1.本发明涉及销合链生产设备技术领域,尤其涉及一种销合链自动装配装置及其装配方法。
背景技术:
2.销合链是指链节由可锻铸铁铸成并用钢销轴连接起来,无内外链节之分的链条,在销合链加工时需要对其进行装配,这就要用到自动装配装置。
3.经检索,申请号201621123342.3的专利,公开一种链条销片自动装配装置,由下模主体、盖板、步进电机、销轴磁性转盘、气缸和上模主体组成,其特征在于下模主体中部装有垫板,垫板的上面装有盖板,盖板的左上方装有链片仓,盖板的一侧装有定位块,定位块的尾部装有弹簧片,下模主体的左上方装有气缸,气缸头部装有推舌,推舌伸入盖板的里面,下模主体右上方装有步进电机,步进电机的上面装有销轴磁性转盘,销轴磁性转盘的右上方装有销轴进料管,下模主体的右侧装有plc控制器,上模主体下面装有压块。
4.上述装置在使用时其装配的精准性差,自动化程度低,且装配时定位复杂,难以满足人们对销合链高效高质量制备的生产要求,所以研究一种销合链自动装配装置及其装配方法是很有必要的。
技术实现要素:
5.本发明的目的是为了解决现有技术中耗费人力且效率低的问题,而提出的一种销合链自动装配装置及其装配方法。
6.为了实现上述目的,本发明采用了如下技术方案:
7.一种销合链自动装配装置,包括工作架,所述工作架上端固定有工作台,工作台顶面一侧安装有控制面板,后侧摆置有震动盘支架震动盘支架上方固定有振动盘,振动盘的输出端固定连接有送料管,所述工作架前方设置有电气箱,所述工作台上安装有立柱,立柱顶顶端固定有液压缸安装台,所述液压缸安装台上固定有液压缸,液压缸输出端通过螺钉连接有法兰盘、法兰盘上固定有顶针和定位基础件,定位基础件两侧均设有导轨,所述定位基础件一侧设有送料转向件与送料管,所述工作台设有装配导轨,装配导轨后方设置有两个孔安装有托链节件与后定位件,后定位件后方安装有后定位气缸,所述装配导轨前方设置有拨料抓,拨料抓下方设置有爪定位气缸和导轨,所述拨料抓左侧固定有拨料气缸,所述装配导轨上方设置有进料导向块,进料导向块上方设置有导向槽,送料块设置在进料导向块的导向槽内,其送料块与送销气缸连接,送料块的始与固定的送料转向件垂直,所述送料转向件底端还连接有顶部定位块,终端与固定的进料导向块垂直,所述装配导轨下方设置有下定位气缸并固定在工作台反侧,所述装配导轨右前方设置有链节输送带,链节输送带两侧设置有挡板链节输送带的动力来自于设置下方的输送电机,所述装配导轨右方设置有推料块并与送链节气缸连接,所述装配导轨右方还设置有人机界面控制模块与工作台连接并固定。
8.优选的,所述立柱设有四根并呈矩形状分布在工作台上。
9.优选的,托链节件设置有三个压簧其度角斜面与定位基础件斜面平行对应安装使向下力改变度角伸出装配导轨托住链节并定位。
10.优选的,该装置的装配方法为:
11.s1、将销轴放于振动盘,振动盘启动后,销轴通过送料管和送料转向件自动到位,链节工件置于输送皮带上并自动运送到位,信号反馈给系统。
12.s2、系统给送链节气缸信号闭合,推料气缸到位,信号反馈给系统,系统给送链节气缸信号断开,推料气缸归位,信号反馈给系统。
13.s3、系统给送销气缸信号闭合,推料气缸到位,信号反馈给系统,系统给送销气缸信号断开,推料气缸归位,信号反馈给系统。
14.s4、系统给后定位气缸信号闭合,定位气缸到位,信号反馈给系统。
15.s5、系统给液压缸信号闭合,销轴压入链节工件到位,信号反馈给系统,系统给液压缸信号断开,液压缸归位,信号反馈给系统。
16.s6、系统给下定位气缸信号闭合,下定位缩回伸出在装配导轨中部分,到位反馈信号给系统。
17.s7、系统给爪定位气缸信号闭合,到位后信号反馈给系统,系统给拨料气缸信号闭合,将链条顺着链条输送轨道送至下一工序,到位后信号反馈给系统,系统断开爪定位气缸信号,断开到位后系统再次断开拨料气缸信号断开到位后反馈给系统。
18.s8、系统运转再次跳转至s1,循环运行,对销和链节工件进行自动装配。
19.与现有技术相比,本发明提供了一种销合链自动装配装置及其装配方法,具备以下有益效果:
20.1、本发明设计合理,装置运行稳定,自动化程度高,装配时轴销和链节定位精准,从而很好的保证了销合链批量生产的质量;
21.2、本发明在使用时通过振动盘能实现销轴的自动下料,下料后通过送销气缸对销轴实现移动输送,托链节件通过输送皮带输送至工作架前侧并通过送链节气缸对托链节件实现输送,托链节件输送后通过下定位气缸、后定位气缸和侧定位气缸带动限位销对托链节件实现精准定位,从而实现销合链的高质量加工;
22.3、本发明在装配时通过多个气缸对销合链组件进行定位和自动压合,通过设置气缸的驱进距离和相对时间能实现销合链组件的精准定位,从而大大提高了销合链自动装配的质量。
附图说明
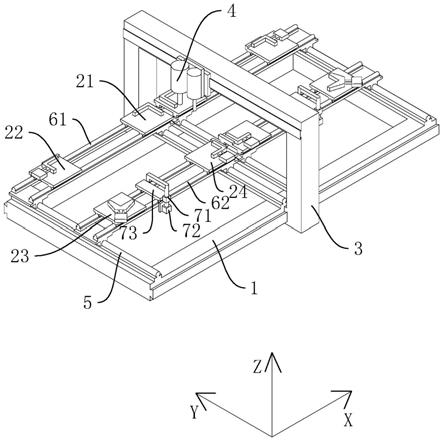
23.图1为本发明提出的一种销合链自动装配装置的正面结构示意图;
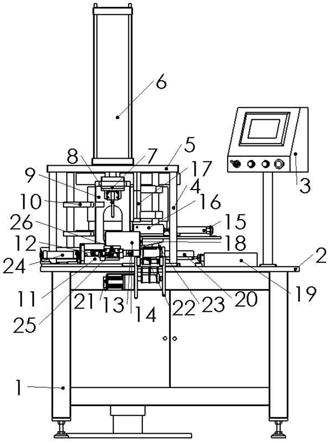
24.图2为本发明提出的一种销合链自动装配装置的侧面结构示意图;
25.图中:工作架1、工作台2、控制面板3、立柱4、安装台5、液压缸6、法兰盘7、顶针8、定位基础件9、导轨10、导轨11、装配导轨12、后定位件13、导向块14、送销气缸15、送料块16、送料转向件17、顶部定位块18、送链节气缸19、推料块20、输送电机21、链节输送带22、挡板23、拨料气缸24、爪定位气缸25、拨料抓26、送料管27、电气箱32、震动盘支架33、振动盘34。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
27.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
28.实施例一
29.参照图1
‑
2,一种销合链自动装配装置,包括工作架1,工作架1上端固定有工作台2,工作台2顶面一侧安装有控制面板3,后侧摆置有震动盘支架33震动盘支架33上方固定有振动盘34,振动盘34的输出端固定连接有送料管27,工作架1前方设置有电气箱32,工作台2上安装有立柱4,立柱4设有四根并呈矩形状分布在工作台2上,立柱4顶顶端固定有液压缸安装台5,液压缸安装台5上固定有液压缸6,液压缸6输出端通过螺钉连接有法兰盘7、法兰盘7上固定有顶针8和定位基础件9,定位基础件9两侧均设有导轨10,定位基础件9一侧设有送料转向件17与送料管27,工作台2设有装配导轨12,装配导轨12后方设置有两个孔安装有托链节件30与后定位件13,后定位件13后方安装有后定位气缸29,装配导轨12前方设置有拨料抓26,拨料抓26下方设置有爪定位气缸25和导轨11,拨料抓26左侧固定有拨料气缸24,装配导轨12上方设置有进料导向块14,进料导向块14上方设置有导向槽,送料块16设置在进料导向块14的导向槽内,其送料块16与送销气缸15连接,送料块16的始与固定的送料转向件17垂直,送料转向件17底端还连接有顶部定位块18,终端与固定的进料导向块14垂直,装配导轨12下方设置有下定位气缸31并固定在工作台2反侧,装配导轨12右前方设置有链节输送带22,链节输送带两侧设置有挡板23链节输送带22的动力来自于设置下方的输送电机21,装配导轨12右方设置有推料块20并与送链节气缸19连接,托链节件30设置有三个压簧其45度角斜面与定位基础件9斜面平行对应安装使向下力改变90度角伸出装配导轨12托住链节并定位,装配导轨12右方还设置有人机界面控制模块3与工作台2连接并固定。
30.在使用时通过振动盘能实现销轴的自动下料,下料后通过送销气缸对销轴实现移动输送,托链节件通过输送皮带输送至工作架前侧并通过送链节气缸对托链节件实现输送,托链节件输送后通过下定位气缸、后定位气缸和侧定位气缸带动限位销对托链节件实现精准定位,从而实现销合链的高质量加工。
31.实施例二
32.本实施例与实施例1基本相同,优选地,该装置的装配方法
33.s1、将销轴放于振动盘34,振动盘34启动后,销轴通过送料管27和送料转向件17自动到位,链节工件置于输送皮带22上并自动运送到位,信号反馈给系统。
34.s2、系统给送链节气缸19信号闭合,推料气缸到位,信号反馈给系统,系统给送链节气缸19信号断开,推料气缸归位,信号反馈给系统。
35.s3、系统给送销气缸15信号闭合,推料气缸到位,信号反馈给系统,系统给送销气缸15信号断开,推料气缸归位,信号反馈给系统。
36.s4、系统给后定位气缸29信号闭合,定位气缸到位,信号反馈给系统。
37.s5、系统给液压缸6信号闭合,销轴压入链节工件到位,信号反馈给系统,系统给液
压缸6信号断开,液压缸归位,信号反馈给系统。
38.s6、系统给下定位气缸31信号闭合,下定位缩回伸出在装配导轨12中部分,到位反馈信号给系统。
39.s7、系统给爪定位气缸25信号闭合,到位后信号反馈给系统,系统给拨料气缸24信号闭合,将链条顺着链条输送轨道送至下一工序,到位后信号反馈给系统,系统断开爪定位气缸25信号,断开到位后系统再次断开拨料气缸24信号断开到位后反馈给系统。
40.s8、系统运转再次跳转至s1,循环运行,对销和链节工件进行自动装配。
41.本实施例中,在装配时通过多个气缸对销合链组件进行定位和自动压合,通过设置气缸的驱进距离和相对时间能实现销合链组件的精准定位,从而大大提高了销合链自动装配的质量。
42.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。