lcd液晶显示屏的自动化夹持分拣机构及其方法
技术领域
1.本发明属于lcd分拣设备技术领域,具体是lcd液晶显示屏的自动化夹持分拣机构及其方法。
背景技术:
2.lcd液晶显示器为平面超薄的显示设备,它由一定数量的彩色或黑白像素组成,放置于光源或者反射面前方,液晶显示器功耗很低,适用于使用电池的电子设备,它的主要原理是以电流刺激液晶分子产生点、线、面配合背部灯管构成画面;
3.lcd液晶显示屏在完成加工时需要进行检测分拣,将质量不合格的显示屏剔除进行再加工,而现有的lcd液晶显示屏分拣设备通常是在输送机构上方对移动的不合格液晶显示屏直接进行抓取分拣,由于lcd液晶显示屏属于易损物品,在移动中进行抓取的方式不仅容易对不合格显示屏造成二次伤害,还可能会出现对显示屏抓取不精准的现象;因此目前有设备采取停机抓取的方式保证精准抓取的同时避免对显示屏造成二次伤害,但是这种方式在抓取时需要停机,也就导致了lcd液晶显示屏整体输送检测效率下降,并且效率下降的程度还取决于不合格lcd显示屏出现的数量,lcd显示屏不合格数量越多,停机次数也就越多,检测输送的效率也就越低;
4.针对此方面的技术缺陷,现提出一种解决方案。
技术实现要素:
5.本发明的目的在于提供lcd液晶显示屏的自动化夹持分拣机构及其方法,用于解决现有lcd显示屏分拣夹取设备对移动的lcd显示屏进行夹取,容易对lcd显示屏造成伤害的问题。
6.本发明需要解决的技术问题为:
7.如何提供一种可以对不合格lcd显示屏进行静止抓取,降低不合格显示屏受到二次伤害的可能性的自动化夹持分离机构。
8.本发明的目的可以通过以下技术方案实现:
9.lcd液晶显示屏的自动化夹持分拣机构,包括工作平台与设置在工作平台顶面的输送机构,所述工作平台顶面固定安装有两个相对称的安装板,两个所述安装板相靠近的侧面分别设置有分离机构与抓取机构;
10.所述分离机构包括分拣箱体,所述分拣箱体内部滑动连接有升降板,所述升降板底部固定安装有两组连接架,每组连接架的底部之间均固定安装有折板,两个所述折板之间活动连接有均匀分布的转杆,所述转杆外表面固定安装有运料辊,多个运料辊的外表面之间传动连接有运料皮带,位于右侧的运料辊由第一驱动马达进行驱动,所述分拣箱体顶部设置有绕线辊,所述绕线辊外表面绕接有吊索,所述吊索远离绕线辊的一端穿过分拣箱体的内顶壁并固定连接有吊具,所述吊具通过均匀分布的钢绳与升降板的顶面固定连接;
11.所述抓取机构包括抓取箱体,所述抓取箱体下方通过支架固定安装有两个相对称
的横板,所述横板相靠近的侧面之间活动连接有均匀分布的连接杆,所述连接杆外表面固定安装有连接辊,所述抓取机构内部设置有旋转抓取部件;
12.所述分拣箱体与抓取箱体相靠近的侧面之间固定安装有两个相对称的x形固定架。
13.进一步地,所述旋转抓取部件包括驱动电机,所述驱动电机输出端固定安装有转轴,所述转轴底部穿过抓取箱体的内顶壁并延伸至抓取箱体的内部,所述转轴外表面固定安装有第一齿轮,所述抓取箱体内侧壁固定安装有连接板,所述转轴底部通过轴承与连接板顶面活动连接,所述抓取箱体内顶壁通过轴承活动连接有立柱,所述立柱外表面固定安装有第二齿轮,所述第二齿轮与第一齿轮相啮合,所述立柱底部延伸至抓取箱体的外部并固定安装有固定板,所述固定板前后两侧的底部均通过两个固定块固定安装有气动抓手,所述气动抓手包括与固定块固定连接的顶座,顶座前后两侧的底部均设置有均匀分布的机械抓手。
14.进一步地,所述升降板的两侧均固定安装有滑块,分拣箱体的两个内侧壁均固定安装有滑轨,所述滑块与滑轨活动连接。
15.进一步地,所述输送机构包括固定安装在工作平台顶面的两个直板,两个所述直板相靠近的侧面之间固定安装有两个相对称的输送板,两个所述输送板相靠近的侧面之间活动连接有均匀分布的连接轴,所述连接轴的外表面固定安装有输送辊,均匀分布的连接轴的外表面之间传动连接有传动皮带,位于最右侧连接轴由第二驱动马达进行驱动。
16.进一步地,所述绕线辊中部的前后侧面之间贯穿固定有安装杆,所述安装杆前后两端均通过轴承活动连接有竖板,所述竖板的底部与分拣箱体的顶面固定连接,位于前侧的竖板的正面固定安装有第三驱动马达,第三驱动马达的输出端与安装杆的前端固定连接。
17.进一步地,所述分拣箱体内顶壁通过两个三脚架固定安装有限位套,所述吊索穿过限位套,且吊索外表面与限位套内圈活动连接,所述升降板顶面固定安装有均匀分布的拉环,所述拉环与钢绳一一对应,钢绳的两端分别与钢绳与拉环固定连接。
18.一种lcd液晶显示屏的自动化夹持分拣方法,包括以下步骤:
19.步骤一:将lcd液晶显示屏放置在左侧的输送辊上,启动第二驱动马达带动右侧连接轴转动,右侧的连接轴通过传动皮带带动多个连接轴同步转动,将lcd液晶显示屏从左至右进行输送;
20.步骤二:在输送机构对lcd液晶显示屏进行输送的同时对lcd液晶显示屏进行质量检测,当检测到存在不合格的lcd液晶显示屏时,启动第三驱动马达带动绕线辊逆时针转动进行放线,放线的同时升降板高度下降,当折板最左端下降至两个输送辊之间时,启动第一驱动马达带动最右侧转杆与运料辊转动从而带动运料皮带运行;
21.步骤三:当质量不合格的lcd液晶显示屏被输送至折板处时通过运料皮带将lcd液晶显示屏向斜上方输送,当lcd液晶显示屏完全移动至输送皮带上后,启动第三驱动马达带动绕线辊顺时针转动进行收线,升降板被吊起直至折板高度与横板齐平,关闭第三驱动马达;
22.步骤四:lcd液晶显示屏通过运料皮带输送至连接辊后,通过机械抓手将静止的lcd液晶显示屏抓起,启动驱动电机带动转轴转动,通过第一齿轮与第二齿轮带动立柱转动
一百八十度,抓取lcd液晶显示屏的气动抓手旋转至后侧,后侧空置的气动抓手旋转至前侧连接辊的正上方准备进行下一次抓取工作。
23.本发明具备下述有益效果:
24.1、通过驱动电机带动绕线辊转动进行放线与收线,从而控制升降板高度上升或下降,在检测到质量不合格的lcd液晶显示屏后利用折板形成的折线通道将不合格的lcd显示屏从输送机构中抽离,在将lcd显示屏从输送机构中抽离之后再对静止的显示屏进行抓取,防止抓取机构在输送机构上直接抓取移动的lcd显示屏从而对lcd显示屏造成损伤,输送机构在检测到质量不合格的lcd显示屏时不停机,不需要为了保证对lcd显示屏进行静止抓取而中断输送机构对lcd显示屏的输送过程,因此本技术在保证静止抓取对lcd显示屏造成损伤可能性较低的同时,输送过程与检测过程持续进行,没有中断,保证了对lcd显示屏的输送与检测效率;
25.2、在对lcd显示屏进行输送与检测的过程中,对于质量不合格的lcd显示屏采用静止抓取的低损伤方式进行分拣处理,而对于质量合格的lcd显示屏全程在输送辊上进行输送,相较于现有的通过分拣杆将合格与不合格的显示屏倒入两条不同的分拣通道的方式,本技术中合格的显示屏仅需要进行输送,而不会与输送辊之外的任何部件相接触,降低了检测后质量合格的lcd显示屏在分拣时受到损伤的可能性,因此不仅可以减小质量不合格的显示屏在抓取时受到损伤的可能性,也可以减小质量合格的显示屏输送分拣时受损的可能性。
附图说明
26.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
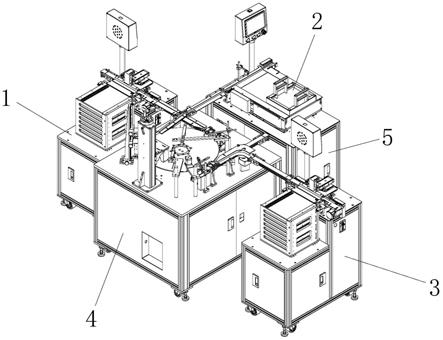
27.图1为本发明结构主视图;
28.图2为本发明分拣箱体结构主视剖视图;
29.图3为本发明抓取箱体结构主视剖视图;
30.图4为本发明气动抓手结构左视图;
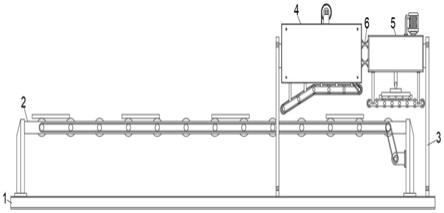
31.图5为本发明输送机构结构俯视图;
32.图6为本发明折板下降时的结构主视剖视图。
33.图中:1、工作平台;2、输送机构;201、直板;202、输送板;203、连接轴;204、输送辊;205、传动皮带;3、安装板;4、分离机构;401、分拣箱体;402、升降板;403、连接架;404、折板;405、转杆;406、运料辊;407、运料皮带;408、绕线辊;409、吊索;410、吊具;411、滑块;412、滑轨;413、限位套;414、拉环;5、抓取机构;501、抓取箱体;502、横板;503、连接杆;504、连接辊;505、旋转抓取部件;506、驱动电机;507、转轴;508、第一齿轮;509、连接板;510、立柱;511、第二齿轮;512、固定板;513、气动抓手;6、x形固定架。
具体实施方式
34.下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实
施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.在lcd显示屏的分拣过程中,往往是采用机械手臂在输送部件上直接对质量不合格的lcd显示屏进行夹取分拣,机械手臂对移动中的lcd显示屏进行夹取时对lcd显示屏造成的损伤较大,且由于lcd显示屏处于移动状态,有可能会造成夹取定位不精准甚至夹取失败的现象;如果采取停机夹取的方式来降低对lcd显示屏造成的损伤,则会降低设备对lcd显示屏的输送与检测效率,并且不合格lcd显示屏的数量越多,输送机构2的中断次数也就越多,输送与检测效率也就越低。
36.如图1
‑
6所示,lcd液晶显示屏的自动化夹持分拣机构,包括工作平台1与设置在工作平台1顶面的输送机构2,输送机构2包括固定安装在工作平台1顶面的两个直板201,两个直板201相靠近的侧面之间固定安装有两个相对称的输送板202,两个输送板202相靠近的侧面之间活动连接有均匀分布的连接轴203,连接轴203的前端贯穿位于前侧的输送板202,连接轴203的外表面固定安装有输送辊204,均匀分布的连接轴203的外表面之间传动连接有传动皮带205,位于最右侧连接轴203由第二驱动马达进行驱动,第二驱动马达驱动最右侧连接轴203转动时,通过传动皮带205带动多个连接轴203同步转动,从而使多个输送辊204同步顺时针转动对lcd显示屏进行自左向右的输送,在输送过程中通过外部检测设备对lcd液晶显示屏进行质量检测;
37.工作平台1顶面固定安装有两个相对称的安装板3,两个安装板3相靠近的侧面分别设置有用于分离机构4与抓取机构5,将质量不合格与合格的液晶显示屏进行分拣的过程分解为分离、抓取两个步骤,将不合格与合格的液晶显示屏通过运料皮带407进行分离可以在输送机构2不停机的情况下将不合格的显示屏抽出,对分离后静止的液晶显示屏进行抓取可以降低液晶显示屏受到的损伤;
38.分离机构4包括分拣箱体401,分拣箱体401的两个内侧壁均固定安装有滑轨412,两个滑轨412的内侧均活动连接有滑块411,两个滑块411相靠近的侧面之间固定安装有升降板402,升降板402下降时带动运料皮带407下降,当折板404最左侧高度下降至两个连接轴203中间时,将质量不合格的lcd液晶显示屏从输送机构2转移至运料皮带407上,从而将质量不合格的液晶显示屏与合格的液晶显示屏进行分离,升降板402底部固定安装有两组连接架403,每组连接架403的底部之间均固定安装有折板404,折板404包括直线段与折线段,折线段用于对质量不合格的液晶显示屏进行分离抽出,直板201段用于将分离后的液晶显示屏输送至连接辊504上,两个折板404之间活动连接有均匀分布的转杆405,转杆405外表面固定安装有运料辊406,多个运料辊406的外表面之间传动连接有运料皮带407,运料皮带407运行时配合升降板402高度下降与上升将质量不合格的液晶显示屏抽出,位于右侧的运料辊406由第一驱动马达进行驱动,分拣箱体401顶部设置有绕线辊408,绕线辊408中部的前后侧面之间贯穿固定有安装杆,安装杆前后两端均通过轴承活动连接有竖板,竖板的底部与分拣箱体401的顶面固定连接,位于前侧的竖板的正面固定安装有第三驱动马达,第三驱动马达的输出端与安装杆的前端固定连接,第三驱动马达带动绕线辊408顺时针转动时绕线辊408进行收线,升降板402被吊起高度升高,第三驱动马达带动绕线辊408逆时针转动时绕线辊408进行放线,升降板402高度下降,绕线辊408外表面绕接有吊索409,吊索409
远离绕线辊408的一端穿过分拣箱体401的内顶壁并固定连接有吊具410,吊具410通过均匀分布的钢绳与升降板402的顶面固定连接,分拣箱体401内顶壁通过两个三脚架固定安装有限位套413,吊索409穿过限位套413,且吊索409外表面与限位套413内圈活动连接,升降板402顶面固定安装有均匀分布的拉环414,拉环414与钢绳一一对应,钢绳的两端分别与钢绳与拉环414固定连接,多个拉绳保证了对升降板402的吊取稳定性;
39.抓取机构5包括抓取箱体501,抓取箱体501下方通过支架固定安装有两个相对称的横板502,横板502相靠近的侧面之间活动连接有均匀分布的连接杆503,连接杆503外表面固定安装有连接辊504,抓取机构5内部设置有旋转抓取部件505,旋转抓取部件505包含两个机械抓手,旋转行程为一百八十度,在前侧机械抓手将lcd显示屏抓取旋转后,后侧空置的机械抓手转移至前侧,准备进行下一次抓取任务,而后侧抓取显示屏的机械抓手松开之后将显示屏放入后侧的不合格产品输送带后空置等待旋转,旋转抓取部件505包括驱动电机506,驱动电机506输出端固定安装有转轴507,转轴507底部穿过抓取箱体501的内顶壁并延伸至抓取箱体501的内部,转轴507外表面固定安装有第一齿轮508,抓取箱体501内侧壁固定安装有连接板509,转轴507底部通过轴承与连接板509顶面活动连接,抓取箱体501内顶壁通过轴承活动连接有立柱510,立柱510外表面固定安装有第二齿轮511,第二齿轮511与第一齿轮508相啮合,利用驱动电机506带动转轴507转动,通过第一齿轮508与第二齿轮511带动立柱510转动,立柱510底部延伸至抓取箱体501的外部并固定安装有固定板512,固定板512前后两侧的底部均通过两个固定块固定安装有气动抓手513,气动抓手513包括与固定块固定连接的顶座,顶座前后两侧的底部均设置有均匀分布的机械抓手,机械抓手用于将连接辊504上的lcd显示屏抓起;
40.分拣箱体401与抓取箱体501相靠近的侧面之间固定安装有两个相对称的x形固定架6。
41.下面结合具体实施例对本公开进行具体解释。
42.实施例1
43.lcd液晶显示屏放置在左侧的输送辊204上,启动第二驱动马达带动右侧连接轴203顺时针转动,右侧的连接轴203通过传动皮带205带动多个连接轴203同步顺时针转动,将lcd液晶显示屏从左至右进行输送,在输送机构2对lcd液晶显示屏进行输送的同时通过外部检测设备对lcd液晶显示屏进行质量检测,质量检测可采取摄像头拍摄结合图像分析技术等常规检测手段进行,当检测到存在不合格的lcd液晶显示屏时,启动第三驱动马达带动绕线辊408逆时针转动进行放线,放线的同时升降板402高度下降,当折板404最左端下降至两个输送辊204之间时,启动第一驱动马达带动最右侧转杆405与运料辊406转动从而带动运料皮带407运行,运料皮带407运行后将质量不合格的lcd液晶显示屏从输送机构2上抽离;
44.当质量不合格的lcd液晶显示屏被输送至折板404的折线段处时通过运料皮带407将lcd液晶显示屏向斜上方输送,当lcd液晶显示屏完全移动至输送皮带上后,启动第三驱动马达带动绕线辊408顺时针转动进行收线,升降板402被吊起直至折板404高度与横板502齐平,关闭第三驱动马达;lcd液晶显示屏通过运料皮带407输送至连接辊504后,通过机械抓手将静止的lcd液晶显示屏抓起,启动驱动电机506带动转轴507转动,通过第一齿轮508与第二齿轮511带动立柱510转动一百八十度,抓取lcd液晶显示屏的气动抓手513旋转至后
侧,后侧空置的气动抓手513旋转至前侧连接辊504的正上方准备进行下一次抓取工作;
45.第一驱动马达、第二驱动马达、第三驱动马达以及驱动电机506的输入端均与plc控制器的输出端电性连接,当外部检测设备检测到不合格lcd液晶显示屏时向plc控制器发送下降信号,plc控制器接收到下降信号后控制第三驱动马达启动带动绕线辊408逆时针转动进行放线,位于折板404最左侧下方的两个输送辊204之间设置有红外线传感器,当折板404最左侧移动至两个输送辊204之间时,红外线传感器发出的红外信号被遮挡,红外线传感器向plc控制器发送抽离信号,plc控制器接收到抽离信号后控制第三驱动马达关闭并开启第一驱动马达,从而利用运料皮带407将不合格的lcd液晶显示屏从输送机构2上抽离。
46.lcd液晶显示屏的自动化夹持分拣机构,在使用时,将lcd液晶显示屏放置在左侧的输送辊204上从左至右进行输送;对lcd液晶显示屏进行输送的同时对lcd液晶显示屏进行质量检测,当检测到存在不合格的lcd液晶显示屏时,启动第三驱动马达带动绕线辊408逆时针转动进行放线,控制升降板402高度下降,当折板404最左侧将红外信号挡住时,plc控制器控制运料皮带407运行将lcd液晶显示屏从输送机构2中抽离并将其输送至连接辊504上,在连接辊504上对静止的lcd液晶显示屏进行夹取。
47.以上内容仅仅是对本发明结构所做的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
48.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
49.以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。