1.本发明属于金属增材制造技术领域,具体涉及一种镍基合金粉末及其制备方法和应用。
背景技术:
2.公开该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不必然被视为承认或以任何形式暗示该信息构成已经成为本领域一般技术人员所公知的现有技术。
3.镍基高温合金,因其具有高强度,抗冷热疲劳性能,以及耐热腐蚀性能和高温抗氧化性能,并且使用温度最高可达1000℃,被广泛应用航空发动机火焰筒、燃烧室壁等关键高温部件。然而这些关键高温零部件的结构大多具有复杂的内部通道或者曲面,因此采用传统的加工方式很难加工成型。激光选区熔化(selective laser melting,slm)作为一种金属增材制造技术,其原理是根据设计好的三维模型,利用大功率的激光自下而上逐层熔化金属粉末,具有定制化强,非常适合加工复杂零件,并且加工周期短等优势,被广泛的应用用于航空航天等领域。
4.然而,从目前的研究和实际应用结果表明采用增材制造方式成形镍基合金粉末过程中,存在很大的热裂倾向,这会导致金属3d打印成形的样件中存在大量的微裂纹,这些微裂纹的存在会严重降低打印出来的镍基合金粉末试样的强度和削弱镍基合金粉末作为航空航天发动机火箭筒、燃烧室壁等部件的使役性能。
5.为了解决上述问题,目前有采用添加陶瓷颗粒使gh3230粉末表面改性的方法,这种方法使陶瓷颗粒附着在gh3230表面,然而存在附着力较差,陶瓷颗粒不能稳定附着,因此这种表面改性的gh3230稳定性差,粉末易团聚、球形度低、粉末流动性差,陶瓷颗粒不能有效且均匀的分散在gh3230粉末表面,制备的改性gh3230粉末产量少且时间长。
6.因此,需要研发一种能够满足航空航天需求,并且适用于增材制造技术的,可以降低甚至消除镍基合金粉末开裂倾向的,并且可以实现大规模生产制备镍基合金粉末的新的制备方法,对于解决航空航天材料“卡脖子”问题,加快我国航空航天自主化进程具有十分重要的意义。
技术实现要素:
7.为了解决现有技术的不足,本发明通过改进传统的真空感应气雾化装置提供了一种镍基合金粉末及其制备方法和应用,可以有效解决原始镍基合金粉末粉末在打印过程中热开裂倾向,以及解决加入的陶瓷颗粒异质形核剂不能均匀,稳定的分布在镍基合金粉末粉末上并且无法满足大规模生产需求的问题。
8.具体地,本发明是通过如下技术方案实现的:
9.在本发明的第一方面,一种镍基合金粉末,=镍基合金粉末作为包覆层,包覆复合陶瓷增强颗粒。
10.在本发明的第二方面,一种镍基合金粉末的制备方法,将复合陶瓷增强颗粒、镍基合金粉末在混粉器内混合均匀,然后送入坩埚进行高温熔炼,并用搅拌装置对熔融状态的合金进行二次搅拌混合,进行气雾化制粉,并筛选内嵌复合陶瓷增强颗粒的镍基合金粉末进行分级回收。
11.在本发明的第三方面,一种气雾化装置,气雾化装置的雾化喷嘴通过管道与保护气源相接,气雾化装置的坩埚通过管道与混粉器一端相接,混粉器的另一端通过管道与保护气源相接;熔炼室中设置有搅拌装置,用于搅拌坩埚中的物质。
12.在本发明的第四方面,所述的气雾化装置在制备所述的镍基合金粉末和/或在执行所述镍基合金粉末制备方法中的应用。
13.在本发明的第五方面,所述的镍基合金粉末和/或任一制备方法制备得到的镍基合金粉末在航空航天增材制造领域中的应用。
14.本发明一个或多个实施例具有以下有益效果:
15.(1)、上述制备方法将复合陶瓷颗粒内嵌在镍基合金粉末中,不会改变镍基合金粉末的化学成分,可以精准控制添加复合陶瓷颗粒的含量,制备安全高效,同时可以消除镍基合金粉末打印过程中的热开裂倾向,减少成型构件的微裂纹,可以很好的满足航空航天等领域大规模生产应用的需求。
16.(2)、针对增材制造用的gh3230粉末具有很大的热开裂倾向,打印成型的构件存在大量微裂纹,无法满足航空航天等领域的实际生产需求等问题,采用真空感应气雾化法制备的内嵌tib2和tic陶瓷颗粒增强的gh3230粉末,在惰性气体氩气下进行混粉和雾化,杂质和氧含量低,纯净度高,粉末球形度好,质量好等优点,并且可以实现添加的tib2和tic复合陶瓷颗粒含量的精准控制,制备的复合陶瓷颗粒增强的gh3230粉末中内嵌的tib2和tic陶瓷颗粒成分含量稳定,并且tib2和tic复合陶瓷颗粒可以在成型gh3230过程中,起到异质形核剂的作用,消除gh3230粉末的热开裂倾向,起到复相增强的作用,真空感应气雾化制粉不改变gh3230粉末的化学成分,稳定安全高效。
17.(3)、由于现有的镍基高温合金粉末都是简单的与增强相之间形成复合,没有制备具有内嵌复合陶瓷增强颗粒的镍基高温合金粉末的工艺,因此,传统的气雾化装置,熔炼室中只有坩埚,没有设置搅拌装置,而且,传统的镍基高温合金粉末都是棒状的,直接将粉末置于坩埚中,没有设置混粉器结构。因此,本发明公开的气雾化装置是有针对性的用于实现内嵌复合陶瓷增强颗粒的镍基高温合金粉末特定装置。基于该装置,能够获得包覆结构的镍基合金粉末,制备效率高、纯度高,具有较高的应用价值。
附图说明
18.构成本发明的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。以下,结合附图来详细说明本发明的实施方案,其中:
19.图1:为实施例1所述的气雾化装置结构图;
20.图2:为实施例1中混粉器装置结构示意图;
21.其中,1.保护气源,2.调压阀1,3.调压阀2,4.混粉器,5.控制面板,6.熔炼室,7.搅拌装置,8.坩埚,9.雾化喷嘴,10.雾化室,11.细粉末及气体排除装置;12.粉末收集仓。
22.401.进气通道,402.开关1,403.控制面板,404.混粉器腔体,405.螺旋叶片,406.开关2,407.出气通道,408.电机。
具体实施方式
23.下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。下列实施例中未注明具体条件的实验方法,通常按照常规条件或按照制造厂商所建议的条件。
24.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本发明的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
25.目前,采用混合添加陶瓷颗粒使gh3230粉末表面改性的方法,这种方法存会改变粉末的化学成分,稳定性较差,粉末易团聚、球形度低,纳米级的陶瓷颗粒不能有效且均匀的分散在gh3230粉末表面,制备的改性gh3230粉末产量少且时间长等问题,为此,本发明提供了一种镍基合金粉末及其制备方法和应用。
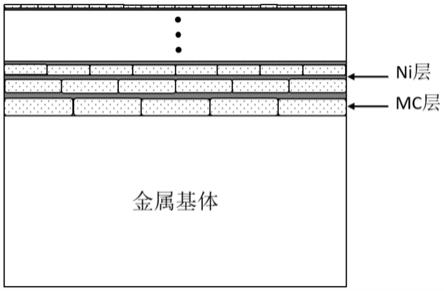
26.在本发明的一种或多种实施例中,一种镍基合金粉末,镍基合金粉末作为包覆层,包覆复合陶瓷增强颗粒。这种结构具有独特的优势,由于复合陶瓷增强颗粒被内嵌在镍基合金粉末内部,镍基合金粉末形成包覆层,将会极大的提高材料的稳定性,避免复合陶瓷增强颗粒与镍基合金粉末脱离,极大的提高了镍基合金粉末的使用寿命。这种独有的结构,有效消除了成型构件的热开裂倾向,tib2和tic配合使用,不仅起到很好的强化作用,而且,不会改变粉末的化合成分。由于tib2和tic配合作用于基材,能够形成稳定的、内嵌的镍基高温合金粉末,很好的满足了增材制造的应用要求。
27.传统的镍基高温合金粉末,并没有注重增强相和基材之间的结构关系,更没有公开过具有本发明特定结构的镍基高温合金粉末。事实上,传统的镍基高温粉末在使用过程中,很容易造成增强相脱落,进而极大的降低了使用寿命,而本发明提供的镍基高温合金粉末却能够很好的避免传统镍基合金面临的问题。
28.所述镍基合金粉末选自gh3230、gh3536、gh4169或gh3625,优选的,为gh3230;或,所述复合陶瓷增强颗粒选自tib2和tic复合陶瓷颗粒、tic、wc、tib2或zrb2,优选的,为tib2和tic复合陶瓷颗粒。
29.选用的基体材料可以是球形度很好的好粉,也可以是球形度不好的空粉或者坏粉,对材料要求不高,有利于节省成本。
30.所述镍基合金粉末的粒径为15
‑
53μm;或,所述复合陶瓷增强颗粒的粒径为100nm
‑
1μm,优选的为50
‑
500nm。将粒径控制在上述范围,能够获得均匀度更高、稳定性更好的镍基合金粉末。复合陶瓷颗粒的粒径越小,其与镍基合金粉末混合后镶嵌在镍基合金粉末表面的陶瓷颗粒就越均匀,球形度和增强效果就越好。
31.优选的,采用gh3230合金粉末,其元素所占的质量比为:c:0.05
–
0.15%,cr:20.00
–
24.00%,co:0
–
5.00%,w:13.00
–
15.00%,mo:1.00
–
3.00%,al:0.20
–
0.50%,ti:0
–
0.10%,fe:0
–
3.00%,la:0.005
–
0.05%,b:0
–
0.015%,si:0.25
–
0.75%,mn:0.30
–
1.00%,s:0
–
0.015%,p:0
–
0.03%,cu:0
–
0.50%,其余为ni。
32.复合陶瓷增强颗粒所占的质量分数为0.5
‑
5%。
33.研究过程中发现,对于组分含量的控制是很重要的,例如,当复合陶瓷增强颗粒为tib2和tic时,为了使tib2可以均匀的包覆在镍基合金粉末表面,采用混粉器装置混合均匀,并且所添加的tib2陶瓷颗粒的质量分数为大于0并且小于混粉总质量的1%,所添加的tic陶瓷颗粒的质量分数为大于0并且小于混粉总质量的1%,同时tib2和tic复合陶瓷颗粒的质量分数之和为镍基合金和复合陶瓷颗粒之和的1%。更进一步优选的,tib2和tic复合陶瓷颗粒的质量分数各占0.5%,即混粉的总的质量分数为:镍基合金粉末(wt.%):增强体tib2陶瓷颗粒(wt.%):增强体tic陶瓷颗粒(wt.%)=99:0.5:0.5。
34.在本发明的一种或多种实施例中,一种镍基合金粉末的制备方法,将复合陶瓷增强颗粒、镍基合金粉末在充满惰性气体的混粉器内混合均匀,然后送入坩埚进行高温熔炼,并用搅拌装置对熔融状态的合金进行二次搅拌混合,进行气雾化制粉,并筛选内嵌复合陶瓷增强颗粒的镍基合金粉末进行分级回收,得到粒径为15
‑
53μm、53
‑
150μm、150μm以上的三种粉末,可以满足激光选区熔化、电子束熔融技术、激光熔覆等不同增材制造技术打印要求。
35.其中,二次搅拌的时间为10
‑
40分钟,优选为20
‑
30分钟。
36.实际上,传统的利用气雾化方法制备镍基高温合金粉末,是原始的镍基高温合金粉末,这种原始的镍基高温合金粉末在slm(slective laser melting,slm)3d打印过程中,非常容易产生裂纹,这会严重削弱3d打印成型的构件的力学性能、耐腐蚀性及高温抗氧化性等性能,为了解决镍基高温合金在slm打印过程中的开裂性,有采用机械方法将原始镍基高温合金粉末与陶瓷颗粒机械混合来减少打印过程中裂纹的产生,而这种方法不稳定,并且陶瓷颗粒不能有效且牢固的钉扎在原始的镍基高温合金粉末表面。然而,本发明通过设计和改进了一种新的真空感应气雾化制粉装置,在真空感应气雾化炉外通过管道与混粉器相连,同时混粉器通过管道与惰性气体相连,保证混粉时没有空气氧化的影响,保证粉末的纯度,其次当混合好的镍基高温合金粉末放入坩埚加热熔炼时,在坩埚的上方有搅拌棒会对熔融的镍基高温合金进行二次搅拌,保证陶瓷颗粒在熔融镍基高温合金里均匀分布,这种设计和改进后的真空感应气雾化制粉装置,能够获得镍基合金粉末包覆复合陶瓷增强颗粒的结构,这种结构的镍基高温合金粉末结构稳定,不会出现复合陶瓷增强颗粒脱落的问题,避免了开裂、化学成分改变等一系列的问题,极大的提高了镍基合金粉末的使用寿命和价值。
37.复合陶瓷增强颗粒、镍基合金粉末的质量比为90
‑
99:1
‑
10,优选的,为99:1。
38.在混粉器内混合的过程中,通入惰性气体进行保护;进一步地,所述惰性气体为氩气、氮气、氦气中的一种或多种。往混粉器里充入的惰性气体,可以使粉末混合过程中不会因粉末与氧气反应从而生成杂质。
39.在本发明的一种或多种实施例中,一种气雾化装置,气雾化装置的雾化喷嘴通过管道与保护气源相接,气雾化装置的坩埚通过管道与混粉器一端相接,混粉器的另一端通过管道与保护气源相接;熔炼室中设置有搅拌装置,用于搅拌坩埚中的物质。该搅拌装置为电机控制的螺旋叶片搅拌棒装置,起到将熔融状态的镍基合金和复合陶瓷颗粒搅拌均匀的作用。
40.其中,混粉器内的搅拌机构为螺旋叶片,可以起到均匀混合粉末的作用。
41.进一步地,保护气源与雾化喷嘴之间的通道上装有调压阀,用于控制通入雾化喷嘴的氩气气压。
42.进一步地,混粉器与气雾化装置的坩埚通过管道相连接的一端安装有开关。
43.进一步地,混粉器通过管道与保护气源相连接的另一端安装有开关。
44.进一步地,混粉器与保护气源相连接的管道上安装有调压阀,调压阀的位置在混粉器左侧开关和氩气源之间,起到控制和监测氩气气压的作用,减少氩气的浪费,有利于节约成本。
45.进一步地,混粉器上方盖子设有控制器面板,用来调节混粉器的混合速度、混合时间等参数;
46.进一步地,气雾化装置的熔炼室外部安装有控制器,用于控制螺旋叶片搅拌棒的搅拌速度以及搅拌时间等参数。
47.进一步地,雾化装置下方通过粉末筛分装置与粉末收集仓相连接,用于对不同粒径的金属粉末进行回收。
48.在本发明的一种或多种实施例中,所述的气雾化装置在制备任一所述的镍基合金粉末和/或在执行任一制备方法中的应用,所述应用过程包括:
49.将基体材料镍基合金粉末和增强体复合陶瓷颗粒倒入混粉器中;
50.往混粉器里充入惰性气体,将混粉器腔体内的空气排出;
51.启动混粉器,得到内复合陶瓷颗粒增强的镍基合金粉末。
52.具体地,包括:通过将设定压力的惰性气体,通入混粉器将其腔内的空气排除干净后,进行镍基合金粉末和复合陶瓷颗粒混粉,然后将外包覆陶瓷增强颗粒的镍基合金粉末倒入坩埚,加热熔炼,并用搅拌装置对熔融状态的合金进行均匀搅拌,然后坩埚中熔融的镍基合金利用通入高压气体,通过雾化喷嘴使镍基合金喷出成内嵌复合陶瓷颗粒增强的镍基合金金属液滴,内嵌复合陶瓷颗粒增强的镍基合金金属液滴在空气中快速冷却成金属颗粒落入粉末收集仓。
53.在本发明的一种或多种实施例中,任一所述的镍基合金粉末和/或任一制备方法制备得到的镍基合金粉末在航空航天增材制造领域中的应用。
54.下面结合具体的实施例,对本发明做进一步的详细说明,应该指出,所述具体实施例是对本发明的解释而不是限定。
55.实施例1
56.一种气雾化装置,结构是:气雾化装置的雾化喷嘴9通过管道与保护气源1相接,该管道上还设置有调压阀3,气雾化装置的坩埚8通过管道与混粉器4一端相接,混粉器4的另一端通过管道与保护气源1相接,该管道上还设置有调压阀2。两个管道上的调压阀用于调节气流量,保持气流稳定。同时,保护气体将空气排出,避免其他杂质的产生。其次,熔炼室6中设置有搅拌装置7,用于搅拌坩埚中的物质,同时,与搅拌装置相连接的是控制面板5,用于控制搅拌速度和时间。雾化喷嘴9下方式雾化室10,雾化室10末端连接细粉末及气体排除装置11和粉末收集仓12。
57.实施例2
58.一种镍基合金粉末,具体制备方法如下:
59.所述制备方法为真空感应气雾化法,所用设备为真空感应气雾化设备,如实施例1
所示,真空感应气雾化设备包括混粉器4,所述混粉器装置有进气通道,开关1,控制面板,螺旋叶片,电机,开关2,出气通道组成,真空感应气雾化制粉时,先在混粉器里倒入质量分数占99%的基体gh3230粉末和质量分数占1%的tib2和tic复合陶瓷颗粒,然后将调压阀3和混粉器4的开关1和开关2打开,通入设定气压的氩气,将混粉器腔体404内部的空气排出,然后关闭调压阀3和开关1、2,启动混粉器的控制面板403,使混粉器4工作,得到外包覆tib2和tic复合陶瓷颗粒增强的gh3230粉末。再将混合好的外包覆复合陶瓷颗粒增强的gh3230粉末放入熔炼室6中的坩埚8内,并且抽真空,坩埚8内的外包覆tib2和tic复合陶瓷颗粒增强的gh3230粉末在真空环境中感应加热熔化,并启动控制器5使螺旋叶片搅拌棒7对熔融的gh3230合金进行机械搅拌,使tib2和tic复合陶瓷颗粒均匀的分布在熔融的gh3230合金中,达到工艺要求后,金属液经坩埚底部导流孔流入雾化喷嘴,然后氩气源在气压阀3设定的气压下通入雾化喷嘴,氩气源经过拉瓦尔结构腔体加速,形成超音速气流,将落入雾化区的gh3230合金液体冲击雾化成细微的金属液滴,内嵌tib2和tic复合陶瓷颗粒增强的gh3230金属小液滴在空气中因表面张力变为球形颗粒,并在雾化室10中冷凝成内嵌tib2和tic复合陶瓷颗粒增强的gh3230金属粉末,内嵌tib2和tic复合陶瓷颗粒增强的gh3230金属粉末降落到粉末收集仓12,其余的特别细小的粉末经过气体排除装置11中的旋风分离系统回收,以免排除的气体中含有细小的金属粉末,避免环境的污染。
60.对比例1:
61.与实施例2相比,区别在于:采用传统的真空感应气雾化制粉,在slm金属3d打印成形的构件里,存在微裂纹,严重削弱其在航空航天领域的使役性能。
62.对比例2:
63.与实施例2相比,区别在于:采用等离子旋转电极雾化制粉,3d打印成形的构件里,同样存在微裂纹。
64.对比例3:
65.与实施例2相比,区别在于:对比例3采用机械方法
‑
双离心高速混合使镍基高温合金粉末与tib2陶瓷颗粒混合均匀,这种方法混合粉末的产量少不适应工业领域大规模生产的需要,且混合后的粉末,为tib2陶瓷颗粒附着在镍基高温合金粉末基体上,这个附着力很小,随着时间的推移,tib2陶瓷颗粒很容易脱落,稳定性很差;而实施例2采用改进的真空感应气雾化装置,在充满惰性气体的混粉器里倒入质量分数占99%的基体gh3230粉末和质量分数占1%的tib2和tic复合陶瓷颗粒进行第一次混合搅拌,能够保证混合时颗粒不会氧化,保证纯度,然后又在坩埚内对熔融状态的gh3230进行二次搅拌,可以保证tib2和tic复合陶瓷颗粒均匀分布在熔融状态的gh3230中,有利于保证真空感应气雾化制出来的粉末为镍基合金粉末包覆复合陶瓷增强颗粒的结构,这种结构的镍基高温合金粉末结构稳定,不会出现复合陶瓷增强颗粒脱落的问题,避免了开裂、化学成分改变等一系列的问题,极大的提高了镍基合金粉末的使用寿命和价值,并且可以满足工业领域大规模生产的需要。
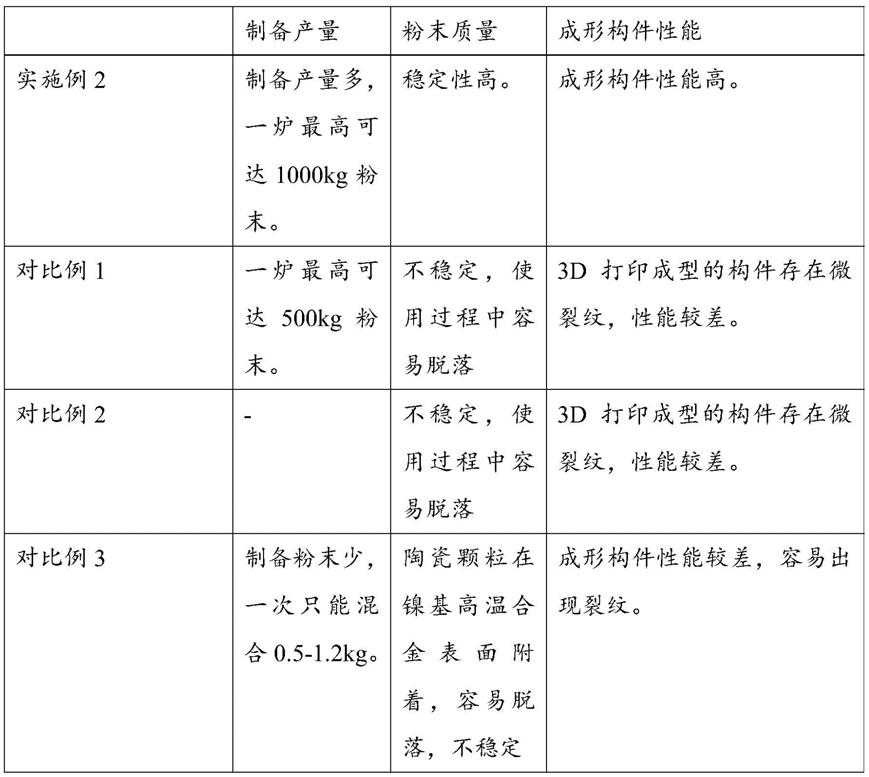
66.制备对比:
[0067][0068]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。