1.本发明涉及汽车塑料件成型的技术领域,具体为一种汽车塑料件高速成型分离装置。
背景技术:
2.随着社会的发展,人们生活水平的不断提高,人们使用汽车的频率也是越来越高,这使得汽车的需求量急剧增高,其中汽车塑料件的加工生产效率也是急需得到提升,但是现有设备在生产汽车塑料件时,塑料件需要自然冷却,极大的降低了塑料件的生产效率,同时由于原料熔融不彻底,造成原料颗粒掺杂,产生较大的空洞与瑕疵,而且在完成定型时需要其他机械使模具与塑料件进行分离,加长了塑料件的生产时间,在设备加工较长时间后,经常会造成合模不紧密,造成塑料件侧漏,造成较大的毛刺,使塑料件的质量下降,对厂家造成较大的经济损失。
3.所以针对这些问题,我们需要一种汽车塑料件高速成型分离装置来解决。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种汽车塑料件高速成型分离装置,具备快速冷却成型,极大的缩短塑料件的成型时间,增加塑料件的加工效率、保证了颗粒原料形成流体较为均匀,消除了原料成型后掺杂杂质的问题,为产品提供了有利的质量保证、使成型工件与模具迅速分离,极大的节省了加工时长,缩减了取出塑料件的时间,同时避免了工人与设备距离太近造成不必要的碰撞,造成人员受伤的问题、合模后自动锁紧,保证注塑原料不会泄漏,使得塑料件的成型更加标准,不会出现瑕疵,使得塑料件的质量得到保证的优点。
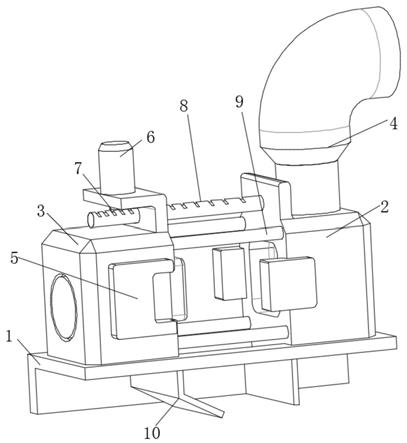
5.为实现上述目的,本发明提供如下技术方案:一种汽车塑料件高速成型分离装置,包括机架,所述机架的顶部设置有冷却机构,所述机架的顶部滑动连接有顶出机构,所述顶出机构的顶部设置有进料机构,所述顶出机构的外侧设置有定位固定机构,所述顶出机构的顶部设置有合模电机,所述合模电机的底部转动连接有弧形齿轮,所述冷却机构的顶部设置有进给杆,所述冷却机构和顶出机构之间设置有定位导柱,所述机架的底部设置有收集仓。
6.优选的,所述冷却机构包括冷却座,所述冷却座的外侧设置有定位板,所述冷却座的左侧设置有冷却电机,所述冷却座的内部转动连接有加压齿轮,所述加压齿轮的右侧转动连接有加压活塞,所述冷却座的内部设置有冷却管,所述冷却座的顶部开设有进料口,所述冷却管的内部设置有单向阀,所述冷却座的内部设置有冷却液池,所述冷却座的内部设置有检测器,所述冷却座的内部滑动连接有堵塞板,所述堵塞板的底部设置有堵塞导柱,所述堵塞板的内部转动连接有循环齿轮,所述堵塞板的内部设置有调节滑块。
7.优选的,所述顶出机构包括顶出座,所述顶出座的右侧设置有过滤网,所述顶出座的内部设置有强力风扇,所述顶出座的内部滑动连接有顶出架,所述顶出架的内部转动连
接有锥形顶块,所述顶出架的外侧套接有复位弹簧。
8.优选的,所述进料机构包括熔料架,所述熔料架的内部设置有均分槽,所述熔料架的内部转动连接有熔融滚筒和细化滚筒,所述熔料架的内部转动连接有定量螺杆。
9.优选的,所述定位固定机构包括定位架,所述定位架的内部设置有支撑导柱,所述支撑导柱的右侧设置有电磁环,所述支撑导柱的外侧滑动连接有强磁套筒,所述定位架的内部设置有摆动杆,所述旋转轴的外侧转动连接有摆动杆,所述摆动杆的左侧设置有夹紧轮。
10.优选的,所述冷却座的右侧开设有与塑料件外侧面相等的槽,在槽的外表面覆盖有均匀分布的冷却管。
11.优选的,所述循环齿轮背部与外置电机的输出轴活动连接,电机与检测器之间电连接。
12.有益效果:1、该汽车塑料件高速成型分离装置,通过冷却电机带动加压齿轮旋转,加压齿轮带动加压活塞位移,加压活塞通过冷却管带动冷却液池内的冷却液进入冷却管中,对塑料件进行高速冷却降温,使其快速成型,经过使用的冷却液经过单向阀返回冷却液池中进行降温,再通过检测器带动循环齿轮转动,循环齿轮带动堵塞板运动,堵塞板带动堵塞导柱位移对进料口进行控制,从而达到快速冷却成型,极大的缩短塑料件的成型时间,增加塑料件的加工效率的效果。
13.2、该汽车塑料件高速成型分离装置,通过颗粒原料经过均分槽均匀的轮入下方熔融滚筒的顶部,处于加热状态的熔融滚筒可对颗粒原料进行初步熔融,并把初步熔融的颗粒原料输送至细化滚筒,具有较高温度的细化滚筒对初步熔融的颗粒原料进行再次熔化,细化滚筒之间的间距比熔融滚筒之间的间距更小,颗粒原料经过细化滚筒的熔融后,颗粒原料成为流体状态,经过定量螺杆均匀的输送至下方,保证了颗粒原料形成流体较为均匀,消除了原料成型后掺杂杂质的问题,为产品提供了有利的质量保证。
14.3、该汽车塑料件高速成型分离装置,通过强力风扇吸收经过过滤网过滤的空气进入强力风扇的后方,吹动顶出架压缩复位弹簧,同时锥形顶块受风力影响进行高速转动,进而推动顶出架向左位移,顶出架对塑料件进行顶出,使其脱离模具,保证后续合模注塑下一塑料件的动作顺利完成,极大的节省了加工时长,缩减了取出塑料件的时间,同时避免了工人与设备距离太近造成不必要的碰撞,造成人员受伤的问题。
15.4、该汽车塑料件高速成型分离装置,通过对电磁环进行通电,电磁环产生的磁力吸引强磁套筒向右移动,强磁套筒带动摆动杆绕旋转轴转动,摆动杆带动夹紧轮进行转动,从而达到合模后自动锁紧,保证注塑原料不会泄漏,使得塑料件的成型更加标准,不会出现瑕疵,使得塑料件的质量得到保证的优点。
附图说明
16.图1为本发明一种汽车塑料件高速成型分离装置的整体结构示意图;图2为本发明一种汽车塑料件高速成型分离装置的快速冷却结构示意图;图3为本发明一种汽车塑料件高速成型分离装置的注入控制结构示意图;图4为本发明一种汽车塑料件高速成型分离装置的物料熔化结构示意图;
图5为本发明一种汽车塑料件高速成型分离装置的风力顶出结构示意图;图6为本发明一种汽车塑料件高速成型分离装置的定位固定结构示意图。
17.图中:1、机架;2、冷却机构;3、顶出机构;4、进料机构;5、定位固定机构;6、合模电机;7、弧形齿轮;8、进给杆;9、定位导柱;10、收集仓;21、冷却座;22、定位板;23、冷却电机;24、加压齿轮;25、加压活塞;26、冷却管;27、进料口;28、单向阀;29、冷却液池;210、检测器;211、堵塞板;212、堵塞导柱;213、循环齿轮;214、调节滑块;31、顶出座;32、过滤网;33、强力风扇;34、顶出架;35、锥形顶块;36、复位弹簧;41、熔料架;42、均分槽;43、熔融滚筒;44、细化滚筒;45、定量螺杆;51、定位架;52、支撑导柱;53、电磁环;54、强磁套筒;55、摆动杆;56、旋转轴;57、夹紧轮。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.实施例一请参阅图1
‑
图3,一种汽车塑料件高速成型分离装置,包括机架1,机架1的顶部设置有冷却机构2,机架1的顶部滑动连接有顶出机构3,顶出机构3的顶部设置有进料机构4,顶出机构3的外侧设置有定位固定机构5,顶出机构3的顶部设置有合模电机6,合模电机6的底部转动连接有弧形齿轮7,冷却机构2的顶部设置有进给杆8,冷却机构2和顶出机构3之间设置有定位导柱9,机架1的底部设置有收集仓10。
20.冷却机构2包括冷却座21,冷却座21的外侧设置有定位板22,冷却座21的左侧设置有冷却电机23,冷却座21的内部转动连接有加压齿轮24,加压齿轮24的右侧转动连接有加压活塞25,冷却座21的内部设置有冷却管26,冷却座21的右侧开设有与塑料件外侧面相等的槽,在槽的外表面覆盖有均匀分布的冷却管26,可保证塑料件的各个位置的温度保持一致,同时塑料件可以均匀受力成型,避免出现空洞现象。冷却座21的顶部开设有进料口27,冷却管26的内部设置有单向阀28,冷却座21的内部设置有冷却液池29,冷却座21的内部设置有检测器210,冷却座21的内部滑动连接有堵塞板211,堵塞板211的底部设置有堵塞导柱212,堵塞板211的内部转动连接有循环齿轮213,循环齿轮213背部与外置电机的输出轴活动连接,电机与检测器210之间电连接,当检测器210检测到信号时,经过既定时间,使下方的循环齿轮213运动,循环齿轮213带动堵塞板211下移,堵塞板211带动堵塞导柱212封闭进料口27,完成原料的注塑,当检测器210只有底部检测到信号时,经过既定时间,使上方的循环齿轮213运动,循环齿轮213带动堵塞板211上升,堵塞板211带动堵塞导柱212开放进料口27,进料口27进行注塑,使注塑量更加精准,保证每个塑料件的用料相等,保持其一致性,同时规范机器运动步骤,使机器可均量生产。堵塞板211的内部设置有调节滑块214,通过冷却机构2可对注塑的塑料件进行快速冷却成型,极大的缩短塑料件的成型时间,增加塑料件的加工效率。
21.实施例二请参阅图4,一种汽车塑料件高速成型分离装置,包括进料机构4,进料机构4包括
熔料架41,熔料架41的内部设置有均分槽42,熔料架41的内部转动连接有熔融滚筒43和细化滚筒44,熔料架41的内部转动连接有定量螺杆45,进料机构4可将颗粒原料均匀的输送至熔融滚筒43顶部,处于加热状态的熔融滚筒43可对颗粒原料进行初步熔融,并把初步熔融的颗粒原料输送至细化滚筒44,具有较高温度的细化滚筒44对初步熔融的颗粒原料进行再次熔化,细化滚筒44之间的间距比熔融滚筒43之间的间距更小,颗粒原料经过细化滚筒44的熔融后,颗粒原料成为流体状态,颗粒原料经过定量螺杆45均匀的输送至下方,保证了颗粒原料形成流体较为均匀,消除了原料成型后掺杂杂质的问题,为产品提供了有利的质量保证。
22.实施例三请参阅图5,一种汽车塑料件高速成型分离装置,顶出机构3包括顶出座31,顶出座31的右侧设置有过滤网32,顶出座31的内部设置有强力风扇33,顶出座31的内部滑动连接有顶出架34,顶出架34的内部转动连接有锥形顶块35,顶出架34的外侧套接有复位弹簧36,通过顶出机构3可使得成型的塑料件与顶出座31左侧设置有的模具进行分离,塑料件在完成注塑成型后与模具分离,保证后续合模注塑下一塑料件的动作顺利完成,极大的节省了加工时长,缩减了取出塑料件的时间,同时避免了工人与设备距离太近造成不必要的碰撞,造成人员受伤的问题。
23.实施例四请参阅图6,一种汽车塑料件高速成型分离装置,包括定位固定机构5,定位固定机构5包括定位架51,定位架51的内部设置有支撑导柱52,支撑导柱52的右侧设置有电磁环53,支撑导柱52的外侧滑动连接有强磁套筒54,定位架51的内部设置有摆动杆55,旋转轴56的外侧转动连接有摆动杆55,摆动杆55的左侧设置有夹紧轮57,通过定位固定机构5的作用,可使得合模后进行封闭,保证注塑原料不会泄漏,使得塑料件的成型更加标准,不会出现瑕疵,使得塑料件的质量得到保证。
24.工作过程及原理:在进行生产汽车塑料件时,通过合模电机6带动弧形齿轮7转动,弧形齿轮7带动进给杆8位移,进给杆8带动冷却机构2进行位移,冷却机构2与顶出机构3进行贴合,这时定位板22与定位架51进行配合,通过对电磁环53进行通电,电磁环53产生的磁力吸引强磁套筒54向右移动,强磁套筒54带动摆动杆55绕旋转轴56转动,摆动杆55带动夹紧轮57进行转动,夹紧轮57对定位板22进行夹持锁紧,从而达到合模后自动锁紧,保证注塑原料不会泄漏,使得塑料件的成型更加标准,不会出现瑕疵,使得塑料件的质量得到保证,在合模锁紧后,颗粒原料经过均分槽42均匀的轮入下方熔融滚筒43的顶部,处于加热状态的熔融滚筒43对原料加热熔融过后,并把初步熔融的颗粒原料输送至细化滚筒44的顶部,具有较高温度的细化滚筒44对初步熔融的颗粒原料进行再次熔化,细化滚筒44之间的间距比熔融滚筒43之间的间距更小,颗粒原料经过细化滚筒44的熔融后,颗粒原料成为流体状态,颗粒原料经过定量螺杆45均匀的输送至下方,保证了颗粒原料形成流体较为均匀,消除了原料成型后掺杂杂质的问题,为产品提供了有利的质量保证,流体原料进入模具中,当流体充斥模具后,通过检测器210带动循环齿轮213转动,循环齿轮213带动堵塞板211运动,堵塞板211带动堵塞导柱212位移对进料口27进行控制堵塞,再通过冷却电机23带动加压齿轮24旋转,加压齿轮24带动加压活塞25位移,加压活塞25通过冷却管26带动冷却液池29内的冷却液进入冷却管26中,对塑料件进行高速冷却降温,使其快速成型,经过使用的冷却液经
过单向阀28返回冷却液池29中进行降温,从而达到快速冷却成型,极大的缩短塑料件的成型时间,增加塑料件的加工效率,在完成定型后,通过合模电机6带动弧形齿轮7反向转动,弧形齿轮7带动进给杆8反向位移,进给杆8带动冷却机构2进行反向位移,冷却机构2与顶出机构3进行分离,通过强力风扇33吸收经过过滤网过32滤的空气进入强力风扇33的后方,吹动顶出架34压缩复位弹簧36,同时锥形顶块35受风力影响进行高速转动,进而推动顶出架34向左位移,顶出架34对塑料件进行顶出,使其脱离模具,保证后续合模注塑下一塑料件的动作顺利完成,极大的节省了加工时长,缩减了取出塑料件的时间,同时避免了工人与设备距离太近造成不必要的碰撞,造成人员受伤的问题。
25.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。