1.本发明涉及树脂成形品和树脂成形品的制造方法。
背景技术:
2.对于电动汽车、混合动力汽车等以电气为动力的车辆,在车身底板搭载有多个蓄电池。这些蓄电池通过电缆进行电连接,以容纳在蓄电池盒内的状态安装在车身。作为蓄电池盒,除了金属制的蓄电池盒以外,为了在屏蔽由蓄电池产生的电磁波的同时实现车辆的轻量化、燃油效率的提高、耐腐蚀性等,还研究了树脂制的蓄电池盒(例如,参照专利文献1)。
3.树脂制的蓄电池盒通常在主体设有用于增强的突出部。另外,为了屏蔽由蓄电池产生的电磁波而在表面设有电磁波屏蔽片。专利文献1中记载了如下构成:以沿着蓄电池盒主体的板状部的方式配设电磁波屏蔽片,使电磁波屏蔽片的端部沿着突出部的侧面。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2014
‑
213602号公报
技术实现要素:
7.发明要解决的课题
8.在专利文献1所公开的构成中,为了以沿着突出部的方式切实地配设电磁波屏蔽片,需要在突出部的内部埋设保持构件,或根据突出部的形状进行电磁波屏蔽片的赋形、修整等,在成形自由度方面限制较大。
9.本发明鉴于上述情况,目的在于提供一种成形自由度优异的树脂成形品和树脂成形品的制造方法。
10.用于解决上述课题的方法包含以下实施方式。
11.<1>一种树脂成形品,其具备:包含第一树脂的主体、配置于上述主体表面的至少一部分且包含纤维和第二树脂的功能层、和配置于上述功能层上的突出部,上述突出部包含第一树脂和第二树脂。
12.<2>根据<1>所述的树脂成形品,第一树脂和第二树脂为热塑性树脂。
13.<3>根据<1>或<2>所述的树脂成形品,第二树脂的熔融温度小于或等于第一树脂的熔融温度。
14.<4>一种树脂成形品的制造方法,其具备:将包含纤维和第二树脂的功能层配置在具备与树脂成形品的突出部对应的凹部的模具内的工序;以及向上述模具内供给熔融状态的第一树脂的工序,第二树脂的熔融温度小于或等于第一树脂的熔融温度。
15.<5>根据<4>所述的树脂成形品的制造方法,上述功能层所含的第二树脂的一部分通过与供给至上述模具内的第一树脂的接触而熔融。
16.<6>根据<4>或<5>所述的树脂成形品的制造方法,在向上述模具内供给第
一树脂的工序之后,进一步具备对第一树脂进行加压的工序。
17.发明效果
18.根据本发明的一个方式,提供一种成形自由度优异的树脂成形品和树脂成形品的制造方法。
附图说明
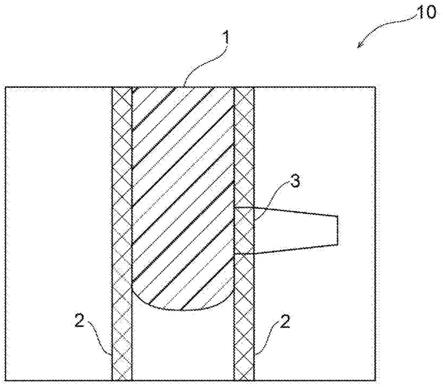
19.图1是概略性表示树脂成形品的制造工序的一例的图。
20.图2是概略性表示树脂成形品的制造工序的一例的图。
具体实施方式
21.以下,对用于实施本发明的方式进行详细说明。但是,本发明不限于以下的实施方式。在以下的实施方式中,其构成要素(也包含要素步骤等)除了特别明示的情况以外都不是必须的。数值及其范围也同样,并不限制本发明。
22.关于本说明书中“工序”一词,除了独立于其他工序的工序以外,即使在与其他工序不能明确区分的情况下,如果能够实现该工序的目的,则也包含该工序。
23.关于本说明书中使用“~”来表示的数值范围,包含“~”前后所记载的数值分别作为最小值和最大值。
24.在本说明书中阶段性记载的数值范围中,一个数值范围所记载的上限值或下限值可以替换为其他阶段性记载的数值范围的上限值或下限值。另外,在本说明书中记载的数值范围中,其数值范围的上限值或下限值还可以替换为实施例所示的值。
25.<树脂成形品>
26.本公开的树脂成形品具备包含第一树脂的主体、配置于上述主体表面的至少一部分且包含纤维和第二树脂的功能层、以及配置于上述功能层上的突出部,上述突出部包含第一树脂和第二树脂。
27.本公开的树脂成形品的成形自由度优异。关于其理由,一边参照附图一边进行说明。本公开的树脂成形品不限定于附图所示的构成。
28.图1和图2是概略性表示树脂成形品的制造工序的一例的截面图。图1所示的模具10具有:与树脂成形品的主体对应且可供给熔融状态的第一树脂1的空间、和与树脂成形品的突出部对应的形状的凹部。在模具10的内部配置有包含纤维和第二树脂的功能层2。
29.如图1所示,功能层2中与突出部的基部对应的基部区域3不与模具10的表面接触。因此,功能层2的基部区域3中所含的第二树脂不易因模具10而冷却,与第一树脂1接触而熔融。其结果,成为第一树脂1能够穿过功能层2的基部区域3所含的纤维之间的状态。
30.接着,如图2所示,操作模具10而将供给有第一树脂1的空间压缩。由此,被加压的第一树脂1的一部分穿过基部区域3的纤维间而向模具10的凹部流动。另外,功能层2的基部区域3所含的第二树脂也向模具10的凹部流动。其结果,模具10的凹部被第一树脂和第二树脂填充而形成突出部4。经过以上工序,从而制造本公开的树脂成形品。
31.关于本公开的树脂成形品,形成主体的第一树脂的熔融物的一部分穿过功能层所含的纤维之间而形成突出部。因此,不需要对功能层的与突出部对应的位置实施开孔等加工,成形自由度优异。另外,本公开的树脂成形品中,主体和突出部隔着功能层而一体地形
成。因此,与将通过另一工序制作的突出部安装于主体的方法等相比,突出部的强度优异。
32.(主体)
33.树脂成形品的主体包含第一树脂。第一树脂的种类没有特别限制。例如可列举聚乙烯、聚丙烯等聚烯烃,聚碳酸酯等聚酯,聚酰胺、聚氯乙烯、聚氨酯、丙烯酸树脂等热塑性树脂,可以根据树脂成形品的用途来选择。第一树脂可以仅由一种树脂构成,也可以是两种以上树脂的组合。
34.第一树脂的熔融温度没有特别限制,可以根据树脂成形品的制作方法等来选择。例如可以从100℃~300℃的范围中选择。
35.根据需要,主体也可以包含除第一树脂以外的成分。作为除第一树脂以外的成分,可列举无机填料、脱模剂、阻燃剂、着色剂等。
36.从树脂成形体的强度提高、热膨胀率的调节等观点考虑,主体优选包含无机填料。作为无机填料,具体地说,可列举二氧化硅、氧化铝、滑石、粘土、云母、氮化硼、氮化铝等。无机填料的形状没有特别限制,可以为纤维状、粉末状、珠状等。
37.在主体包含无机填料的情况下,其量没有特别限制。从由无机填料的添加引起的效果和模具内的流动性的观点考虑,相对于第一树脂100质量份可以为1质量份~50质量份。
38.主体的形状没有特别限制,可以根据用途等来选择。例如,可以为板状也可以为其他期望的立体形状。
39.主体的厚度最小部分的厚度可以大于或等于1mm,也可以大于或等于3mm,还可以大于或等于5mm。
40.(功能层)
41.功能层包含纤维和第二树脂。第二树脂的种类没有特别限制。例如,可以从作为第一树脂例示的树脂中选择。第一树脂与第二树脂可以相同也可以不同。在第二树脂与第一树脂不同的情况下,优选从与第一树脂具有相溶性的树脂中选择。另外,第二树脂可以仅由一种树脂构成,也可以是两种以上树脂的组合。
42.根据需要,功能层还可以包含除纤维和第二树脂以外的成分。作为除纤维和第二树脂以外的成分,可列举无机填料、脱模剂、阻燃剂、着色剂等。
43.第二树脂的熔融温度没有特别限制,可以根据树脂成形品的制作方法等来选择。例如可以从与第一树脂相同的范围中选择。但是,由于第二树脂需要通过与第一树脂的接触来进行熔融,因此按照第二树脂的熔融温度小于或等于第一树脂的熔融温度的方式进行选择。
44.功能层所含的纤维可以是无机纤维也可以是有机纤维,可以根据用途来选择。作为无机纤维,可列举碳、玻璃、陶瓷等纤维。作为有机纤维,可列举芳族聚酰胺、纤维素等纤维。功能层所含的纤维可以仅是一种,也可以是两种以上的组合。另外,功能层所含的纤维可以是单纤维(长丝)的状态,也可以是纤维束(丝束)的状态。
45.功能层所含的纤维的比例没有特别限制。例如,纤维在整个功能层中所占的比例可以为50质量%~85质量%。
46.功能层所含的纤维的配置状态只要是第一树脂的熔融物能够穿过的状态就没有特别限制。作为纤维的配置状态,可列举沿一个方向取向的状态、沿正交的两个方向取向的
状态(交叉)、不沿特定方向取向而无规则地配置的状态等。例如,通过调节功能层所含的纤维间的区域(被树脂含浸的区域)的大小,可形成第一树脂的熔融物能够穿过功能层的状态。
47.功能层的厚度只要是第一树脂的熔融物能够穿过的厚度就没有特别限制。例如可以小于或等于2000μm,可以小于或等于1000μm,也可以小于或等于500μm。从充分得到由配置功能层带来的效果的观点考虑,功能层的厚度可以大于或等于10μm。功能层的厚度可以固定,也可以不固定。在功能层的厚度不固定的情况下,至少与突出部对应的区域中的厚度从第一树脂的熔融物能够穿过的厚度中选择。
48.功能层对树脂成形品赋予的功能没有特别限制。例如可以为增强、电磁波屏蔽、绝热、抗静电、装饰等功能。
49.(突出部)
50.突出部包含第一树脂和第二树脂。即,如参照图1所说明的,包含:在树脂成形品的制作工序中供给至模具的第一树脂中填充与突出部对应的凹部的树脂、和功能层所含的第二树脂中通过与第一树脂的接触而熔融并填充与突出部对应的凹部的树脂。
51.需要说明的是,使用与第一树脂和第二树脂相同的树脂并通过另一工序制作后安装于功能层上的突出部,不属于本公开的突出部。
52.突出部是否包含第一树脂和第二树脂可以通过公知的方法来确认。例如,对树脂成形品的主体、功能层和突出部所含的成分进行分析,结果:在突出部分别包含与主体(第一树脂)和功能层(第二树脂)共同的成分的情况下,可以判断为突出部包含第一树脂和第二树脂。
53.根据需要,突出部也可以包含除第一树脂和第二树脂以外的成分。作为除第一树脂和第二树脂以外的成分,可列举无机填料、脱模剂、阻燃剂、着色剂等。
54.突出部的高度(从功能层起的突起部分的高度)没有特别限制,可以根据期望的功能等来选择。例如,从功能层起的高度可以大于或等于0.5mm,可以小于或等于100mm。
55.突出部的厚度(从功能层起的突起部分的厚度)没有特别限制,可以根据期望的功能等来选择。例如,功能层的厚度可以大于或等于0.5mm,可以小于或等于100mm。
56.突出部的形状没有特别限制,可以根据期望的功能等来选择。例如可以为板状、圆筒状、圆柱状、其他期望的立体形状。突出部可以为设置于树脂成形品的所谓凸条、凸台、夹子等。
57.突出部的形状可以是满足厚度与高度之比(厚度/高度)小于或等于1.0的条件的形状。
58.<树脂成形品的制造方法>
59.本公开的树脂成形品的制造方法具备:将包含纤维和第二树脂的功能层配置在具备与树脂成形品的突出部对应的凹部的模具内的工序;以及向上述模具内供给熔融状态的第一树脂的工序,第二树脂的熔融温度小于或等于第一树脂的熔融温度。
60.上述方法中,功能层所含的第二树脂的熔融温度小于或等于第一树脂的熔融温度。因此,功能层所含的第二树脂的一部分(图1所示的基部区域所含的第二树脂)与第一树脂的熔融物接触而熔融。由此,成为第一树脂的熔融物能够穿过功能层的纤维之间的状态,第一树脂的熔融物向模具的与突出部对应的凹部流动。另外,第二树脂的熔融物也与第一
树脂的熔融物一起向与突出部对应的凹部流动。
61.从使第一树脂(和与第一树脂接触而熔融的第二树脂)高效地向模具的与突出部对应的凹部流动的观点考虑,上述方法也可以在向模具内供给第一树脂后,进一步具备对第一树脂进行加压的工序。对第一树脂进行加压的方法没有特别限制。例如可以通过在供给第一树脂后操作模具而将模具内的空间压缩的方法(注射压缩成形法)来进行。
62.通过上述方法制造的树脂成形品可以满足上述树脂成形品的条件。关于通过上述方法制造的树脂成形品和材料的详细情况和优选方式,可以参照上述树脂成形品和材料的详细情况和优选方式。
63.日本专利申请第2019
‑
060079号的公开内容整体通过参照而被引入本说明书中。本说明书所记载的全部文献、专利申请和技术标准,与具体且分别记载了通过参照而引入各个文献、专利申请和技术标准的情况相同程度地,通过参照而引入本说明书中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。