1.本技术涉及金属线材加工机械技术领域,更具体地说,它涉及一种金属拉丝辅助装置。
背景技术:
2.一般拉丝工艺,都是金属丝先在拉丝机上进行拉丝,收卷后,再放卷经过退火处理,现阶段的金属拉丝工艺中均采用功能单一的机械设备进行打磨,也称之为干式拉丝,生产过程中极易发生塌边、角、孔、高温异色、麻点、堵孔和塞缝去不净等不良现象,金属表面容易出现划痕、水波纹、麻点、凹凸点及雾态结晶等不良状况,导致金属拉丝成型的品质不稳定,更无法保证拉丝效率低以及量产化。
3.申请内容
4.针对上述现有技术的不足,本技术的目的是提供一种金属拉丝辅助装置,具有提升金属拉丝成型的品质和提高金属拉丝的成品良率的优点。
5.本技术的上述技术目的是通过以下技术方案得以实现的:一种金属拉丝辅助装置,包括基座,所述基座转动连接有主动轮、第一辅助轮以及第二辅助轮,所述主动轮、所述第一辅助轮以及与所述第二辅助轮之间通过闭环砂带连接,且所述主动轮、所述第一辅助轮以及与所述第二辅助轮形成支撑闭环砂带的三角支撑结构,所述基座设置有驱动所述主动轮转动的第一驱动件;还包括设于基座内且用于拉伸闭环砂带纵向宽度的外扩机构。
6.优选的,所述扩张组件包括能够与闭环砂带抵接的第一接触轮、铰接于所述基座上的铰接块以及与所述铰接块连接的连接块,所述第一接触轮铰接于所述铰接块上,所述滑槽设于所述铰接块上,所述第一接触轮位于所述铰接块的一端,所述铰接块另一端滑动并铰接于所述滑槽内。
7.优选的,所述基座上设置有多个导向轮,多个所述导向轮靠近所述外扩机构设置。
8.优选的,所述导向轮上设置有用于限制闭环砂带移动的限制槽。
9.优选的,所述主动轮表面均匀分布有多个凹槽,所述凹槽呈倾斜设置。
10.优选的,还包括支撑架和转动连接于所述支撑架上的框体,所述第一驱动件安装于所述框体内,所述框体内转动连接有多个所述基座,所述支撑架设置有驱动所述框体转动的第三驱动件。
11.优选的,所述主动轮与所述第一驱动件之间通过同步带连接设置,所述基座上设置有若干个用于压紧同步带的压紧组件。
12.优选的,所述压紧组件包括压紧轮、支撑杆以及螺杆,所述支撑杆一端与所述基座铰接于,所述支撑杆另一端铰接有所述压紧轮,所述螺杆用于固定所述支撑杆的移动的位置。
13.综上所述,本技术具有的有益效果:
14.1、利用基座上的主动轮、所述第一辅助轮以及与所述第二辅助轮三者形成三角支撑结构,将闭环砂带套设在该三角支撑结构上,再利用第一驱动件带动所述主动轮转动,进
而带动闭环砂带沿主动轮旋转方向移动,将移动的该闭环砂带靠近正在拉丝的金属表面,保证金属表面光滑整洁,不易出现划痕、水波纹、麻点、凹凸点及雾态结晶等不良的状况,保证了金属拉丝成型的品质稳定,进一步提升金属拉丝的成品效率;
15.2、在金属拉丝的生产环节中,常使用不同厚度和不同规格的金属进行拉丝工艺,为更好的配合规格不同和厚度不同的金属拉丝,通过外扩机构的设置,使得闭环砂带能够更好的与进行拉丝工序的金属抵接,大大提高了该金属拉丝辅助装置的容错率。
附图说明
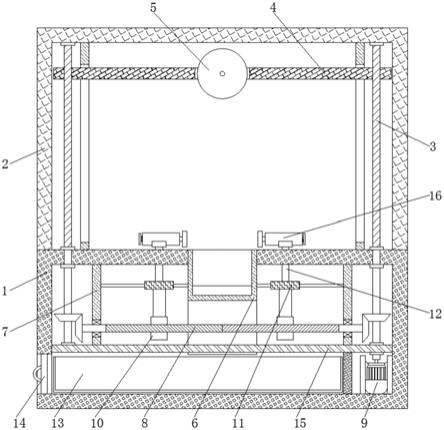
16.图1是本技术实施例的基座上安装部件的结构示意图;
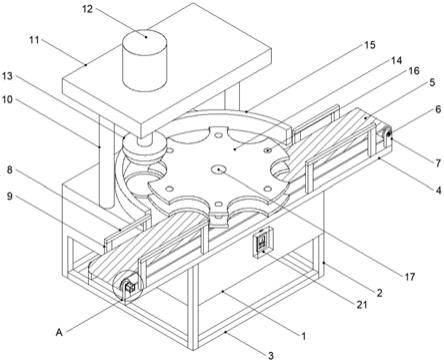
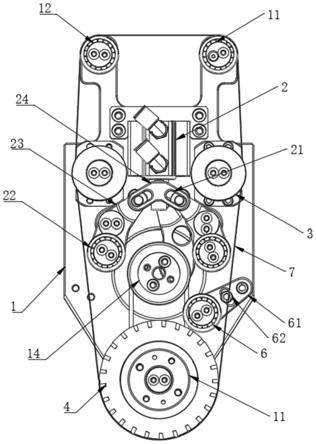
17.图2是本技术实施例的整体结构示意图;
18.图3是本技术实施例的基座安装的状态示意图。
19.附图标记:1、基座;11、主动轮;12、第一辅助轮;13、第二辅助轮;14、第一驱动件;2、第二驱动件;21、滑槽;22、第一接触轮;23、铰接块;24、连接块;3、导向轮;4、凹槽;5、框体;51、支撑架;52、第三驱动件;6、压紧轮;61、支撑杆;62、螺杆;7、闭环砂带。
具体实施方式
20.为了使本技术所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
21.需说明的是,当部件被称为“固定于”或“设置于”另一个部件,它可以直接在另一个部件上或者间接在该另一个部件上。当一个部件被称为是“连接于”另一个部件,它可以是直接或者间接连接至该另一个部件上。
22.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
23.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
24.一种金属拉丝辅助装置,参见图1和图2,包括基座1,所述基座1转动连接有主动轮11、第一辅助轮12以及第二辅助轮13,所述主动轮11、所述第一辅助轮12以及与所述第二辅助轮13之间通过闭环砂带7连接,且所述主动轮11、所述第一辅助轮12以及与所述第二辅助轮13形成支撑闭环砂带7的三角支撑结构,所述基座1设置有驱动所述主动轮11转动的第一驱动件14;
25.还包括设于基座1内且用于拉伸闭环砂带7纵向宽度的外扩机构。
26.本实施例中利用基座1上的主动轮11、所述第一辅助轮12以及与所述第二辅助轮13三者形成三角支撑结构,将闭环砂带7套设在该三角支撑结构上,再利用第一驱动件14带动所述主动轮11转动,进而带动闭环砂带7沿主动轮11旋转方向移动,将移动的该闭环砂带
7靠近正在拉丝的金属表面,保证金属表面光滑整洁,不易出现划痕、水波纹、麻点、凹凸点及雾态结晶等不良的状况,保证了金属拉丝成型的品质稳定,进一步提升金属拉丝的成品效率。
27.在金属拉丝的生产环节中,常使用不同厚度和不同规格的金属进行拉丝工艺,为更好的配合规格不同和厚度不同的金属拉丝,通过外扩机构的设置,使得闭环砂带7能够更好的与拉丝的金属抵接,大大提高了该金属拉丝辅助装置的容错率。
28.传统的工艺采用干式拉丝工艺,该干式拉丝工艺在拉丝过程中极易发生金属塌边、高温异色、麻点等不良的状况,为摈弃传统干式拉丝的诟病,可在金属拉丝的过程中,利用喷射装置,将盛装在喷射装置内的液体抛光介质喷淋在金属表面,一方面能够通过液体抛光介质降低金属粉尘的产生,另一方面可利用液体抛光介质确保金属拉丝成型后表面的光滑整洁,以此提升产品成型的稳定性。
29.具体的,所述外扩机构包括呈对称设置且用于曲卷闭环砂带7的扩张组件,所述扩张组件铰接于所述基座1,所述基座1上设置有驱动所述扩张组件移动的第二驱动件2,所述扩张组件靠近所述第二驱动件2一端设置有滑槽21,所述第二驱动件2的移动端滑动并铰接于所述滑槽21内。
30.为匹配各种规格不同和厚度不同的金属,便于多种金属拉丝的打磨,利用扩张组件将闭环砂带7进行不同程度的曲卷,使得闭环砂带7能够与该正在拉丝工艺处理的金属表面抵接,并对该金属表面进行抛光打磨。
31.其中该扩张组件呈对称设置,便于实现闭环砂带7两侧同步拉伸其纵向宽度,并且本实施例通过第二驱动件2的直线推力推动扩张组件,所述扩张组件通过与基座1的连接点作为支点做杠杆运动,在第二驱动件2驱动的同时,所述第二驱动件2的移动端沿滑槽21滑动,并由于所述第二驱动件2的移动端滑动并铰接于所述滑槽21内,使得第二驱动件2的直线运动,被扩张组件转化成弧形的曲线运动。
32.其中所述第二驱动件2采用气缸推动。
33.具体的,所述扩张组件包括能够与闭环砂带7抵接的第一接触轮22、铰接于所述基座1上的铰接块23以及与所述铰接块23连接的连接块24,所述第一接触轮22铰接于所述铰接块23上,所述滑槽21设于所述铰接块23上,所述第一接触轮22位于所述铰接块23的一端,所述铰接块23另一端滑动并铰接于所述滑槽21内;
34.本实施例中的当第二驱动件2驱动时势必会出现两种运动状态,一种是所述铰接块23远离所述连接块24,所述第一接触轮22通过铰接块23与基座1的铰接点作为支点向闭环砂带7内部靠近,另外一种是所述铰接块23靠近所述连接块24时,所述第一接触轮22通过铰接块23与基座1的铰接点作为支点向闭环砂带7内部扩张。
35.具体的,所述基座1上设置有多个导向轮3,多个所述导向轮3靠近所述外扩机构设置。
36.在金属拉丝生产的工艺中,闭环砂带7随着主动轮11的转动方向转动,在闭环砂带7移动的同时,将通过外扩机构对该移动的砂带进行纵向宽度延伸,由于外扩机构与闭环砂带7的抵接,导致闭环砂带7与所述外扩机构发生相对滑动,由此利用多个导向轮3对闭环砂带7的纵向宽度的拉伸方向提前进行限定,确保闭环砂带7打磨的方向。
37.具体的,所述导向轮3上设置有用于限制闭环砂带7移动的限制槽。限制槽的设置,
能够更好的将闭环砂带7进行限制,便于导向轮3的导向限定。
38.具体的,所述主动轮11表面均匀分布有多个凹槽4,所述凹槽4呈倾斜设置。由于本实施例中的会喷淋液体抛光介质,加大闭环砂带7上的润滑,并且能够降低空气中金属抛光打磨时粉尘的产生。倾斜设置的凹槽4,能够尽可能多的将液体抛光介质喷淋在闭环砂带7的内侧。
39.具体的,还包括支撑架51和转动连接于所述支撑架51上的框体5,所述第一驱动件14安装于所述框体5内,所述框体5内转动连接有多个所述基座1,所述支撑架51设置有驱动所述框体5转动的第三驱动件52。
40.本实施例中的第三驱动件52采用伺服电机,框体5和所述支撑架51之间通过轴承连接,并通过伺服电机带动框体5旋转,以此可通过调节框体5的方位,进而调节基座1的摆向位置,便于闭环砂带7的对金属任意空间位置的打磨。如图3所示,所述基座1的安装方位各不相同,可适应性匹配不同厚度金属的打磨,以此提高该辅助装置的适应性,此外所述基座1与所述框体5之间的连接通过螺杆62固定,便于该基板的安装和拆卸。
41.具体的,所述主动轮11与所述第一驱动件14之间通过同步带连接设置,所述基座1上设置有若干个用于压紧同步带的压紧组件。
42.本实施例的第一驱动件14采用伺服电机,利用伺服电机提供驱动动力,并利用同步带带动所述主动轮11转动,为防止同步带过于松散,通过压紧组件对同步带进行抵压收紧,防止闭环砂带7的打滑。
43.具体的,所述压紧组件包括压紧轮6、支撑杆61以及螺杆62,所述支撑杆61一端与所述基座1铰接,所述支撑杆61另一端铰接有所述压紧轮6,所述螺杆62用于固定所述支撑杆61的移动的位置。
44.通过支撑杆61与基座1的铰接点作为支点,可拨动支撑杆61来撬动压紧轮6,使得压紧轮6能够靠近并且挤压闭环砂带7,以此达到自如收紧和放松闭环砂带7的目的。
45.支撑杆61拨动的位置,可通过螺杆62锁合将支撑杆61进行固定,借此固定压紧轮6的位置。
46.上述实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。