1.本实用新型涉及笔记本电脑生产加工设备领域,具体涉及一种键帽组装机。
背景技术:
2.在日常生产生活中,各种笔记型计算机或是按键类产品,皆设有键盘作为输入装置,键盘的结构设计也随着各种产品而必须对应改变。从组装方面考虑,目前的键帽组装传统依靠手工组装的方式,比较先进的技术也仅仅依靠振动盘的方式整列键帽组装,功能键还是需要人工装配,造成生产效率较低,制造成本较高的问题。
3.现有技术中的组装方式需要将物料准备好并运送到组装车间,占用库存空间和降低生产效率的同时,各种零件在搬运、拿取或是装配的过程中都有可能造成损坏与误装的现象,增加了制造上复杂性与困扰,也降低成品质量。
技术实现要素:
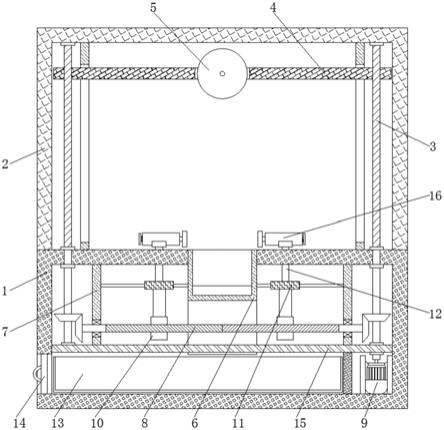
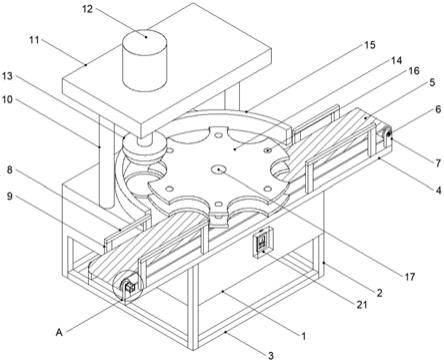
4.本实用新型的目的是:提供一种键帽组装机,能够自动对键帽进行上料安装,提高生产效率,降低工人劳动强度,省略了零件搬运和拿取等过程,避免零件受损和误装,可保证组装高质量。
5.为了实现上述目的,本实用新型提供如下的技术方案:一种键帽组装机,包括左机架和右机架,所述左机架上从左至右依次设置有输送机构、定位机构和吸附组装机构,所述输送机构包括同步带输送机、导向板、第一阻挡气缸、第一挡板、升降板、夹紧气缸、第二阻挡气缸、第二挡板和座板,所述定位机构包括定位底板、纠偏气缸、定位滑板、拨料块、键帽载板和键帽定位板,所述吸附组装机构包括底座、x直线模组、组装滑板、第一z直线模组、第二z直线模组、组装吸头、浮动板、弹簧、上料吸头和吹气管,所述右机架上设置有上料机构,所述上料机构包括电机、凸轮分割器、托板、键帽料仓、第三z直线模组、顶料杆、料仓盖板、定位气缸和挡柱。
6.进一步的,所述同步带输送机、导向板、第一阻挡气缸、夹紧气缸、第二阻挡气缸和座板均与左机架螺纹连接,所述第一挡板与第一阻挡气缸的活塞杆螺纹连接,所述第二挡板与第二阻挡气缸的活塞杆螺纹连接,所述升降板与夹紧气缸的活塞杆螺纹连接。
7.进一步的,所述定位底板与左机架螺纹连接,所述定位滑板与定位底板可滑动连接,所述纠偏气缸和键帽载板均与定位底板螺纹连接,所述纠偏气缸的活塞杆与定位滑板螺纹连接,所述拨料块具体有多个,且多个拨料块均与定位滑板螺纹连接,所述拨料块整体呈y字形,且拨料块的端部设置有两个圆柱凸起,所述键帽载板上开有多个定位槽,且每个定位槽上均开有两个纠偏槽,所述圆柱凸起与纠偏槽一一对应设置,且圆柱凸起与纠偏槽可滑动连接,所述键帽定位板与键帽载板螺纹连接。
8.进一步的,所述底座与左机架螺纹连接,所述x直线模组与底座螺纹连接,所述组装滑板与底座可滑动连接,所述x直线模组的移动台与组装滑板螺纹连接,所述第一z直线模组和第二z直线模组均与组装滑板螺纹连接,所述浮动板四角的导柱与第一z直线模组的
移动台可上下滑动连接,所述弹簧套设于浮动板四角的导柱上,且弹簧位于浮动板和第一z直线模组的移动台之间,所述组装吸头具体有多个,且多个组装吸头均与浮动板固定连接,所述上料吸头具体有多个,且多个上料吸头均与第二z直线模组的移动台固定连接,所述吹气管与底座固定连接。
9.进一步的,所述电机、凸轮分割器、第三z直线模组、料仓盖板和定位气缸均与右机架螺纹连接,所述电机的输出轴与凸轮分割器的输入端固定连接,所述凸轮分割器的输出端与托板固定连接,所述键帽料仓具体有两个,且两个键帽料仓分别与托板的左右两侧螺纹连接,每个所述键帽料仓由多个矩形料道构成,所述矩形料道与托板螺纹连接,所述托板上位于每个矩形料道处均开有通孔,所述料仓盖板上位于每个矩形料道上部均开有让位孔,所述顶料杆具体有多个,且多个顶料杆均与第三z直线模组的移动台螺纹连接,所述顶料杆与托板上的通孔对应设置,所述托板的前后两侧开有定位孔,所述挡柱与定位气缸的活塞杆螺纹连接,且挡柱与定位孔对应设置。
10.本实用新型的有益效果为:能够自动对键帽进行上料安装,提高生产效率,降低工人劳动强度,省略了零件搬运和拿取等过程,避免零件受损和误装,可保证组装高质量。
附图说明
11.图1为本实用新型一种键帽组装机的轴测示意图;
12.图2为本实用新型一种键帽组装机的输送机构示意图;
13.图3为本实用新型一种键帽组装机的升降板示意图;
14.图4为本实用新型一种键帽组装机的定位机构示意图;
15.图5为本实用新型一种键帽组装机的拨料块示意图;
16.图6为本实用新型一种键帽组装机的键帽载板示意图;
17.图7为本实用新型一种键帽组装机的吸附组装机构的第一视角示意图;
18.图8为本实用新型一种键帽组装机的吸附组装机构的第二视角示意图;
19.图9为本实用新型一种键帽组装机的上料机构示意图。
20.图中:1、左机架;2、右机架;3、输送机构;301、同步带输送机;302、导向板;303、第一阻挡气缸;304、第一挡板;305、升降板;306、夹紧气缸;307、第二阻挡气缸;308、第二挡板;309、座板;4、定位机构;401、定位底板;402、纠偏气缸;403、定位滑板;404、拨料块;405、键帽载板;4051、定位槽;4052、纠偏槽;406、键帽定位板;5、吸附组装机构;501、底座;502、x直线模组;503、组装滑板;504、第一z直线模组;505、第二z直线模组;506、组装吸头;507、浮动板;508、弹簧;509、上料吸头;510、吹气管;6、上料机构;601、电机;602、凸轮分割器;603、托板;604、键帽料仓;605、第三z直线模组;606、顶料杆;607、料仓盖板;608、定位气缸;609、挡柱。
具体实施方式
21.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
22.参考图1
‑
图9所示的一种键帽组装机,包括左机架1和右机架2,所述左机架1上从
左至右依次设置有输送机构3、定位机构4和吸附组装机构5,所述输送机构3包括同步带输送机301、导向板302、第一阻挡气缸303、第一挡板304、升降板305、夹紧气缸306、第二阻挡气缸307、第二挡板308和座板309,所述定位机构4包括定位底板401、纠偏气缸402、定位滑板403、拨料块404、键帽载板405和键帽定位板406,所述吸附组装机构5包括底座501、x直线模组502、组装滑板503、第一z直线模组504、第二z直线模组505、组装吸头506、浮动板507、弹簧508、上料吸头509和吹气管510,所述右机架2上设置有上料机构6,所述上料机构6包括电机601、凸轮分割器602、托板603、键帽料仓604、第三z直线模组605、顶料杆606、料仓盖板607、定位气缸608和挡柱609。
23.所述同步带输送机301、导向板302、第一阻挡气缸303、夹紧气缸306、第二阻挡气缸307和座板309均与左机架1螺纹连接,所述第一挡板304与第一阻挡气缸303的活塞杆螺纹连接,所述第二挡板308与第二阻挡气缸307的活塞杆螺纹连接,所述升降板305与夹紧气缸306的活塞杆螺纹连接。
24.所述定位底板401与左机架1螺纹连接,所述定位滑板403与定位底板401可滑动连接,所述纠偏气缸402和键帽载板405均与定位底板401螺纹连接,所述纠偏气缸402的活塞杆与定位滑板403螺纹连接,所述拨料块404具体有多个,且多个拨料块404均与定位滑板403螺纹连接,所述拨料块404整体呈y字形,且拨料块404的端部设置有两个圆柱凸起,所述键帽载板405上开有多个定位槽4051,且每个定位槽4051上均开有两个纠偏槽4052,所述圆柱凸起与纠偏槽4052一一对应设置,且圆柱凸起与纠偏槽4052可滑动连接,所述键帽定位板406与键帽载板405螺纹连接。
25.所述底座501与左机架1螺纹连接,所述x直线模组502与底座501螺纹连接,所述组装滑板503与底座501可滑动连接,所述x直线模组502的移动台与组装滑板503螺纹连接,所述第一z直线模组504和第二z直线模组505均与组装滑板503螺纹连接,所述浮动板507四角的导柱与第一z直线模组504的移动台可上下滑动连接,所述弹簧508套设于浮动板507四角的导柱上,且弹簧508位于浮动板507和第一z直线模组504的移动台之间,所述组装吸头506具体有多个,且多个组装吸头506均与浮动板507固定连接,所述上料吸头509具体有多个,且多个上料吸头509均与第二z直线模组505的移动台固定连接,所述吹气管510与底座501固定连接,吹气管510可用于吹落吸附过程中掉落的键帽。
26.所述电机601、凸轮分割器602、第三z直线模组605、料仓盖板607和定位气缸608均与右机架2螺纹连接,所述电机601的输出轴与凸轮分割器602的输入端固定连接,所述凸轮分割器602的输出端与托板603固定连接,所述键帽料仓604具体有两个,且两个键帽料仓604分别与托板603的左右两侧螺纹连接,每个所述键帽料仓604由多个矩形料道构成,所述矩形料道与托板603螺纹连接,所述托板603上位于每个矩形料道处均开有通孔,所述料仓盖板607上位于每个矩形料道上部均开有让位孔,所述顶料杆606具体有多个,且多个顶料杆606均与第三z直线模组605的移动台螺纹连接,所述顶料杆606与托板603上的通孔对应设置,所述托板603的前后两侧开有定位孔,所述挡柱609与定位气缸608的活塞杆螺纹连接,且挡柱609与定位孔对应设置。
27.本实用新型的工作原理是:本实用新型在使用时,首先在托板603右端的键帽料仓604内放入键帽,待键帽料仓604的所有矩形料道均放满键帽后,电机601和凸轮分割器602驱动托板603转动180度,此时装满键帽的键帽料仓来到顶料杆606的上方,此时定位气缸
608的活塞杆伸出,挡柱609插入托板603的定位孔内对托板603进行限位,随后第三z直线模组605驱动顶料杆606上升,将键帽料仓604内的键帽顶升至料仓盖板607的让位孔处,随后第二z直线模组505驱动上料吸头509下降对让位孔处的键帽进行吸附,随后,第二直线模组505驱动上料吸头上升,接着x直线模组502驱动组装滑板503向左滑动,此时上料吸头509与键帽定位版406相对,随后纠偏气缸402的活塞杆伸出,拨料块404在纠偏槽4052内向远离定位槽4051的一端滑动,接着第二z直线模组505驱动上料吸头509再次下降并停止吸附键帽使键帽留在键帽载板405上,之后纠偏气缸402的活塞杆收回,拨料块404在纠偏槽4052内向靠近定位槽4051的一端靠近,拨料块404将键帽顶紧在定位槽4051内,随后在进行组装时由x直线模组和第一z直线模组504驱动组装吸头506移动至键帽定位板406处,对键帽进行吸附,随后纠偏气缸402的活塞杆再次伸出,拨料块404松开键帽,接着由x直线模组和第一z直线模组504驱动组装吸头506移动至座板309正上方,与此同时,笔记本电脑的键帽安装板由同步带输送机301输送至座板309正下方,由第一阻挡气缸303和第二阻挡气缸307驱动第一挡板304和第二挡板308对笔记本电脑的键帽安装板进行限位,并有夹紧气缸306将笔记本电脑的键帽安装板顶紧在座板上,最后由第一z直线模组504驱动浮动板507和组装吸头下降,从而将键帽安装在笔记本电脑的键帽安装板上。
28.上述实施例用于对本实用新型作进一步的说明,但并不将本实用新型局限于这些具体实施方式。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应理解为在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。