1.本发明涉及一种用于实施多脉冲焊接法的方法,其中同时运行至少两个脉冲焊接过程,其中,所述至少两个脉冲焊接过程分别以具有脉冲电流参数的焊接电流、以脉冲频率和以以已知的方式与脉冲频率关联的焊丝进给速度来实施,其中,第一脉冲焊接过程预先给定第一脉冲频率,并且在第二脉冲焊接过程中待设定的第二脉冲频率由第一脉冲频率得出。本发明还涉及一种用于实施所述方法的系统。
背景技术:
2.本发明涉及使用具有脉冲电弧的熔化电极进行的脉冲焊接。在该焊接方法中,基础焊接电流和相对于其提高的脉冲焊接电流有规律地以预先给定的脉冲频率交替。在基础焊接电流相位期间,电弧以低功率燃烧以使熔池保持液态。在脉冲电流相位期间,形成作为焊丝被输送的焊接填料的熔滴,所述熔滴最终脱离并且落入到熔池中。焊丝同时形成电极(熔化电极),例如在mig(金属惰性气体)或者mag(金属活性气体)焊接的情况下。根据焊丝直径和焊接填料,在mig/mag焊接时应这样选择焊丝进给速度和脉冲频率并且使它们相互适配,使得在每次电流脉冲时产生熔滴并且使其脱落。焊丝进给速度和脉冲频率在此彼此相关。在不当地选择焊丝进给速度和脉冲频率的值的情况下,不能实现稳定的焊接过程和/或不能获得良好的焊接质量。由基础焊接电流相位和脉冲焊接电流相位组成的焊接周期在脉冲焊接时以脉冲频率重复。利用脉冲焊接能够减少和控制输入到工件中的热量,因此也能够焊接较薄的工件。此外,利用脉冲焊接产生高质量的焊接结果,例如因此能够极大减少焊接飞溅物。
3.为了提高焊接性能,还已知多脉冲焊接法、例如双脉冲焊接法,其中同时运行至少两个脉冲焊接过程。在此,优选至少两个焊丝熔化到一个共同的熔池。但各脉冲焊接方法也可以分别具有自己的熔池。为此,对于每个焊接过程需要独立的焊接设备,即各一个电源、一个焊炬和一个焊丝进给单元。利用每个焊接设备实现一种脉冲焊接方法。多脉冲焊接可以这样运行,即:各焊接过程开始并且彼此独立地运行,亦即针对每个焊接过程本身设定焊接电流、焊丝进给速度和/或脉冲频率。但是这对于焊工来说是更复杂的,因为在所有焊接设备中必须相应地设置焊接参数。除此之外,由此对通过同时进行的焊接过程引起的可能的相互干涉具有很小的影响或者甚至没有影响,这会降低焊接质量。
4.因此,还已知一种具有同步的焊接过程的双脉冲焊接法,其中为一个焊接设备预先给定一个脉冲频率,另一个焊接设备跟随其后。因此,两个焊接过程彼此同步并且以相同的脉冲频率焊接。
5.彼此不适配的脉冲焊接过程在多脉冲焊接法中可能导致问题。在mig/mag焊接中例如可能有问题的是,焊丝在一个脉冲焊接过程中以与在其它脉冲焊接过程中不同的焊丝进给速度被输送,但这对于提高过程稳定性常常是期望的。但是,较低的焊丝进给速度通常也需要较低的脉冲频率。因此,当在先的焊接过程与随后的焊接过程的焊丝进给速度之间的差别过大时会出现如下情况,即,随后的焊接过程以过高的脉冲频率(该脉冲频率已经被
在先的焊接过程采用过)运行,由此可能利用随后的焊接过程不能实现稳定的焊接过程或者产生较差的焊接结果(例如焊接飞溅物)。
6.为了消除所述问题,在de102007016103a1中已经提出,将双脉冲焊接法的随后的脉冲焊接过程的脉冲频率设定成与在先的脉冲焊接过程的脉冲频率成整数比例。在此,应该这样选择两个焊接过程的脉冲频率,使得脉冲电流相位不相交。因此,可以在随后的脉冲焊接过程中以比在在先的脉冲焊接过程中更低的脉冲频率进行焊接。但是,由于脉冲频率仅能够以整数比例改变,所以随后的焊接过程的脉冲焊接过程不能再以理想焊接参数实施。例如,这可能导致在随后的脉冲焊接过程的电弧处的熔滴脱落不再正确地起作用。这可能导致焊接质量变差。
技术实现要素:
7.因此,本发明的任务是给出一种用于实施多脉冲焊接法的方法,其中所参与的脉冲焊接过程能够以尽可能理想的设定运行。
8.根据本发明,该任务通过独立权利要求的特征来解决。以这种方式能够确保,在多脉冲焊接法的所有脉冲焊接过程中始终能够以更理想的焊接条件进行焊接。为了获得良好的焊接结果,焊接电流的有效值与焊丝进给速度的比例是决定性的,该比例此时即使在用于脉冲焊接过程的设定值不理想的情况下也能够被遵循。由此能够在每个脉冲焊接过程中保证最佳的熔滴脱落以及尽可能恒定的电弧长度,这对于所获得的焊接质量来说是重要的。
9.有利地,第二脉冲频率由第一脉冲频率从第一脉冲频率与第二脉冲频率之间的预先给定的整数脉冲频率比例得出。以这种方式,脉冲焊接过程的同步能够简单地并且对于焊接方法有利地实现。
10.为了防止过于干预至少一个焊接参数而可以规定,附加地改变脉冲频率比例,以便将实际比例改变到理想比例。所述至少一个焊接参数然后必要时可以附加地为了精确设定而改变。
11.如果将第二脉冲焊接过程的焊接电流的至少一个脉冲电流参数以闭环或开环的方式控制到作为额定值的理想有效值,则能够以简单的方式影响焊接电流的有效值并且因此影响所述比例。在此,作为至少一个脉冲电流参数,可以改变焊接电流的脉冲电流、基础电流、脉冲电流持续时间、基础电流持续时间、电流上升边沿或电流下降边沿。
附图说明
12.下面参照附图1至5详细地阐述本发明,所述附图示例性地、示意性地并且非限制地示出本发明的有利设计方案。在此:
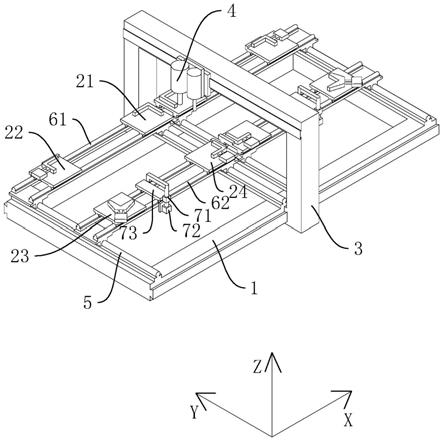
13.图1示出用于实施多脉冲焊接法的系统,
14.图2示出在多脉冲焊接法中具有相同脉冲频率的焊接周期,
15.图3示出在多脉冲焊接法中具有不同脉冲频率的焊接周期,
16.图4示出焊丝进给速度与脉冲频率之间的焊接特性曲线,以及
17.图5示出焊接电流的有效值与脉冲频率之间的关系。
具体实施方式
18.下面将针对双脉冲焊接法(即具有两个脉冲焊接过程)作为多脉冲焊接法的示例来阐述本发明。但是,当然可设想将下面的实施方案扩展至具有多于两个脉冲焊接过程的多脉冲焊接法。多脉冲焊接法的特征尤其是在于同时运行至少两个脉冲焊接过程,在双脉冲焊接法中因此是两个脉冲焊接过程。多个脉冲焊接过程可以都在同一个熔池中工作,但不同的脉冲焊接过程也可以在部分不同的熔池中工作。
19.在图1中示意性地示出用于双脉冲焊接法的一种可能的配置,作为在实际中经常碰到的具有两个脉冲焊接过程的多脉冲焊接法的示例。设置有两个单独的焊接设备1a、1b,各焊接设备分别具有电源2a、2b、焊丝进给单元3a、3b和焊炬4a、4b。各电源2a、2b分别提供所需的焊接电压和所需的焊接电流i
s
,它们分别被施加到焊接过程的焊接电极上。在此,焊丝5a、5b同时也用作熔化的焊接电极。为此,在焊炬4a、4b中例如可以设置接触套,例如通过焊接导线6a、6b将焊接电压施加到该接触套上并且该接触套与焊丝5a、5b接触导通。因此,确定的焊接电流i
s
流经焊接电极,其中,为此当然也设置有接地导线9a、9b用于接触导通工件并且用于闭合焊接电路。焊丝5a、5b由焊丝进给单元3a、3b分别以确定的焊丝进给速度v
da
、v
db
输送给焊炬4a、4b。焊丝进给单元3a、3b可以分别集成在焊接设备1a、1b中,但是也可以是单独的单元。焊接设备1a、1b必要时也与相应的焊丝进给单元3a、3b一起可以在此当然也设置在一个共同的壳体中。
20.焊接设备1a、1b的焊丝5a、5b和焊接导线6a、6b以及必要时电源2a、2b与焊炬4a、4b之间的其它线路(例如控制导线、用于保护气体的管路或冷却剂管路)也可以在一个共同的软管包中被引导,或者也可以在多个软管包中被引导。软管包可以通过合适的耦接器耦接到焊炬4a、4b以及焊接设备1a、1b上。
21.在焊接设备1a、1b中还设置有控制单元7a、7b,所述控制单元控制和监控利用相应的焊接设备1a、1b实施的脉冲焊接过程。在此,控制单元7a、7b例如控制电源2a、2b以产生焊接电流i
s
。为此,在控制单元7a、7b或者电源2a、2b中预先给定或可设定用于待实施的脉冲焊接过程所需的焊接参数,例如脉冲频率f
d
、焊丝进给速度v
d
、脉冲电流i
si
、基础电流i
sg
、脉冲电流持续时间、基础电流持续时间、电流边沿的上升/下降时间等。为了输入或显示一定的焊接参数或焊接状态,在焊接设备1a、1b上也可以设置输入/输出单元8a、8b。这种焊接设备1a、1b当然是充分已知的并且在此不必详细描述。对于具有多于两个的脉冲焊接过程的多脉冲焊接法,当然相应地设置有更多的焊接设备1a、1b。
22.为了实现双脉冲焊接过程,两个焊炬4a、4b在所示的实施例中在地点上相对于彼此设置,并且对一个工件10实施焊接。在图1的实施例中产生两个分开的焊缝。焊炬4a、4b因此在分开的熔池中工作。但焊炬4a、4b当然也可以在一个共同的熔池中工作。焊炬4a、4b相对彼此的布置结构可以是固定的,例如其方式为两个焊炬4a、4b设置在一个(未示出的)焊接机器人上,该焊接机器人引导两个焊炬4a、4b。然而,该布置结构也可以是可变的,例如在该布置结构中各一个焊炬4a、4b分别由一个焊接机器人引导。焊炬4a、4b相对于焊接方向在空间上是依次相继地布置、并排地布置还是以任何其它方式彼此错开地设置也是不重要的。同样地,利用脉冲焊接过程实现连接焊接、堆焊还是其它焊接方法是不重要的。当然,这些实施方案类似地也适用于具有多于两个脉冲焊接过程的多脉冲焊接过程。
23.根据图2,借助两个脉冲焊接过程的焊接电流i
sa
、i
sb
关于时间t的变化曲线来阐述
充分已知的脉冲焊接方法。在脉冲焊接期间,基础电流i
sga
、i
sgb
和相对于此提高的脉冲电流i
sia
、i
sib
周期性地以预给定的脉冲频率f
da
、f
db
交替。脉冲频率f
da
、f
db
当然作为焊接周期sza、szb的周期持续时间t
da
、t
db
的倒数得出,所述焊接周期由具有基础电流i
sga
、i
sgb
的基础电流相位和具有脉冲电流i
sia
、i
sib
的脉冲电流相位组成。在脉冲电流相位期间,焊接熔滴应该分别从焊丝5a、5b脱落到相应的熔池11中。在焊接期间,脉冲频率f
da
、f
db
和/或基础电流i
sga
、i
sgb
或脉冲电流i
sia
、i
sib
的值也可以改变。
24.在图2中,脉冲焊接过程的基础电流i
sga
、i
sgb
的值和脉冲电流i
sia
、i
sib
的值相同,但这当然不是强制要求的。通常,在脉冲焊接过程中电流值是不同的。同样在根据图2的示例中,脉冲频率f
da
、f
db
是相同的,这同样不是一定要求的。此外在图2中看出,脉冲焊接过程的焊接周期sza、szb错开确定的相移t
p
,在此错开180
°
,也就是说,在该示例中关于时间t交替地设置具有各脉冲焊接过程的脉冲电流的各电流脉冲。当然也可设想并且可设定任何其它的相移,尤其是也可设想并且可设定零。
25.当然,在相应的焊接周期sza、szb中的脉冲电流持续时间和基础电流持续时间同样也不是必须相同的并且可以在焊接期间同样变化。相同的情况适用于焊接电流i
s1
、i
s2
的其它脉冲电流参数,例如边沿上升和边沿下降时间、脉冲相位或基础电流相位的持续时间、脉冲电流或基础电流的值。
26.当然,焊接电流i
sa
、i
sb
的时间变化曲线在图2中理想化地并且简化地示出。当然,实际上在边沿上存在一定的电流斜坡,该电流斜坡也是可设定的。同样经常规定,焊接电流i
s
在从脉冲电流i
si
过渡到基础电流i
sg
时阶梯状地或者以其它电流变化曲线下降,以便辅助熔滴脱落。在基础电流相位中也经常设置短的中间电流脉冲,以提高过程稳定性。但是这没有改变焊接周期sza、szb的周期持续时间t
da
、t
db
和由此得到的脉冲频率f
da
、f
db
。
27.脉冲频率f
d
和焊丝进给速度v
d
在脉冲焊接过程中关联并且彼此相关,如借助图4所示的那样。可以看出,脉冲频率f
d
随着焊丝进给速度v
d
升高而升高并且反之脉冲频率随着焊丝进给速度降低而降低。该关系是已知的或者可以根据经验或由合适的模型确定,也可以根据不同的过程参数、例如不同的焊丝(例如材料、厚度等)、不同的焊缝形状等确定,并且可以作为特性曲线k存储在焊接设备1a、1b中。特性曲线k以何种形式存储、例如作为表格、作为模型(也与其它参数例如材料和厚度相关)或借助公式(例如近似的直线或曲线)存储在此不重要。
28.在根据本发明的多脉冲焊接过程中,通过使各脉冲焊接过程的脉冲频率f
da
=1/t
da
、f
db
=1/t
db
彼此之间处于确定的预先给定的关系中,各脉冲焊接过程彼此同步。优选地,在各脉冲频率f
da
、f
db
同步时,一脉冲频率f
da
相对于另一脉冲频率f
db
成整数的脉冲频率比例。在焊接设备1a、1b中预先确定或设定对于待实施的多脉冲焊接法所期望的各脉冲频率f
da
、f
db
彼此之间的脉冲频率比例。在图2的示例中,例如在先的脉冲焊接过程的脉冲频率f
da
等于例如随后的脉冲焊接过程的脉冲频率f
db
。在根据图3的实施例中,例如在先的脉冲焊接过程的脉冲频率f
da
是例如随后的脉冲焊接过程的脉冲频率f
db
的两倍,但是这也可以反过来。
29.通常,在先的脉冲焊接过程将具有较高的脉冲频率f
da
,而随后的脉冲焊接过程将具有与此相对较低的或相同的脉冲频率f
db
。在多脉冲焊接法的情况下,存在一个在先的脉冲焊接过程和多个随后的脉冲焊接过程,其中,在这种情况下在先的脉冲焊接过程也优选
具有最高的脉冲频率并且随后的脉冲焊接过程则具有与此相对较低或相同的脉冲频率。但随后的脉冲焊接过程的脉冲频率不必强制是相同的。
30.哪个脉冲焊接过程是在先的脉冲焊接过程以及哪个脉冲焊接过程是随后的脉冲焊接过程可以在焊接设备1a、1b上预先给定或设定并且也可以在焊接期间改变。焊接设备1a、1b也可以为了设定而通过通信线路相互连接并且也可以与上级控制单元连接。在此,控制单元也可以预先给定哪个脉冲焊接过程应该是在先的脉冲焊接过程。
31.但是,通过经由脉冲频率比例将随后的脉冲焊接过程的脉冲频率同步到在先的脉冲焊接过程的脉冲频率(或反过来),所同步的脉冲焊接过程会受到不利影响。
32.如果在脉冲焊接过程中要以如下焊丝进给速度v
d
来焊接,则焊接结果会受到不利影响,所述焊丝进给速度基于特性曲线k不与由脉冲频率比例得出的脉冲频率适配。例如,第一脉冲焊接过程应以焊丝进给速度v
da
=16m/min的设定值和与此关联的脉冲频率(由特性曲线k得出)f
da
=300hz运行。与第一脉冲焊接过程同步的第二脉冲焊接过程基于预定值应以焊丝进给速度v
da
=10m/min运行,这基于关联将需要理想的脉冲频率f
db
=150hz。但基于所设定的脉冲频率比例f
da
/f
db
=1,第二脉冲焊接过程实际上必须以300hz运行。第二脉冲焊接过程中的这些不理想的设定可能导致脉冲焊接过程中电弧长度的不期望的变化。例如,由于焊丝5b燃烧较快,脉冲焊接过程中的电弧长度可能上升并且电弧可能突然中断。但如果焊丝5b燃烧太慢,则电弧也可能变得太短,这又可能导致长时间的短路以及与此相关的焊缝故障。这可能干扰脉冲焊接过程并且不利地影响焊接质量,例如因为熔滴脱落不再正确地起作用。在最坏的情况下,脉冲焊接过程变得不稳定和/或不再按照规定起作用,这例如导致焊接飞溅物、共同的熔池的损耗、咬边、焊缝中的细孔、合金元素过度烧损等。为了减轻这点而可以规定,对于所同步的脉冲焊接过程,由所设定的焊丝进给速度v
db
从所存储的特性曲线k中获得所属的关联的脉冲频率f
db
,并且求取在在先的脉冲焊接过程中的新的脉冲频率f
da
与在随后的脉冲焊接过程中的所获取的脉冲频率f
db
之间的设为最接近的整数比例并且将该比例重新设定为新的脉冲频率比例。在所同步的脉冲焊接过程中的脉冲频率f
db
然后由在在先的脉冲焊接过程中的脉冲频率f
da
和重新求取的脉冲频率比例来求取和设定。因此,在随后的脉冲焊接过程中在焊丝进给速度v
db
与脉冲频率f
db
的理想比例与实际设定的比例之间的偏差变小。
33.当在多脉冲焊接法中在焊接开始或期间改变其中一个脉冲焊接过程的焊丝进给速度v
da
或脉冲频率f
da
时,也可能出现相同的问题。基于在脉冲焊接过程中各脉冲频率f
da
、f
db
之间的所设定的脉冲频率比例,这也导致所同步的脉冲焊接过程的脉冲频率f
db
的改变。然而,这种改变的脉冲频率f
db
现在不再适配于在脉冲焊接过程中设定的焊丝进给速度v
db
。
34.为了消除该问题,现在根据本发明规定,进行焊接参数的适配,以便减少与理想设定值的偏差的上面所解释的可能的影响。例如在焊丝进给速度v
da
、v
db
、焊接电流i
sa
、i
sb
、焊接电压、待焊接的工件的材料厚度等变化时可出现这样的不理想的设定值。根据本发明,改变所同步的(例如随后的)脉冲焊接过程的至少一个焊接参数,使得焊接电流i
sb
的实际有效值与实际焊丝进给速度v
db
之间的实际比例v被改变到由理想设定值得出的理想比例v
opt
。因此,实际比例v由实际设定值得出,利用这些实际设定值进行焊接。理想比例v
opt
由如下值得出,这些值基于脉冲频率f
d
与焊丝进给速度v
d
之间的关联而必须被设定,但基于预先给定的脉冲频率比例而不能被设定。要改变的所述至少一个焊接参数因此是脉冲电流参数,其改
变焊接电流i
sb
的时间变化曲线(即曲线形状),即例如脉冲电流i
si
、基础电流i
sg
、脉冲电流持续时间和基础电流持续时间(优选相对于焊接周期sz的持续时间)、电流边沿的上升/下降时间等等,这影响焊接电流i
s
的有效值。但焊丝进给速度v
db
本身也可以作为焊接参数被改变。
35.本发明基于如下内容,即:由脉冲焊接过程的脉冲频率f
d
与焊丝进给速度v
d
之间的已知关系(特性曲线k)求取脉冲频率f
d
的理想设定值和焊丝进给速度v
d
的理想设定值,其中,为了脉冲频率f
d
或者焊丝进给速度v
d
的求取而使用预先给定的值。利用理想设定值可以求取焊接电流i
s
的理想有效值rms
opt
,然后从理想有效值rms
opt
利用焊丝进给速度v
d
的理想设定值求取理想有效值rms
opt
与理想焊丝进给速度v
d
之间的理想比例v
opt
。然后通过改变至少一个焊接参数来设定所述理想比例v
opt
。在此,脉冲焊接过程的待设定的焊丝进给速度v
d
可以通过关系与理想脉冲频率f
d
关联,或者脉冲焊接过程的待设定的脉冲频率f
d
与理想焊丝进给速度v
d
关联。因此,可以由焊接电流i
s
连同理想脉冲频率f
dopt
求取焊接电流的理想有效值rms
opt
,并且由此求取在所述理想有效值rms
opt
与预先给定的焊丝进给速度v
d
之间的理想比例v
opt
。同样可以由焊接电流i
s
连同待设定的脉冲频率f
d
求取焊接电流i
s
的理想有效值rms
opt
,并且由此求取在该理想有效值rms
opt
与理想焊丝进给速度v
d
之间的理想比例v
opt
。
36.众所周知,随时间变化的电参量的有效值是该电参量关于时间的均方根值。因此,焊接电流i
s
的有效值例如可以在一个焊接周期sz的周期持续时间t
d
上计算。然而有利的是,在多个周期持续时间t
d
上计算有效值(例如作为滑动平均值)或者对针对不同的周期持续时间t
d
所求取的有效值进行平均。
37.改变哪个焊接参数(其中当然也可以同时改变多个焊接参数)对于本发明来说是次要的。例如可以实现进行这种改变的算法。该算法可以基于所存储的经验数据(例如有效值与特定脉冲电流参数之间的关系)对至少一个焊接参数进行改变。同样可以设置模型、物理的模型或经训练的模型(例如神经网络),其将有效值的期望变化映射到所述至少一个焊接参数的确定变化。同样可以实现优化,所述优化这样改变所述至少一个焊接参数,使得最佳地接近期望有效值。为此,例如可以通过改变所述至少一个焊接参数来使当前有效值与期望有效值之间的偏差(也作为平方偏差)的成本函数最小化。在此也可以考虑边界条件,如焊接参数的预先给定的极限值(可能的最小值或最大值)。在一种有利的实现方案中,在焊接设备1a、1b中可以存储有特征曲线族,所述特征曲线族反映确定的焊接参数对焊接电流i
s
的有效值的影响。然后,可以从所存储的特征曲线族中获取焊接参数的变化,以便以期望的方式改变有效值。在此有利地要注意的是,尽管存在焊接电流i
s
的适配,仍确保熔滴脱落。为此,也可以存储用于不同焊接参数的极限值,必要时也与多脉冲焊接法的其它参数,例如待焊接的工件的材料厚度、焊丝的直径/材料等有关。
38.在一种有利的设计方案中,例如可以存储特征曲线族,例如以表格的形式存储,在该表格中存储了必须改变多少(例如以百分比或绝对值)至少一个脉冲电流参数,以便补偿脉冲频率f
d
与理想脉冲频率的偏差(例如以百分比或绝对值)(或焊丝进给速度v
d
与理想焊丝进给速度的偏差),以便如此改变有效值rms,使得达到期望的理想比例v
opt
。例如,在表格中作为脉冲电流参数可以存储基础电流i
sg
、脉冲电流i
si
和脉冲电流持续时间的根据脉冲频率f
d
变化的变化。
39.通常不能将所设定的实际比例v精确地改变到有效值与焊丝进给速度v
db
的理想比
例v
opt
,因为焊接参数当然不能任意改变。因此,在本发明的意义中,要改变到所述理想比例v
opt
意味着基本上达到所述比例v
opt
,并且所产生的实际比例v因此优选应处于在所期望的理想比例v
opt
附近的限定公差窗口内,其中,该公差窗口优选为所期望的比例的
±
25%、更优选
±
10%。这将参照图5进行解释。
40.图5示例性地示出脉冲频率f
d
与脉冲焊接过程的焊接电流i
s
的有效值rms之间的关系。基于特性曲线k(图4),脉冲焊接过程基于所设定的焊丝进给速度v
d
而必须在理想工作点a
opt
中以理想脉冲频率f
dopt
运行,这导致了有效值rms
opt
和这两个参量之间的理想比例v
opt
。但是,基于预先给定的脉冲频率比例,脉冲焊接过程需要以实际的脉冲频率f
d
运行,这将产生实际工作点a
nopt
以及实际比例v,所述实际工作点具有用于脉冲焊接过程的非理想的设定值和实际有效值(线16)。本发明的目的是,设定由在理想工作点a
opt
中的理想设定值得出的理想比例v
opt
(线15)。为此,在所示的实施例中,作为焊接参数改变焊接电流i
s
的至少一个脉冲电流参数,从而在要基于预先给定的脉冲频率比例设定的脉冲频率f
d
的情况下实现有效值rms
opt
和由此实现理想比例v
opt
(线17),优选在公差窗口t内。利用这样求取的在工作点a中的用于焊接电流i
s
的设定值以及用于焊丝进给速度v
d
的设定值来实施脉冲焊接过程。
41.当然以相同的方式可以的是,代替脉冲电流参数,作为焊接参数改变焊丝进给速度v
d
,以便设定理想比例v
opt
。同样地,作为焊接参数当然也可以改变焊丝进给速度v
d
和至少一个脉冲电流参数,以便设定理想比例v
opt
。
42.在本发明的一种可能的实现方案中,也可以设置用于焊接电流i
s
的有效值rms的闭环控制,以便尽可能好地设定理想比例v
opt
。为此可以实现闭环控制器,例如作为在脉冲焊接过程的控制单元7中的软件实现,以便闭环控制作为焊接参数的至少一个脉冲电流参数,使得在焊接期间将理想比例v
opt
作为额定值进行调节。同样可以实现开环控制,该开环控制将理想比例v
opt
作为额定值进行调节。
43.附加于改变焊接电流i
sb
的有效值和/或焊丝进给速度v
db
以获得理想比例v
opt
,在本发明的一种设计方案中也可以改变脉冲频率比例。如果为了获得理想比例v
opt
必须过于强烈地改变焊丝进给速度v
db
和/或焊接电流i
sb
的有效值,则例如可以规定,首先将脉冲频率比例并且因此将所同步脉冲焊接过程的脉冲频率f
db
改变为另一个更大或更小的整数值。例如,这可以在焊丝进给速度v
db
或有效值rms改变超过
±
25%时进行。然后在改变脉冲电流比例之后,在需要时也还可以调整比例v。
44.如果为了获得理想比例v
opt
改变在随后的脉冲焊接过程中的焊丝进给速度v
db
,则优选将该焊丝进给速度设置为基于所设定的脉冲频率f
db
(其与在先的脉冲焊接过程的脉冲频率f
da
同步并且因此被确定)由脉冲焊接过程的特性曲线k(图4)得出的值。
45.因此,为了控制多脉冲焊接法的脉冲焊接过程,根据本发明可以如下进行。
46.在此假定给定基础的预备设定,例如哪个脉冲焊接过程是在先的焊接过程并且哪个脉冲焊接过程是随后的脉冲焊接过程的规定或脉冲焊接过程的脉冲焊接进给速度v
da
、v
db
和脉冲频率f
da
、f
db
或者工作点的规定。利用这些基础设定开始多脉冲焊接过程,即以已知的方式点燃电弧并且实施所参与的脉冲焊接过程的同步。
47.在基于所规定的各脉冲频率f
da
、f
db
之间的整数脉冲频率比例得出随后的脉冲焊接过程的脉冲频率f
db
之后,作为预备步骤也可以规定,将焊丝进给速度v
db
改变到对应于所
得出的脉冲频率f
db
的焊丝进给速度v
db
(例如借助所存储的特性曲线k)。因此,多脉冲焊接法也可以在随后的脉冲焊接过程中以理想适配的脉冲频率f
db
和焊丝进给速度v
db
开始。当然,这以相同的方式也可以在在先的脉冲焊接过程中进行。
48.利用多脉冲焊接法的脉冲焊接过程的焊丝进给速度v
da
、v
db
的预定值获得理想脉冲频率f
da
、f
db
,或者反过来从脉冲频率f
da
、f
db
获得理想焊丝进给速度v
da
、v
db
。利用所同步的脉冲焊接过程的焊接电流i
sb
的脉冲电流参数的已知设定值(其在焊接设备1b中已知),可以(例如在数学上或也在测量技术上)求取有效值rms
opt
并且进一步求取比例v
opt
。在多脉冲焊接法开始时、亦或在焊接期间连续地、或者仅在多脉冲焊接法期间例如通过焊工或基于上级控制单元的预定值或基于运行的焊接程序改变脉冲焊接过程的脉冲频率f
da
、f
db
和/或焊丝进给速度v
da
、v
db
时,求取实际有效值rms
nopt
和实际比例vnopt。因此,可以改变所同步的脉冲焊接过程的至少一个焊接参数,以便设定所期望的比例v
opt
。
49.如果现在在多脉冲焊接法期间例如通过焊工或基于上级控制单元的预定值或基于运行的焊接程序改变脉冲焊接过程的脉冲频率f
da
、f
db
和/或焊丝进给速度v
da
、v
db
,则脉冲频率f
da
、f
db
基于焊接设备1a、1b的同步而保持为整数的脉冲频率比例,该整数的脉冲频率比例保持不变或者也可以改变。因此,这可以伴随脉冲频率f
da
、f
db
、尤其是随后的脉冲焊接过程的脉冲频率的适配并且因此伴随有效值rms的改变。根据所述适配的实现,可以改变随后的脉冲焊接过程的焊接电流i
s
的有效值和/或焊丝进给速度v
db
,以便基本上设定期望的理想比例v
opt
。
50.例如,在改变脉冲频率f
da
、f
db
的整数脉冲频率比例时,可以优先改变焊丝进给速度v
db
。在此,为了精确设定,附加地也还可以适配焊接电流i
s
的有效值。另一方面,如果焊丝进给速度v
db
必须改变超过一个限定的值、例如10%,则可以优先适配有效值。
51.因此,理想比例v
opt
也可以在焊接期间改变,这也可能需要改变焊接参数以设定该改变的理想比例v
opt
。这样的改变例如可以通过对电弧长度的上级调节而产生,该调节可以引起焊接电流i
s
或焊丝进给速度v
d
的改变。
52.可以在焊接设备1a、1b的控制单元7a、7b中以软件的形式实现对所述至少一个焊接参数的适配。为此所需的数据(例如特征曲线族)可以存储在焊接设备1a、1b中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。