1.本实用新型涉及波纹管焊接设备,尤其涉及金属焊接波纹管用焊接设备。
背景技术:
2.焊接波纹管是带有波纹的金属膜片,在内径和外径上交替焊接而成。而对波纹管外径和内径的焊接要求更快更迅速且能保证质量,在内径焊接工作台上,现有技术中主要存在以下缺点:
3.第一、现有技术中普遍采用的是平焊,平焊会导致波片焊水比上波片焊水厚,上波片焊水没有或是很薄,而导致波纹管由于焊水少导致管漏,成品使用寿命短。第二、现有技术中惰性气体仅可以通过焊枪管传送,惰性气体到焊接处保护不完全,气体不均匀,很容易产生氧化。第三、实验室款显微镜观察镜像,操作者需一直趴在显微镜上进行观察焊接情况,观察不方便,不清晰,很费力,观察者观察显微镜像调焦费时。第四、现有技术中焊枪的手动微调结构复杂,形式繁琐,且还固定位置,操作不方便。第五、现有技术采用气动手阀,由于在生产操作中气动转换很频繁,气动手阀经常损坏。
技术实现要素:
4.本实用新型的目的在于提供一种金属焊接波纹管用焊接设备,以解决现有技术中存在平焊焊后焊水不均匀、不饱满、不光滑以及惰性气体通入设备浓度不够的问题,该金属焊接波纹管用焊接设备加工的波片两侧焊水更加饱满,均匀;旋转轴旋转同时可通入惰性气体,可维持焊接腔室内惰性气体的浓度始终保持在一定的范围,最大程度地防止焊接过程氧化。
5.为了解决上述问题,本实用新型所涉及的金属焊接波纹管用焊接设备采用以下技术方案:
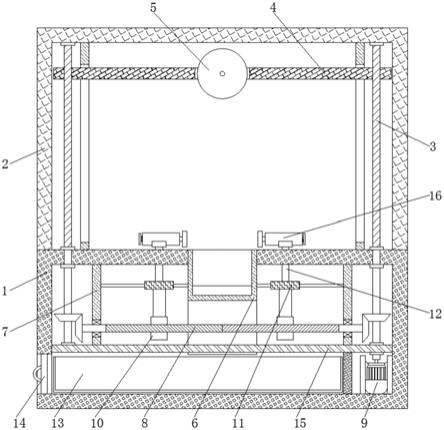
6.一种金属焊接波纹管用焊接设备,包括操作台以及安装于操作台上的焊枪、用于固定波纹管的环形焊接胎具,所述环形焊接胎具包括共轴设置的上胎具、下胎具,下胎具通过旋转轴与驱动电机连接,上胎具通过轴向导杆与驱动气缸连接,所述上胎具、下胎具的中心轴与水平线呈夹角α;在操作台上安装有固定轴座,所述旋转轴活动套设于固定轴座内,并且在固定轴座与旋转轴之间夹设有环形气腔;在固定轴座上、旋转轴上分别开设有允许惰性气体流通的气道,所述气道与环形气腔共同形成惰性气体通道,所述惰性气体通道的末端朝向由下胎具、上胎具形成的焊接腔室。
7.进一步的,所述上胎具、下胎具的中心轴与水平线所呈夹角α为20
‑
40
°
。
8.进一步的,在固定轴座上沿径向开设有进气道,在旋转轴上沿径向开设有输气道,在旋转轴上沿轴向还开设有与输气道相互贯通的送气道,所述进气道、环形气腔、输气道及送气道顺次连通共同形成惰性气体通道。
9.进一步的,在操作台上安装有水平直线滑台,在水平直线滑台上安装有竖直直线滑台,所述焊枪通过焊枪支杆安装于竖直直线滑台上,所在操作台上安装有用于控制水平
直线滑台、竖直直线滑台的电子调节手轮。
10.进一步的,在焊枪支杆上安装有电子显微镜,在操作台上安装有显示屏,所述显示屏与电子显微镜电连接。
11.进一步的,在操作台上分别设置有用于控制驱动气缸升降动作的按钮。
12.本实用新型的有益效果如下:
13.1、本实用新型的一种金属焊接波纹管用焊接设备,将上胎具、下胎具倾斜设置,从而保证焊接腔室中的金属波纹管倾斜设置,有利于减少重力影响,在转动焊接过程中,波片两侧焊水更加均匀、饱满,厚度达标,有效防止由于焊水少导致的管漏现象,提高产品合格率和使用寿命。
14.2、旋转轴、固定轴座上分别开设有气道,通过气腔将气道连通,从而在旋转轴旋转的同时能够将惰性气体均匀、连续地吹到焊接腔室,有利于维持焊接腔室惰性气体的浓度始终保持在一定的范围,最大程度地防止焊接过程氧化,焊接后产品成型效果好,质量高。
15.3、采用显示屏,观察方便、镜像清晰,一次调节电子显微镜的镜像后无需变动,坐姿可根据自己实际情况随时调整,大大降低操作者疲劳程度。
16.4、采用按钮操作,不仅简单化,还降低设备损坏率。
附图说明
17.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
18.图1为本实用新型的主视图。
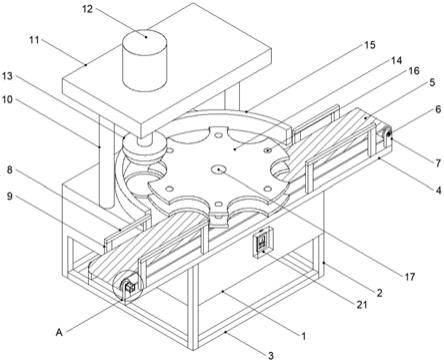
19.图2为本实用新型的立体图。
20.图3为驱动电机、固定轴座、旋转轴、上胎具的装配图。
21.图4为固定轴座、旋转轴的装配图。
22.图5为固定轴座、旋转轴的爆炸图。
23.图中附图标记说明:1
‑
操作台,2
‑
上胎具,3
‑
下胎具,4
‑
驱动电机,5
‑
固定轴座,6
‑
旋转轴,7
‑
驱动气缸,8
‑
轴向导杆,9
‑
进气道进口,10
‑
输气道进口,11
‑
送气道出口,12
‑
水平直线滑台,13
‑
竖直直线滑台,14
‑
焊枪支杆,15
‑
焊枪,16
‑
电子调节手轮,17
‑
电子显微镜,18
‑
显示屏,19
‑
按钮,20
‑
配电箱,21
‑
触屏式控制面板。
具体实施方式
24.为了使本实用新型的技术目的、技术方案和有益效果更加清楚,下面结合附图和具体实施例对本实用新型的技术方案作出进一步的说明。
25.实施例1:
26.一种金属焊接波纹管用焊接设备,如图1
‑
5所示,包括操作台1以及安装于操作台上的焊枪15、环形焊接胎具,波纹管被固定在环形焊接胎具中进行焊接。其中,环形焊接胎具包括共轴设置的上胎具2、下胎具3,下胎具3套装于旋转轴6上,旋转轴6与驱动电机4传动连接,通过驱动电机6带动下胎具3进行转动。上胎具2通过轴向导杆8与驱动气缸7连接,驱
动气缸7伸缩带动轴向导杆8沿(环形焊接胎具的)轴向移动,从而改变上胎具2与下胎具3之间距离,用以固定不同的波纹管。
27.上胎具2、下胎具3的中心轴与水平线呈夹角α,α为20
‑
40
°
,由于上胎具2、下胎具3的中心轴与水平线呈一定夹角,从而保证焊接腔室中的金属波纹管倾斜设置,有利于减少重力影响,在转动焊接过程中,波片两侧焊水更加均匀、饱满,厚度达标,有效提高产品使用寿命。
28.在操作台1上安装有固定轴座5,旋转轴6活动套设于固定轴座5内,旋转轴6在驱动电机4带动下相对固定轴座5发生转动。在固定轴座5与旋转轴6之间夹设有环形气腔,在固定轴座5上、旋转轴6上分别开设有允许惰性气体流通的气道,气道与环形气腔共同形成惰性气体通道,惰性气体通道的末端朝向由下胎具、上胎具形成的焊接腔室。具体的:在固定轴座5上沿径向开设有进气道,进气道进口9开设于固定轴座的侧壁,在旋转轴6上沿径向开设有输气道,输气道进口10开设于旋转轴的侧壁,在旋转轴6上沿轴向还开设有与输气道相互贯通的送气道,送气道出口11开设于旋转轴的端面中心位置,进气道、环形气腔、输气道及送气道顺次连通共同形成惰性气体通道。当旋转轴6相对固定轴座5发生转动时,惰性气体由固定轴座5的进气道进口9,依次经进气道、环形气腔、输气道、送气道最终由旋转轴6的送气道出口11到达焊接腔室。这样能够保证旋转轴6旋转的同时将惰性气体均匀、连续地吹到焊接腔室,有利于维持焊接腔室惰性气体的浓度始终保持在一定的范围,最大程度地防止焊接过程氧化,焊接后产品成型效果好,质量高。
29.在操作台1上安装有水平直线滑台12,在水平直线滑台12的滑子上安装有竖直直线滑台13,焊枪15通过焊枪支杆14安装于竖直直线滑台13的滑子上,在操作台1上安装有用于控制水平直线滑台13、竖直直线滑台14的滑子运动的电子调节手轮16,而对焊枪15的位置进行调节。
30.在焊枪支杆14上安装有电子显微镜17,在操作台1上安装有显示屏18,显示屏18通过数据线与电子显微镜17电连接,电子显微镜17上的镜像将传输至显示屏18上,操作者在焊接的过程中可实时观察焊接镜像,随时微调焊针位置,保证焊针在两个波片中间。在操作台上还安装有触屏式控制面板21,触屏式控制面板21与配电箱20内的plc电连接,从而方便进行在加工过程中进行数据输入、参数调整等。
31.在操作台1上分别设置有用于控制驱动气缸7升降动作的按钮19,按钮、电子调节手轮等分别与配电箱20内的plc连接。
32.加工流程:按动绿色按钮,plc输出信号同时控制水平直线滑台向右侧移动50mm,驱动气缸7升起,操作者放好焊接波片,按下红色按钮,plc再次输出信号控制驱动气缸7收回,焊枪15向左移动50mm,复位。然后点火,进行焊接。在焊接过程中,通过电子调节手轮16微调节焊针始终在波片中间位置。
33.最后所应说明的是:上述实施例仅用于说明而非限制本实用新型的技术方案,但本实用新型的保护范围并不局限于此,任何对本实用新型进行的等同替换及不脱离本实用新型精神和范围的修改或局部替换,其均应涵盖在本实用新型权利要求保护的范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。