一方面,通过这种套接关系,可以对料带10的供料进行定位,避免了料带10供料过快/过慢,造成机械手按原定程序抓取不到的缺陷。为了实现进料轮31与料带10的稳定套接关系,所述相邻凸齿311之间的弧长等于料带上相邻通孔101之间的距离,料带10在每个通孔101一侧嵌套设置元器件,通孔在与转动凸齿311之间的转动套接关系中,料带10上所嵌套的元器件随着通孔的向前运动而运动,进而实现了料带10上元器件持续不断的稳定上料。
27.两个霍尔传感器38沿进料轮31径向布置呈90度焊接在传感器固定板35上,传感器固定板35通过fpc和插头与控制器8电气连接,进料轮31上布置2个磁极方向相反,呈180
°
布置的磁体,当进料轮31转动时,两个霍尔传感器38会检测到进料轮31磁铁磁通量产生模拟电压v1与v2,通过检测模拟电压v1与v2的差值,当驱动进料轮31旋转到|v1
‑
v2|(绝对值)最小时,可以确定进料轮31可能的两个精确位置(呈180
°
分布),再通过检测其中单个霍尔传感器38的电压值,即可判断准确位置;综上可以判断进料轮31精确位置,通过控制器8驱动进料电机34,使进料轮31在每次上电后都会自动旋转到固定位置,从而实现自动找正定位功能。
28.针对定位夹紧机构3中设置的第一齿轮组件33,所述第一齿轮组件33包括第一传动齿轮331和与第一传动齿轮331啮合的第二传动齿轮332,第一传动齿轮331套接于进料电机34的输出端,第二传动齿轮332与第一齿轮32传动连接。第一齿轮32与第一齿轮组件33啮合,通过进料电机34驱动转动,提高了定位夹紧机构3的传动精度和使用寿命,同时提高了定位夹紧机构3的传动效率,改善了传统飞达中其结构冗杂精度低,进料效率的缺陷。
29.进一步地,所述料带传送机构1包括料带槽11、料带盖板组件12和卡扣组件13,料带盖板组件12的固定端与飞达本体4可转动连接,卡扣组件13的转动端与飞达本体4可转动连接、卡合端与料带盖板组件12的伸长端卡接,料带盖板组件12与飞达本体4形成第一通道,料带槽11的输入端延伸到飞达本体4外侧、输出端与第一通道的输入端连接,进料轮31与第一通道连通、并与第一通道中料带10上开设的通孔101配合套接。所述卡扣组件13在与
第一通道的连接处开设有贯穿孔131,料带10通过贯穿孔131输出。
30.打开料带盖板组件12,将料带槽11中的料带10手动拉到进料轮31处,通过通孔101与凸齿311配合连接,将料带10与进料轮31固定连接,随着进料电机34的转动,带动进料轮31转动,进料轮31在转动的过程中,会带动料带10向前转动,料带10每前进一定距离,其上的元器件将会向前推进一定距离,到元器件推进到设定距离时,通过机械手取下,完成一次供料,循环以上进料电机34转动,持续为贴片机供料。
31.料带盖板组件12的设置,可以将料带10限定在第一通道中,实现通孔101与凸齿311之间的稳定固定,避免通孔101与凸齿311之间脱离的缺陷;卡扣组件13对料带盖板组件12进行扣合固定;卡扣组件13上开设的贯穿孔131,使得完成上料部分的料带10能稳定离开第一通道,同时不影响后续料带110与进料轮31之间的稳定配合关系。
32.进一步地,所述料膜张紧机构2包括张紧电机21、第二齿轮组件22、第一压料齿轮23、用于驱动第一压料齿轮23运动的拉紧组件24,张紧电机21的输出端通过第二齿轮组件22与第一压料齿轮23啮合传动。
33.针对料膜张紧机构2中的第二齿轮组件22,所述第二齿轮组件22包括第三传动齿轮221、第四传动齿轮222和第二压料齿轮223,第三传动齿轮221套接于张紧电机21的输出端,第三传动齿轮221、第四传动齿轮222、第二压料齿轮223依次啮合传动连接,定位夹紧机构3上料带10的料膜通过第一压料齿轮23和第二压料齿轮223之间穿出;第二压料齿轮223通过不同传动比的齿轮组件进行啮合传动,提高了料膜张紧机构2传动精度和使用寿命,同时提高了料膜张紧机构2的传动效率,改善了传统飞达中其结构冗杂精度低,进料效率的缺陷。
34.其中,进料电机34和张紧电机21同步转动,以实现料带10上元器件的裸露速度与料膜撕掉速度相同,使得每次机械手取料时,均可以取到裸露后的元器件,提高了整体供料效率。
35.其次,第一压料齿轮23与第二压料齿轮223之间的啮合传动,使得料膜随着这两个压料齿轮之间的啮合传动,向远离进料轮31的方向运动,进入料膜储料室9,最终完成料膜从料带10上被撕下;通过机械化实现料膜被撕下,改善了传统中通过人工撕膜的人工成本缺陷。
36.针对拉紧组件24,拉紧组件24可以采用现有的手柄拉紧方式实现,即,所述拉紧组件24包括拉紧手柄241、压紧支架242和压簧243,压紧支架242的一端通过压簧243与飞达本体4固定连接、另一端用于固定第一压料齿轮23,拉紧手柄241与飞达本体4转动连接、并通过钢丝绳与飞达本体4转动固定连接。
37.拉紧组件24的设置,主要是为了实现第一压料齿轮23与第二压料齿轮223之间的啮合关系,便于料膜穿过两压料齿轮之间的啮合处设置。
38.进一步地,在对贴片机进行供料中,整个飞达本体4优选直接与贴片机整体设备进行固定,以实现稳定供料;因此在飞达本体4在与贴片机整体设备之间连接中,飞达本体4上还设置有定位销5和导向滑轨6,飞达本体4通过导向滑轨6与贴片机整体设备固定连接,定位销5与贴片机整体设备上开设的定位孔配合连接。定位销5可以设置两个甚至多个,以对飞达本体4固定时进行限位固定。导向滑轨6可以直接与贴片机整体设备是还是那个设置的滑道滑动连接,以实现飞达本体4的可抽拉式固定。
39.工作过程:打开料带盖板组件12,将料带槽11中的料带10手动拉到进料轮31处,通过通孔101与凸齿311配合连接,将料膜拉到穿过第一压料齿轮23与第二压料齿轮223啮合处的料膜储料室9中,控制器8控制进料电机34和张紧电机21同步转动,进料电机34转动带动进料轮31转动,进而带动料带10向前运动,张紧电机21转动,带动第二压料齿轮223转动,进而通过与第一压料齿轮23的啮合传动,使得料膜向料膜储料室9中运动,料带10每运动到下一个通孔101的位置时,料带10上裸露的元器件被机械手取走,完成料带10的机械化上料。
40.针对以上控制器8控制进料电机34和张紧电机21的同步转动中,可以通过控制面板7进行启/停、参数调整等控制,控制面板7设置于飞达本体4上,并与控制器8电气连接。
41.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。