1.本实用新型属于焊接技术领域,尤其是涉及一种大厚度钛合金板超窄间隙激光填热丝焊接用送丝管。
背景技术:
2.钛合金因其所具有的比强度高、无磁性、无毒性、强度高、耐腐蚀、工作温度区间宽、加工成型好等许多优良特性被誉为海洋金属、空间金属和未来金属。其广泛应用于海洋钻探、压力容器、深潜器、核潜艇、宇航舰船、武器装备等领域。早在上个世纪80年代的时候,美国的海防建设军队就已经开始釆用钛合金制造远洋运输舰艇,使其使用寿命以及稳定性大幅度提高,维修成本也大幅降低。近年来,很多西方发达国家在深海空间工作站制造业中使用钛合金材料的比例一直在增加。
3.与整体冲压成形相比,焊接制备加工量小、周期短、耗材少,成本低。深海空间工作站、核潜艇及深潜器等领域所需钛合金均为大厚度板材,厚度往往超过40mm,甚至达到80mm。从而优质高效的焊接工艺就成为深海潜水器制造的关键技术之一。目前,大厚度tc4钛合金焊接时多采用tig焊和真空电子束焊接。tig焊生产效率低、热输入量大,如果钛合金板厚度较大,会使焊后残余应力高,变形难以控制;而电子束焊接需要真空环境,除了增加生产成本外,也限制了焊接加工试件的尺寸,同时其还会产生一定辐射。基于深海空间工作站、核潜艇及深海潜水器等装备的特殊应用环境,其对焊接接头综合性能要求极高,若结构件尺寸变形较大,会导致不能满足尺寸要求及装配精度,增加后续加工难度,甚至致使整个结构件报废。此外,焊接过程中产生的残余应力及不均匀分布情况将直接影响结构件的可靠性及服役时间。
4.窄间隙激光填丝焊接技术在大厚度不锈钢、铝合金及高强钢等领域已有突破,其利用激光填丝焊接热影响区狭窄的优点,通过激光功率和焊接速度的优化、光丝间距和离焦量调控等手段,并利用填充焊丝有益补充激光束烧损合金元素,对焊接应力及变形进行了有效控制。
5.然而,窄间隙激光填丝焊接技术仍然对高功率激光器有较大依赖,然而激光功率过大,加热区域范围不易控制,等离子体及匙孔不稳定,导致焊缝的熔合比增大,牺牲了激光热源精确加热的优势,并且容易出现飞溅和烟雾,这些都会对焊接质量造成影响,激光填丝焊由于激光既要熔化母材,又要熔化焊丝,焊丝的熔敷效率受到一定限制,而采用电阻加热的方式对局部焊丝提前进行加热,可以减少焊丝熔化对激光功率的依赖并大幅提高熔敷效率,这种热丝焊接方法在非熔化极惰性气体保护焊接领域有较为广泛的应用,在激光填丝焊接技术中,对于铝合金及高强钢等材料也有一定的应用,但利用激光填热丝焊接技术焊接钛合金的研究还很少,暂未见有关报道及专利。
6.钛合金在高温焊接条件下对气体有很高的化学活性,容易被空气、水分、油脂等污染,使钛合金与其中的氧、氮、氢发生作用,从而降低焊接接头的塑性和韧性。在高温条件下钛与氧、氮、氢等的亲和力非常强,无气体保护的钛合金在300℃以上开始吸氢,在600℃以
上开始吸氧,700℃以上开始吸氮,这些氢、氧、氮被钛合金吸收后会引起接头脆化,从而使得焊接接头的淬硬倾向提高,塑性及韧性严重下降,甚至还会出现大量气孔及裂纹缺陷。
7.激光填热丝焊接过程中,由于对填充钛合金焊丝局部提前进行通电,设置电流为80a
‑
100a,使局部焊丝温度达到450℃
‑
500℃,而这个温度正是钛合金焊丝进行吸氢的温度范围,所以对钛合金局部焊丝加热的部分进行惰性气体保护十分必要,并且这个具有气体保护功能的送丝管与保护焊接熔池的气罩之间还不能发生干扰,目前国内外未见关于钛合金厚板窄间隙激光填热丝焊技术及具有惰性气体防护作用的送丝管方面的相关研究,借鉴的经验及可以查阅的相关文献匮乏。
技术实现要素:
8.有鉴于此,本实用新型旨在提出一种大厚度钛合金板超窄间隙激光填热丝焊接用送丝管,对钛合金局部焊丝加热的部分进行惰性气体保护,避免高温状态下的钛合金焊丝吸氢,焊接接头质量保证,同时大幅提高焊接熔敷效率,且送丝管的构型的设计与保护焊接熔池的气罩之间不发生干扰。
9.为达到上述目的,本实用新型的技术方案是这样实现的:
10.一种大厚度钛合金板超窄间隙激光填热丝焊接用送丝管,包括细管段、过渡段和粗管段,所述的细管段的一端与过渡段的小端连接,所述的粗管段的一端与过渡段的大端连接,所述的细管段、过渡段和粗管段内部连通,在粗管段的靠近过渡段的位置处设有加热装置连接座,在粗管段的远离过渡段的位置处设有保护气装置转接头,在粗管段的远离过渡段的一端套设有一弹性套管,所述弹性套管为盲管,在弹性套管内设有脱脂绵滤网,在弹性套管的封闭端的端面上开设有容纳焊丝的圆孔,在粗管段内壁呈圆周均匀设有若干弹性薄片,若干弹性薄片围成供焊丝穿过的空间,且焊丝始终保持与若干弹性薄片接触,所述细管段的长度为95mm,过渡段的长度为45mm。
11.进一步的,在脱脂棉滤网与粗管段的端部之间设有一脱脂棉。
12.进一步的,所述弹性套管为壁厚为2mm的胶皮管。
13.进一步的,所述细管段和过渡段及过渡段与粗管段之间均通过螺纹连接。
14.进一步的,所述细管段的直径为1.6mm,所述圆孔的直径1.25mm。
15.进一步的,所述加热装置连接座为螺纹孔座,所述螺纹孔座与加热装置的正极螺杆连接。
16.进一步的,所述送丝管通过连接板与送丝机构送丝通道连接。
17.进一步的,所述送丝管的材质为紫铜。
18.相对于现有技术,本实用新型所述的一种大厚度钛合金板超窄间隙激光填热丝焊接用送丝管具有以下优势:
19.本技术对钛合金局部焊丝加热的部分进行惰性气体保护,使得钛合金焊丝不进行吸氢,焊接接头质量好,焊缝组织为长宽比较大的柱状晶,焊接接头无未熔合、气孔及夹渣等焊接缺陷;且送丝管的构型的设计与保护焊接熔池的气罩之间不发生干扰;熔敷效率较传统激光填丝焊提高了30%,焊接速度及焊接效率较传统激光填丝焊提高了50%,而应用的激光功率下降了20%。
附图说明
20.构成本实用新型的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
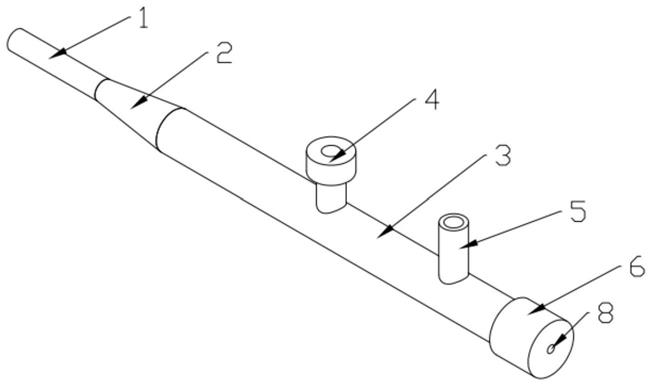
21.图1为本实用新型实施例所述的一种大厚度钛合金板超窄间隙激光填热丝焊接用送丝管的立体结构示意图;
22.图2为本实用新型实施例所述的一种大厚度钛合金板超窄间隙激光填热丝焊接用送丝管的主视图;
23.图3为图2的a
‑
a向剖视图;
24.图4为本实用新型实施例所述的一种大厚度钛合金板超窄间隙激光填热丝焊接用送丝管的俯视图;
25.图5为图4的b
‑
b向剖视图;
26.图6为四个弹性薄片的布置示意图;
27.图7为tc4钛合金窄间隙激光填热丝接试件;
28.图8为tc4钛合金窄间隙激光填热丝焊接接头宏观形貌。
29.附图标记说明:
[0030]1‑
细管段,2
‑
过渡段,3
‑
粗管段,4
‑
加热装置连接座,5
‑
保护气装置转接头,6
‑
弹性套管,7
‑
脱脂棉滤网,8
‑
圆孔,9
‑
弹性薄片,10
‑
脱脂棉。
具体实施方式
[0031]
需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。
[0032]
下面将参考附图并结合实施例来详细说明本实用新型。
[0033]
如图1
‑
图6所示,一种大厚度钛合金板超窄间隙激光填热丝焊接用送丝管,包括细管段1、过渡段2和粗管段3,所述的细管段1的一端与过渡段2的小端连接,所述的粗管段3的一端与过渡段2的大端连接,所述的细管段1、过渡段2和粗管段3内部连通,在粗管段3的靠近过渡段2的位置处设有加热装置连接座4,在粗管段3的远离过渡段2的位置处设有保护气装置转接头5,在粗管段3的远离过渡段2的一端套设有一弹性套管6,所述弹性套管6为盲管,在弹性套管6内设有脱脂绵滤网7,在弹性套管6的封闭端的端面上开设有容纳焊丝的圆孔8,在粗管段1内壁呈圆周均匀设有若干弹性薄片9,若干弹性薄片9围成供焊丝穿过的空间,且焊丝始终保持与若干弹性薄片9接触,所述细管段1的长度为95mm,过渡段2的长度为45mm,细管段1的直径为1.6mm,所述圆孔8的直径1.25mm,焊丝的直径为1.2mm。
[0034]
在脱脂棉滤网7与粗管段3的端部之间设有一脱脂棉10,对保护气体进行隔绝,同时也能实现对送进的焊丝进行擦拭清洁。
[0035]
弹性套管6为壁厚为2mm的胶皮管,弹性好,固定效果好。
[0036]
细管段1和过渡段2及过渡段2与粗管段3之间均通过螺纹连接,避免在焊接过程中发生烧损而需要更换整个送丝管,只需要更换损坏部位即可。
[0037]
加热装置连接座4为螺纹孔座,所述螺纹孔座与加热装置的正极螺杆连接。
[0038]
送丝管通过连接板与送丝通道连接,送丝通道安装在机器人手臂上,对激光器与
机器人手臂连接位置处的连接板及固定螺杆用绝缘板进行隔绝。
[0039]
送丝管的材质为紫铜。
[0040]
使用前,加热装置连接座4上的单侧螺纹孔与连接电阻加热设备的“ ”级螺母连接,拧紧螺母后即可紧密连接固定,将保护气装置通过保护气装置转接头5与送丝管连通,将脱脂棉滤网和脱脂棉依次装入弹性套管6内,然后将弹性套管6套在送丝管的端部,将焊丝自弹性套管6的封闭端的圆孔8依次穿过脱脂棉滤网7和脱脂棉10进入送丝管内,并通过四个弹性薄片8围成的空间穿过后从送丝管的细管段1伸出,完成上述安装后,对激光器与机器人手臂连接位置处的连接板及固定螺母用绝缘板进行隔绝,以免开启电阻加热设备后形成回路对激光器造成损害;
[0041]
使用时,惰性保护气体通过保护气装置转接头5进入送丝管内,可以保证焊丝顺利通过的脱脂棉对管内的保护气体进行第一次阻碍,可以保证焊丝顺利通过的脱脂棉滤网对保护气体进行第二次阻碍,且套设在送丝管端部的弹性套管对脱脂棉滤网定位的同时,对气体进一步进行阻碍,从而实现对保护气体的强制隔绝,防止通过保护气装置转接头5输送到送丝管内的保护气体泄漏到送丝管上方,从而减少输送到送丝管的细管段1的端部的气体流量,从而避免已经加热部分的焊丝吸收空气中的氧氮氢,引起焊缝的脆化等严重质量问题;焊丝始终与四个弹性薄片9接触,弹性薄片9的材质也是紫铜,使得加热装置通过送丝管及弹性薄片始终对焊丝进行加热,供焊丝焊接使用,焊丝始终与四个弹性薄片9接触的设计,既保证焊丝能够通过电阻加热方式提高温度,又能对焊丝进行校直,保证焊丝的挺直度,从而使得送丝通过送丝管出口处送出后能够直抵熔池中心部分,激光光束能够精确的对焊丝进行集中加热,大幅提高熔池的流动性;送丝管的细管段1和过渡段2的具体尺寸的设计,使得送丝管端部能够伸入大厚度钛合金板的超窄间隙内进行焊接,并且与保护焊接熔池的气罩之间不发生气体紊流干扰。
[0042]
如图7所示为大厚度tc4钛合金板窄间隙激光填丝焊接头形貌,其中钛合金板规格为300
×
150
×
80mm,坡口钝边为4mm,坡口间隙为4.3mm,坡口角度为2
°
。激光填丝焊接系统包括库卡机器人、福尼斯送丝装置、德国ipg公司生产的yls
‑
30000固体激光器、焦距设置为428mm,采用连续激光输出模式,光丝间距d=0mm,激光功率设置为2.8kw,离焦量δf= 15mm.,焊接速度为0.6m/min,送丝速度为3.5m/min,试验采用激光前置的方式.焊接时采用本专利装置进行钛合金窄间隙激光填丝焊接,保护气体为纯氩气,气流量为30l/min。
[0043]
图8为焊接接头纵向宏观形貌可以发现,焊缝组织为柱状晶,焊接接头无未熔合、气孔及夹渣等焊接缺陷,说明焊接保护气体装置设计合理,科学,而熔敷效率较传统激光填丝焊提高了30%,焊接速度及焊接效率较传统激光填丝焊提高了50%,而应用的激光功率下降了20%。
[0044]
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。