一种碳纤板进胶结构
【技术领域】
1.本发明涉及塑胶模具技术领域,尤其是一种碳纤板进胶结构。
背景技术:
2.如图1所示,在生产中,需要使用塑胶模具在碳纤板601上成型出与碳纤板601结合的塑料框602,该塑料框602具有内边缘和外边缘。该塑料框602的内边缘位于碳纤板601的边缘内,该塑料框602的外边缘位于碳纤板601的边缘外。
3.采用塑胶模具成型这种塑料框602的时候,现有技术中有两种进胶方式,分别为外侧进胶和内侧进胶。
4.外侧进胶,请参阅图1中的外侧进胶点701,即进胶点的位置靠近用于成型塑料框602的型腔的外侧,这种方式的缺点为:先成型外侧再成型内侧会有气体困在内侧无法排除,造成成型后外观不良。故一般采用内侧进胶的方式。
5.内侧进胶,请参阅图1中的内侧进胶点702,即进胶点的位置靠近用于成型塑料框602的型腔的内侧,在成型的过程中,先成型内侧再成型外侧,型腔内的气体被挤压从外侧排出。这种方式的缺点为,熔融状态的塑胶直接冲到碳纤板601上,由于此时的塑胶冲击力大,使得碳纤板601受到冲击后外观不良(有冲料印)。
6.因此,有必要对现有技术进行改进。
技术实现要素:
7.本发明要解决的技术问题是:为了解决在碳纤板上成型塑料框的时候,采用内侧进胶的方式碳纤板上会有冲料印的问题。本发明提供了一种碳纤板进胶结构解决上述问题。
8.本发明解决其技术问题的方案是:一种碳纤板进胶结构,包括:
9.斜销和模仁,所述模仁上设有多个热嘴头;
10.当所述斜销紧靠于所述模仁的时候,所述斜销与所述模仁之间形成流道和出料口;
11.所述流道包括互相连通的第一容腔和第二容腔,所述第二容腔相对于所述第一容腔收窄;
12.所述热嘴头与所述第一容腔连通,所述出料口与所述第二容腔连通,所述出料口呈长形。
13.作为优选,所述第二容腔自其与所述第一容腔连通处至所述出料口处逐渐收窄。
14.作为优选,所述第一容腔和所述第二容腔均呈长形并且长度方向一致;所述第一容腔的一侧与所述第二容腔的一侧连通;
15.所述出料口的长度方向与所述第二容腔的长度方向一致;多个所述热嘴头沿所述第一容腔的长度方向分布。
16.作为优选,所述模仁的朝向所述斜销的一侧具有凹陷部,所述斜销的朝向所述模
仁的一侧具有缓冲面;
17.所述凹陷部的内壁具有第一壁面和第二壁面,所述第一壁面和所述第二壁面均呈长形平面,所述第一壁面和所述第二壁面均具有两条长边,所述第一壁面的一条长边与第二壁面的一条长边连接;
18.所述第二壁面与所述缓冲面相对设置;所述缓冲面包括第一部分和第二部分,所述第二部分相对于所述第一部分凹陷;在所述第一部分中,越远离所述第二部分的位置越向所述第二壁面的方向倾斜;
19.所述第一壁面位于所述第二壁面与所述第二部分之间;所述热嘴头穿透所述第一壁面与所述凹陷部连通;
20.当所述斜销紧靠于所述模仁的时候,所述第一壁面的另一条长边抵顶于所述第二部分,所述第一壁面、所述第二壁面和所述缓冲面围成所述流道,所述第二壁面的另一条长边与所述第一部分之间形成所述出料口。
21.作为优选,所述斜销包括头部件和斜拉杆,所述缓冲面位于所述头部件上;
22.所述斜拉杆的一端与所述头部件可拆卸地固定;所述斜拉杆相对于所述头部件倾斜。
23.作为优选,所述斜拉杆的端部固定有连接块,所述头部件上设有与所述连接块相匹配的凹槽,所述连接块位于所述凹槽内并与所述头部件通过螺钉固定连接。
24.本发明的有益效果是,这种碳纤板进胶结构在进胶的时候塑胶先经过第一容腔再经过第二容腔最后再由出料口流出,减小了塑胶对碳纤板的冲击,避免了在碳纤板上留下冲料印。
【附图说明】
25.图1是现有技术中在碳纤板上成型塑料框时内侧进胶的结构示意图。
26.图2是本发明一种碳纤板进胶结构的结构示意图。
27.图3是本发明一种碳纤板进胶结构的斜销与模仁紧靠状态下的剖视图。
28.图4是图3的局部放大图。
29.图5是本发明一种碳纤板进胶结构的爆炸图。
30.图6是图5的局部放大图。
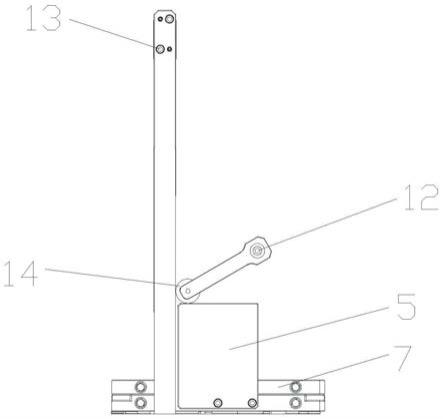
31.图7是本发明一种碳纤板进胶结构的使用状态图。
【具体实施方式】
32.为更进一步阐述本发明所采取的技术手段及其效果,以下结合本发明的一较佳实施例及其附图进行详细描述。
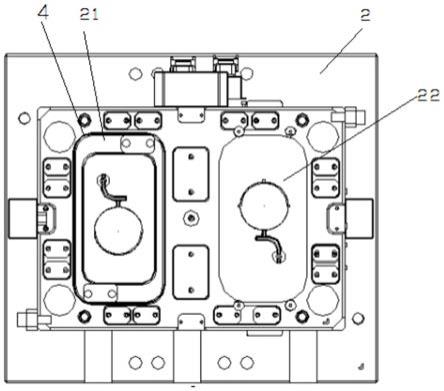
33.请参见图2、图3和图5,图2绘示了本发明一种碳纤板进胶结构的结构示意图,图3绘示了本发明一种碳纤板进胶结构的斜销1与模仁2紧靠状态下的剖视图,图5绘示了本发明一种碳纤板进胶结构的爆炸图。本发明提供了一种碳纤板进胶结构,包括:
34.斜销1和模仁2,模仁2上设有多个热嘴头3。
35.请参阅图4,当斜销1紧靠于模仁2的时候,斜销1与模仁2之间形成流道4和出料口5。流道4包括互相连通的第一容腔401和第二容腔402,第二容腔402相对于第一容腔401收
窄,第二容腔402自其与第一容腔401连通处至出料口5处逐渐收窄。
36.此处的第一容腔401和第二容腔402均呈长形并且长度方向一致,第一容腔401的一侧与第二容腔402的一侧连通。热嘴头3与第一容腔401连通,多个热嘴头3沿第一容腔401的长度方向分布。出料口5与第二容腔402连通,出料口5呈长形,出料口5的长度方向与第二容腔402的长度方向一致。
37.需要说明的是,为了便于理解,在图中示出了料头8,料头8又称流道余料,是塑胶在流道4中凝固后所形成,因此料头8的形状与流道4的形状一致。同时,图3和4中示出的模仁2为模仁2的局部结构。
38.具体的,请参阅图4和6,模仁2的朝向斜销1的一侧具有凹陷部,斜销1的朝向模仁2的一侧具有缓冲面101。
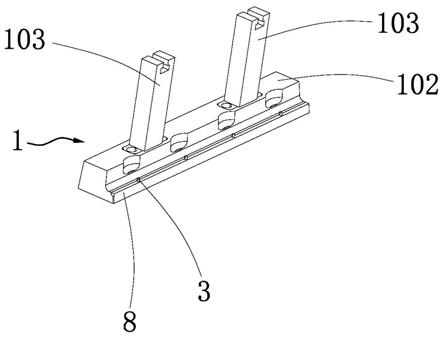
39.凹陷部的内壁具有第一壁面201和第二壁面202,第一壁面201和第二壁面202均呈长形平面,第一壁面201和第二壁面202均具有两条长边,第一壁面201的一条长边与第二壁面202的一条长边连接。第一壁面201和第二壁面202之间呈90度的夹角。
40.第二壁面202与缓冲面101相对设置。缓冲面101包括第一部分1011和第二部分1012,第二部分1012相对于第一部分1011凹陷。在第一部分1011中,越远离第二部分1012的位置越向第二壁面202的方向倾斜。
41.第一壁面201位于第二壁面202与第二部分1012之间,热嘴头3穿透第一壁面201与凹陷部连通。
42.请参阅图4,当斜销1紧靠于模仁2的时候,第一壁面201的另一条长边抵顶于第二部分1012,第一壁面201、第二壁面202和缓冲面101围成流道4,第二壁面202的另一条长边与第一部分1011之间形成出料口5。需要说明的是,此时缓冲面101的第一部分1011与第二壁面202之间所夹的空间即为第二容腔402,缓冲面101的第二部分1012与第二壁面202之间所夹的空间即为第一容腔401。
43.请参阅图4和图7,其中图7绘示了本发明一种碳纤板进胶结构的使用状态图。这种碳纤板进胶结构在进胶的时候,出料口5的位置靠近用于成型塑料框602的型腔的内边缘,塑胶从热嘴头3冲入流道4中,首先进入到第一容腔401中,冲到缓冲面101的第二部分1012上缓冲掉部分冲击力,其次,由于第二容腔402是相对于第一容腔401收紧的,因此一部分塑胶会优先在第一容腔401内沿其长度方向流动卸掉部分冲击力然后流入第二容腔402中,最后,塑胶流入第二容腔402后,由于第二容腔402自其与第一容腔401连通处至出料口5处逐渐收窄,因此一部分塑胶会优先在第二容腔402内沿其长度方向流动进一步卸掉部分冲击力然后自出料口5流入型腔中,此时塑胶的冲击力大大减小,不会在碳纤板601的背离塑料框602的一面留下冲料印。
44.在成型的过程中,先成型内侧再成型外侧,型腔内的气体被挤压从外侧排出。
45.这种碳纤板进胶结构在进胶的时候塑胶先经过第一容腔401再经过第二容腔402最后再由出料口5流出,减小了塑胶对碳纤板601的冲击,避免了在碳纤板601上留下冲料印。
46.具体的,请参阅图5,图5绘示了本发明一种碳纤板进胶结构的爆炸图。在此实施例中,斜销1包括头部件102和斜拉杆103,缓冲面101位于头部件102上。斜拉杆103的一端与头部件102可拆卸地固定,具体方式为:斜拉杆103的端部固定有连接块1031,头部件102上设
有与连接块1031相匹配的凹槽1021,连接块1031位于凹槽1021内并与头部件102通过螺钉固定连接。斜拉杆103相对于头部件102倾斜。
47.将斜销1分成头部件102和斜拉杆103,在制造斜销1的时候将头部件102与斜拉杆103分别加工,便于选择制作头部件102和斜拉杆103的原料,并且由于需要与模仁2配合的缓冲面101位于头部件102上,因此,头部件102的加工精度需要高于斜拉杆103的加工精度,采用分开加工后装配的方式更便于加工。
48.需指出的是,本发明不限于上述实施方式,任何熟悉本专业的技术人员基于本发明技术方案对上述实施例所作的任何简单修改、等同变化与修饰,都落入本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。