1.本实用新型涉及夹具检测机领域,具体涉及一种自动夹具宽度检测机。
背景技术:
2.过炉治具在工业时代前就已经被广泛的应用,包括机械治具、木工治具、焊接治具等,它具有以下作用:防止pcb弯曲变形;使用多模孔设计,可承载多片pcb同时过炉,可加倍提升生产效;防止溢锡污染pcb。因此,过炉治具被广泛的应用于各行各业。
3.但是过炉治具在使用前不许严格控制过炉治具本身的宽度,以防止不合格的治具流入加工的机器内部,造成机器或者产品异常。目前我对过炉治具宽度的检测完全依靠人工手动测量,容易出现误测或者漏测的可能,对下游的设备有一定的威胁。并且检测速率也比较慢,检测后需要人工的下料,不能满足企业的生产要求。
技术实现要素:
4.为解决现有技术存在的不足,本实用新型提供了一种自动夹具宽度检测机,该装置通过设置支撑部和接料模组,实现了对治具的自动测量和自动下料,大大提高了产品的将测速率和测量效果。
5.本实用新型的技术方案为:
6.本实用新型提供了一种自动夹具宽度检测机,包括检测箱、支撑部、支撑部升降模组和接料模组,所述支撑部升降模组位于所述检测箱内测,且所述检测箱前后两侧各设有一个所述支撑部升降模组,所述支撑部与所述支撑部升降模组连接,且所述支撑部平行等高设置,所述支撑部包括阶梯块,每一所述阶梯块至少有三个检测头,所述阶梯块的上侧两端和中间位置各设有一个检测头。
7.优选的,所述接料模组包括升降气缸、接料平台、第一储料箱、第一下料槽、第二下料槽和第二储料箱,所述接料平台的两侧各设有一个所述升降气缸,所述接料平台的下游设有所述第一下料槽,所述第一下料槽上端设有所述第二下料槽,所述第一下料槽的末端设有所述第一储料箱,所述第二下料槽的末端设有所述第二储料箱。
8.优选的,支撑部升降模组包括升降电机、升降丝杆、升降滑块和升降滑轨,所述升降滑轨位于所述检测箱的内测,且固定于所述检测箱内测,所述升降滑轨内设有所述升降丝杆,所述升降丝杆于所述升降滑块连接,且所述升降滑块与所述升降滑轨连接,所述升降电机位于所述升降丝杆的底部,且与所述升降丝杆连接。
9.优选的,所述阶梯块内设有送料电机,所述送料电机位于所述阶梯块内侧,且与一送料皮带连连接。
10.优选的,所述阶梯块末端设有阻挡气缸。
11.优选的,所述接料平台包括接料架、接料电机和接料皮带,所述接料架两端固定在所述升降气缸上,所述接料架中间设有所述接料皮带,所述接料电机位于所述接料架的一侧,且所述接料电机与所述接料架连接。
12.本实用新型所达到的有益效果为:
13.本实用新型通过设置所述支撑部,实现了对过炉治具宽度的自动检测,大大提高了产品的检测速率和检测结果的准确性,保证了进入外接设备时过炉产品的尺寸,避免了因过炉治具尺寸问题造成设备损伤;通过设置所述接料模组实现了对过炉治具的自动筛选,避免了人工分料,节省了人力;通过设置所述支撑部升降模组实现了对支撑部高度的调节,以适应不同高度的过炉治具。
附图说明
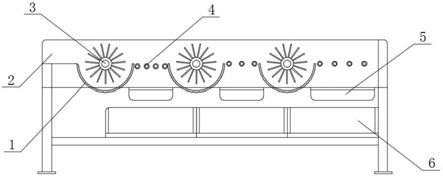
14.图1是本实用新型整体结构示意图。
15.图2是检测箱和支撑部的结构示意图。
16.图3是检测箱的内部结构图,用于显示所述支撑部升降模组。
17.图4是接料平台的结构示意图,用于显示所述接料平台的结构。
18.图5是阶梯块的结构示意图,用于显示所述送料电机和所述送料皮带。
19.图中,1、检测箱;2、支撑部;3、支撑莫升降模组;4、接料模组;21、阶梯块;22、检测头;23、阻挡气缸;24、送料电机;25、送料皮带;31、升降电机;32、升降丝杆;33、升降滑块;34、升降滑轨;41、升降气缸;42、接料平台;43、第一储料箱;44、第一下料槽;45、第二下料槽;46、第二储料箱;421、接料架;422、接料电机;423、接料皮带。
具体实施方式
20.为便于本领域的技术人员理解本实用新型,下面结合附图说明本实用新型的具体实施方式。
21.如图1~5所示,本实用新型提供了一种自动夹具宽度检测机,包括检测箱1、支撑部2、支撑部升降模组3和接料模组4,所述支撑部升降模组3位于所述检测箱1内测,且所述检测箱1前后两侧各设有一个所述支撑部升降模组3,所述支撑部升降模组3用于带动所述支撑部2上下运动,所述支撑部2与所述支撑部升降模组3连接,且所述支撑部2平行等高设置,所述支撑部2用于放置过炉治具,并检测过炉治具的宽度,所述接料模组4一方面可以承接上有传来的过炉治具,还可以将合格的过炉治具和不合格的过炉治具进行区分,所述支撑部2包括阶梯块21,每一所述阶梯块21至少有三个检测头22,所述阶梯块21的上侧两端和中间位置各设有一个检测头22,通过设置所述检测头22实现了对过炉治具两端和中部的宽度检测,保证进入下游工序的过炉治具的宽度合格。但,所述检测头22的数量不局限于三个。
22.在本实施例中,所述接料模组4包括升降气缸41、接料平台42、第一储料箱43、第一下料槽44、第二下料槽45和第二储料箱46,所述接料平台42的两侧各设有一个所述升降气缸41,所述升降气缸41用于带动所述接料平台42上下运动,所述接料平台42的下游设有所述第一下料槽44,所述第一下料槽44上端设有所述第二下料槽45,所述第一下料槽44的末端设有所述第一储料箱43,所述第二下料槽45的末端设有所述第二储料箱46,通过设置所述第一下料槽44和所述第二下料槽45实现了对合格过炉治具和不合格的过炉治具的分类下料,实现对合格过炉治具和不合格过炉治具的快速区分。
23.在本实施例中,支撑部升降模组3包括升降电机31、升降丝杆32、升降滑块33和升
降滑轨34,所述升降滑轨34位于所述检测箱1的内测,且固定于所述检测箱1内测,所述升降滑轨34内设有所述升降丝杆32,所述升降丝杆32于所述升降滑块33连接,且所述升降滑块33与所述升降滑轨34连接,所述升降电机31位于所述升降丝杆32的底部,且与所述升降丝杆32连接,所述升降电机31用于带动所述升降丝杆32转动,进而带动所述升降滑块33沿所述升降滑轨34运动,实现对所述支撑部2的上下为位置的调节,以适应不同的过炉治具,过炉治具的厚度不同,所述阶梯块21的高度也就不同。
24.在本实施例中,所述阶梯块21内设有送料电机24,所述送料电机24位于所述阶梯块21内侧,且与一送料皮带25连连接,所述送料电机24用于带动所述送料皮带25转动,实现对过炉治具的自动传送。
25.在本实施例中,所述阶梯块21末端设有阻挡气缸23,所述阻挡气缸23用于阻挡过炉治具向下传送,保证对所述检测头22对过炉治具的精确检测。
26.在本实施例中,所述接料平台42包括接料架421、接料电机422和接料皮带423,所述接料架421两端固定在所述升降气缸41上,所述接料架421中间设有所述接料皮带423,所述接料电机422位于所述接料架421的一侧,且所述接料电机422与所述接料架421连接,所述升降气缸41带动所述接料架421上下运动,实现所述接料架421根据情况与所述第一接料槽或者所述第二接料槽连接。
27.该实用新型工作时,首先人工将过炉治具放在所述阶梯块21上,然后所述阻挡气缸23伸出,过炉治具在所述送料电机24的带动下,向下运动,接触到所述阻挡气缸23,所述检测头22分别检测过炉治具的两端和中间的宽度,若所述过炉治具的尺寸合格,所述升降气缸41保持不动,所述阻挡气缸23收缩,过炉治具在所述送料皮带25的作用下被传送到所述接料架421上,并在所述接料电机422的带动下,经第一下料槽44,进入所述第一储料箱43;若过炉治具尺寸不合格,待过炉治具传送到所述接料架421上之后,所述升降气缸41升起,带动所述接料架421与所述第二下料槽45连接,过炉治具在所述送料电机24的带动下,落入所述第二下料槽45,并落入所述第二储料箱46,之后所述升降气缸41收缩,所述接料架421复位。
28.本实用新型所达到的有益效果为:
29.本实用新型通过设置所述支撑部2,实现了对过炉治具宽度的自动检测,大大提高了产品的检测速率和检测结果的准确性,保证了进入外接设备时过炉产品的尺寸,避免了因过炉治具尺寸问题造成设备损伤;通过设置所述接料模组4实现了对过炉治具的自动筛选,避免了人工分料,节省了人力;通过设置所述支撑部2升降模组实现了对支撑部2高度的调节,以适应不同高度的过炉治具。
30.以上所述的本实用新型实施方式,并不构成对本实用新型保护范围的限定。任何在本实用新型的精神和原则之内所作的修改、等同替换和改进等,均应包含在本实用新型的权利要求保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。