1.本实用新型属于面板检测领域,尤其涉及一种背光模组光学检测设备。
背景技术:
2.背光模组为液晶显示面板的关键零组件之一,由于液晶本身不具备发光特性,因此必须在面板底面加上一个发光源,方能达到饱满的色彩显示效果,背光模组之功能即在于供应充足的亮度与分布均匀的平面光源,使液晶模块能正常显示影像。背光模组的质量决定了液晶显示屏的亮度、出射光均匀度、色阶等重要参数,很大程度上决定了液晶显示屏的发光效果。因此在背光模组生产过程中,对内外层异物、白点、划伤、贴合不到位及发光亮度不均等缺陷的检测就显得尤为重要。
3.目前,大部分工厂主要依靠人工对背光模组进行检查,这种检测方法不但耗费大量人工成本,效率较低,并且人工长时间检查会产生视觉疲劳,造成漏测现象,不同的人工检查结果也会存在差异性。而如果通过视觉检测系统代替人工进行检测,就可以大大降低人工成本,设备可以长时间连续工作不会疲劳,并且检测参数设置的一致性可以保证检测结果的一致性。因此,现有技术中,背光模组通过线体的背光模组光学检测设备进行检查。但是这种设备整体占用空间大,且整体测试时间较长。
技术实现要素:
4.鉴于以上所述现有技术的全部或部分不足,本实用新型的目的在于:提供一种整体尺寸小且能够通过转盘结构缩短单片产品检测时间、提升产能的一种背光模组光学检测设备。
5.为实现上述目的,本实用新型提供以下技术方案:
6.一种背光模组光学检测设备,包括:
7.点灯治具,所述点灯治具用于放置背光模组;
8.上料工位、光学检测工位和下料工位,所述上料工位、光学检测工位和下料工位上均设置有所述点灯治具;所述光学检测工位设有光学检测机构,所述光学检测机构用于检测并判定所述背光模组。
9.转盘机构,所述转盘机构划分至少三块区域,分别为上料工位、光学检测工位、和下料工位;
10.抓取机构,设置于所述背光模组光学检测设备或者其他相邻装置上,用于抓取背光模组和/或传输背光模组。
11.本技术中由于采用转盘结构,避免了直条型或直线型生产线排布,避免设备整体占用空间大、传输路径长等缺点,整体提高了效率。为了降低检测误判率,本技术所涉产品还设置有清洁工位,所述清洁工位也设置有点灯治具,用于清洁背光模组。例如在进行检测前对背光模组进行清洁;因此,优选的,所述清洁工位与光学检测工位位于所述转盘机构同一区域;或者清洁工位与光学检测工位合并为清洁及光学检测工位。
12.进一步地,为了避免生产线堵塞、生产停滞等问题,在所述上料工位和所述清洁及光学检测工位之间还设置有缓冲工位。此时,转盘机构半径、优化各工位尺寸等,可以让部分或全部种类的工位的数目超过一个。所述上料工位、缓冲工位、清洁及光学检测工位、下料工位依次以顺时针或逆时针排布。需要说明的是, 当这四种工位各一个时,相邻工位之间夹角优选为90
°
。
13.所述设备还包括第一产品传送线和/或第二产品传送线,所述抓取机构根据光学检测机构的检测结果抓取相应背光模组传输至相应产品传送线例如第一或第二产品传送线,举例来说,如果将产品等级分为合格和不合格两个等级,第一产品传送线为合格产品传送线,第二产品传送线为不合格产品传送线;具体地,所述抓取机构抓取合格产品至所述合格产品传送线,所述抓取机构抓取不合格产品至所述不合格产品传送线。所述抓取机构优选为机械爪,所述机械爪设有过压缓冲和过压反馈单元从而避免产品位置偏移导致治具损坏产品。所述合格产品传送线将合格产品快速送到下游,同时,对输送至所述不合格产品传送线的不合格产品进行例如人工复判、翻修等后续工艺。
14.所述点灯治具尺寸可调,可以兼容多种尺寸的背光模组,调节方便,适应性强。
15.本实用新型提供的一种背光模组光学检测设备具有如下有益效果:(1)此设备实现投料、清洁、检查、判定、复判等过程。(2)此设备整体尺寸小,结构紧凑,占用空间小。(3)此设备通过转盘结构,缩短单片产品测试时间、提升产能。(4)此设备中的点灯治具可兼容多种尺寸的背光模组,调节方便,成本较低。
附图说明
16.为了更清楚地说明本发明具体实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
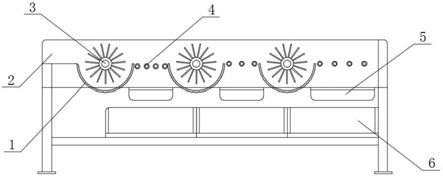
17.图1为本实用新型的背光模组光学检测设备立体结构示意图;
18.图2为本实用新型的背光模组光学检测设备俯视图。
19.附图标记:1
‑
上料工位;2
‑
下料工位;21
‑
合格产品传送线;22
‑
不合格产品传送线;23
‑
抓取机构;3
‑
缓冲工位;4
‑
清洁及光学检测工位;41
‑
清洁机构;42
‑ꢀ
自动光学检测机构;5
‑
转盘机构;6
‑
点灯治具;7
‑
背光模组。
具体实施方式
20.下面将对本实用新型具体实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.本实用新型具体实施例提供一种背光模组光学检测机构设备,请参考图1和图2,本实施例的背光模组光学检测机构设备包括:上料工位1、下料工位2和缓冲工位3、清洁及光学检测工位4、转盘机构5、用于放置背光模组7的点灯治具6和用于抓取背光模组7的抓取机构23。
22.所述上料工位1、缓冲工位3、清洁及光学检测工位4和下料工位2依次逆时针排布,且其上均设置有所述点灯治具6,所述点灯治具6尺寸可调,可兼容多种尺寸的背光模组,所述点灯治具6安装于所述转盘机构5上,在所述转盘机构5的作用下,所述点灯治具6上的背光模组7正常情况下依次通过所述上料工位1、缓冲工位3、清洁及光学检测工位4和下料工位2。
23.所述清洁及光学检测工位4设有清洁机构41和光学检测机构,本实施例里面采用自动光学检测机构42。所述清洁机构41用于清洁待测产品的表面,避免因脏污导致自动光学检测机构42误判,提高测试稳定性。所述清洁机构41优选设置于所述自动光学检测机构42上方。所述自动光学检测机构42用于检测产品是否有划伤、异物、亮点、黑白影、漏光、亮线、毛边、亮度过低等缺陷,并根据检测结果判定所述背光模组是否合格。在其他一些具体实施例中,可以根据清洁机构的具体结构和形状设置其位置,只要能在自动光学检测机构42检测前进行对背光模组的清洁即可,这里不再赘述。
24.所述设备还包括合格产品传送线21和不合格产品传送线22,所述抓取机构 23将自动光学检测机构42检测判定的合格产品抓取到合格产品传送线21,将不合格产品抓取到不合格产品传送线22。
25.所述合格产品传送线21将合格产品快速送到下游,同时,对输送至所述不合格产品传送线22的不合格产品进行人工复判。
26.本实施例提供的一种背光模组光学检测设备执行以下步骤:
27.(1)在上料工位1投入第一片产品到点灯治具6中,按下启动按钮;
28.(2)转盘机构5逆时针旋转90
°
带动第一片产品到缓冲工位3,同时在上料工位1投入第二片产品;
29.(3)转盘机构5逆时针旋转90
°
带动第一片产品到清洁及光学检测工位4,完成清洁及自动光学检测的同时第二片产品转入缓冲工位3、在上料工位1投入第三片产品;
30.(4)转盘机构5逆时针旋转90
°
带动第一片产品到下料工位2,抓取机构23 根据自动光学检测机构42的判断选择将第一片产品放到合格产品传送线21或者不合格产品传送线22;带动第二片产品到清洁及光学检测工位4,完成清洁及自动光学检测的同时上料工位1的第三片产品转入缓冲工位3、在上料工位1投入第四片产品;
31.(5)转盘机构5逆时针旋转90
°
带动第二片产品到下料工位2,抓取机构23 根据自动光学检测的判断结果将产品放到合格产品传送线21或者不合格产品传送线22;带动第三片产品到清洁及光学检测检查工位4,完成清洁及自动光学检测检查的同时在上料工位1投入第五片产品;循环以上动作,完成背灯模组产品自动光学检测。
32.需要说明的是,术语“包括”“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、商品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、商品或者设备所固有的要素。在没有更多限制的情况下,有语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、商品或者设备中还存在另外的相同要素。
33.以上所述仅为本技术的实施例而已,并不用于限制本技术。对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。