1.本实用新型涉及以例如冰淇淋、酸奶这类食品、饮料等为内容物的杯状容器。
背景技术:
2.作为用于填充及包装例如冰淇淋、酸奶等半固体形状乳制品的容器,通常使用纸制的杯状容器、即纸杯。
3.纸杯通常通过将分别被切割为规定形状的纸制坯料形成的主体与底体接合一体化而形成。更详细来说,主体如下形成:使大致扇形的主体用坯料的两端缘部彼此交错(overlap)并接合而成型为筒状,并且,在下端开口缘部形成向内方折返的折返部,在上端开口缘部形成向外方卷曲的凸缘部。底体为将大致圆形的底体用坯料以在其外周部形成垂下部的方式进行裙状成型而成的、截面大致倒u形构造。另外,底体的垂下部由主体的折返部包入并被接合,从而使主体与底体一体化。
4.主体用及底体用的各坯料例如由下述层叠体形成,该层叠体具有由普通原纸、耐酸纸、涂布纸等形成的纸层和在纸层的单面或两面上层叠的聚乙烯树脂(pe)层(例如,参见下述专利文献1)。
5.另外,还已知作为上述各坯料的材料使用下述层叠体的纸杯,该层叠体是在纸层及聚乙烯树脂(pe)层的基础上还层叠由铝箔等形成的阻挡层而成的(例如,参见下述专利文献2)。
6.另外,作为冰淇淋、酸奶等的容器,还已知由聚丙烯树脂(pp)等塑料成型体形成的容器(例如,参见下述专利文献3)。
7.现有技术文献
8.专利文献
9.专利文献1:日本特开昭58
‑
30955号公报
10.专利文献2:日本特开2007
‑
210639号公报
11.专利文献3:日本特开2007
‑
176505号公报
技术实现要素:
12.实用新型要解决的课题
13.但是,纸杯虽然生产率优异且能够低价制造,但另一方面,阻隔性低,不适合内容物的长期保存。
14.在附加有铝箔等阻挡层的纸杯的情况下,内容物的长期保存性提高,但水容易从纸层的端面侵入,无法进行蒸煮杀菌。
15.另外,在塑料制容器的情况下,制造设备的成本高且不适合内容物的长期保存。
16.为了解决上述课题,本技术的发明人此前提出了作为主体用坯料及底体用坯料各自的材料,使用由金属箔层和在其两面中的至少一个面上层叠的热熔接性树脂层形成的层叠体的杯状容器(日本特愿2019
‑
106125号)。
17.根据上述杯状容器,能够使用纸杯的制造设备低价地进行制造,且内容物的长期保存性优异并能够进行无菌杀菌、蒸煮杀菌。
18.在此,在上述杯状容器的情况下,若没有可靠地进行主体与底体之间的密封,则存在内容物漏出的可能。
19.另外,在上述杯状容器的情况下,在将主体用坯料的两端缘部彼此热熔接时,为了获得充分的密封强度,需要提高密封温度或增加密封时间,但由此存在该两端缘部中的与热熔接的面相反侧的面、即,主体的接缝部的表面因热量而变得粗糙、主体的外观受损的可能。
20.本实用新型的目的在于,提供主体与底体之间的密封性优异的杯状容器,作为能够使用纸杯的制造设备低价地进行制造且内容物的长期保存性优异并能够无菌杀菌、蒸煮杀菌的杯状容器。
21.另外,本实用新型的另一目的在于,能够有效抑制由主体用坯料的两端缘部彼此的热熔接引起的主体的表面的粗糙,制得外观优异的主体的杯状容器。
22.用于解决课题的手段
23.本实用新型为了达成上述目的而包含以下的方案。
24.1)杯状容器,其包括:
25.主体,其是将主体用坯料的两端缘部彼此重合并接合以成型为筒状而成的;和
26.截面大致倒u形的底体,其是将底体用坯料以形成底部和从底部的外周缘部向下方延伸的垂下部的方式成型而成的,
27.上述杯状容器中,主体与底体通过在主体的下端部的内表面接合底体的垂下部的外表面而被一体化,
28.主体用坯料是由包括金属箔层和在金属箔层的两面中的至少成为主体的内侧的面上层叠的热熔接性树脂层的层叠体形成的,主体用坯料的两端缘部通过将构成上述两端缘部的相互重合的面的热熔接性树脂层彼此热熔接而被接合,
29.底体用坯料是由包括金属箔层和在金属箔层的两面中的至少成为底体的上侧的面上层叠的热熔接性树脂层的层叠体形成的,主体的下端部的内表面与底体的垂下部的外表面通过将构成这些面的热熔接性树脂层彼此热熔接而被接合,
30.上述杯状容器中,在底体的垂下部的外表面中的至少上侧部分设有在全周范围内连续的平滑面部。
31.2)根据上述1)所述的杯状容器,其中,底体中的底部的厚度与垂下部的上侧部分的厚度之差为5μm以下。
32.3)根据上述2)所述的杯状容器,其中,底体中的底部的厚度及垂下部的上侧部分的厚度分别为成型前的底体用坯料的厚度的0.9~1.1倍。
33.4)根据上述1)~3)中任一项所述的杯状容器,其中,主体还具有折返部,上述折返部从上述主体的下端开口缘部起以将底体的垂下部包入的方式向内侧折返并向上方延伸,
34.主体的折返部与底体的垂下部通过将构成它们的相互重合的面的热熔接性树脂层彼此热熔接而被接合。
35.5)根据上述1)~4)中任一项所述的杯状容器,其中,形成主体用坯料的层叠体具有在金属箔层的两面中的成为主体的外侧的面上层叠的耐热性树脂层,耐热性树脂层包含
熔点比构成在金属箔层的两面中的成为主体的内侧的面上层叠的热熔接性树脂层的树脂的熔点高10℃以上的树脂。
36.6)根据上述5)所述的杯状容器,其中,主体用坯料的两端缘部以合掌状重合且通过将构成上述两端缘部的相互重合的面的热熔接性树脂层彼此热熔接而被接合。
37.7)杯状容器,其包括:
38.主体,其是将主体用坯料的两端缘部彼此重合并接合以成型为筒状而成的;和
39.截面大致倒u形的底体,其是将底体用坯料以形成底部和从底部的外周缘部向下方延伸的垂下部的方式成型而成的,
40.上述杯状容器中,主体与底体通过在主体的下端部的内表面接合底体的垂下部的外表面而被一体化,
41.主体用坯料是由包括金属箔层、在金属箔层的两面中的成为主体的内侧的面上层叠的热熔接性树脂层、和在金属箔层的两面中的成为主体的外侧的面上层叠的耐热性树脂层的层叠体形成的,上述耐热性树脂层包含熔点比构成上述热熔接性树脂层的热熔接性树脂的熔点高10℃以上的树脂,主体用坯料的两端缘部以合掌状重合且通过将构成上述两端缘部的相互重合的面的热熔接性树脂层彼此热熔接而被接合,
42.底体用坯料是由包括金属箔层和在金属箔层的两面中的至少成为底体的上侧的面上层叠的热熔接性树脂层形成的,主体的下端部的内表面与底体的垂下部的外表面通过将构成这些面的热熔接性树脂层彼此热熔接而被接合。
43.8)根据上述6)或7)所述的杯状容器,其中,耐热性树脂层包含热塑性树脂,
44.主体的合掌部以与主体的外表面重叠的方式向一侧弯折并热熔接于该外表面。
45.9)杯状容器,其包括:
46.主体,其是将主体用坯料的两端缘部彼此重合并接合以成型为筒状而成的;和
47.截面大致倒u形的底体,其是将底体用坯料以形成底部和从底部的外周缘部向下方延伸的垂下部的方式成型而成的,
48.上述杯状容器中,主体与底体通过在主体的下端部的内表面接合底体的垂下部的外表面而被一体化,
49.主体用坯料是由包括金属箔层、在金属箔层的两面中的成为主体的内侧的面上层叠的热熔接性树脂层、和在金属箔层的两面中的成为主体的外侧的面上层叠的耐热性树脂层的层叠体形成的,上述耐热性树脂层包含熔点比构成上述热熔接性树脂层的热熔接性树脂的熔点高10℃以上的树脂,主体用坯料的两端缘部通过交错并通过将构成上述两端缘部的相互重合的面的热熔接性树脂层与耐热性树脂层热熔接而被接合,
50.底体用坯料是由包括金属箔层和在金属箔层的两面中的至少成为底体的上侧的面上层叠的热熔接性树脂层形成的,主体的下端部的内表面与底体的垂下部的外表面通过将构成这些面的热熔接性树脂层彼此热熔接而被接合。
51.10)根据上述5)~9)中任一项所述的杯状容器,其中,耐热性树脂层的厚度为5~30μm。
52.11)杯状容器的制造方法,其为上述8)的杯状容器的制造方法,
53.将主体的合掌部以与主体的外表面重叠的方式向一侧弯折并通过高频密封来热熔接于该外表面。
54.实用新型效果
55.根据上述1)的杯状容器,由于在底体的垂下部的外表面中的至少上侧部分设有在全周范围内连续的平滑面部,在该上侧部分未产生与成型相伴的褶皱等凹凸,因此,在该上侧部分与主体的下端部的内表面热熔接而成的密封部中不形成间隙,能够获得优异的密封性,有效抑制内容物的泄漏、阻隔性下降。
56.根据上述2)的杯状容器,能够更加可靠地发挥由上述1)的杯状容器得到的上述效果。
57.根据上述3)的杯状容器,能够抑制与底体用坯料的成型相伴而金属箔层变薄,从而底体的强度降低或金属箔层破裂、产生针孔。
58.根据上述4)的杯状容器,主体的下端部与底体的垂下部的接合性提高,二者的接合部处的密封性及阻隔性提高,此外,在该容器的下端部,主体用坯料及底体用坯料的端面不在下方露出,因此能够抑制由脱层(层间剥离)、腐蚀引起的劣化。
59.根据上述5)、7)或9)的杯状容器,主体用坯料的两端缘部中的与经热熔接的面呈相反侧的面、即主体的接缝部(合掌部或交错部)的表面由耐热性树脂层构成,因此主体用坯料的两端缘部的由热量导致的表面粗糙被有效抑制,能够制得外观优异的主体。
60.需要说明的是,在特定本实用新型时,“熔点”是指基于jis k7121
‑
1987通过差示扫描热量测定(dsc)测定的熔融峰温度(tmp)。
61.根据上述6)或7)的杯状容器,使重合为合掌状的主体用坯料的两端缘部的热熔接性树脂层彼此热熔接,因此与例如使主体用坯料的两端缘部交错并接合等的情况相比,能够获得更高的接合强度且主体的密封性提高。
62.根据上述8)的杯状容器,能够不使用粘接剂而通过热熔接容易地进行主体的经弯折而成的合掌部和与之重叠的主体的外表面的接合。
63.另外,根据上述8)的杯状容器,主体的合掌部由于与主体的外表面接合,因此在用手握持该容器的主体时、或从主体的上端开口缘部饮用填充在该容器中的液体时均不会成为妨碍。
64.根据上述10)的杯状容器,主体用坯料的金属箔层由耐热性树脂层可靠地保护,另外,在上述8)的方案中,能够更加可靠地进行主体的弯折而成的合掌部和与之重叠的主体的外表面的接合。
65.根据上述11)的杯状容器的制造方法,能够在避免产生由热量导致的表面粗糙的情况下,可靠地进行主体的弯折而成的合掌部和与之重叠的主体的外表面的接合。
附图说明
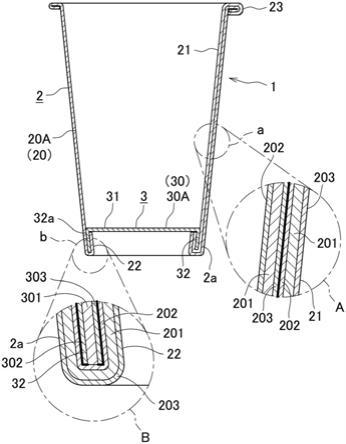
66.图1是本实用新型第1实施方式的杯状容器的立体图。
67.图2是沿着图1的ii
‑
ii线的垂直剖视图,在该图中,由单点划线a包围的部分是将由单点划线a包围的部分放大示出的图,由单点划线b包围的部分是将由单点划线b包围的部分放大示出的图。
68.图3的(a)是示出作为主体用坯料的材料的层叠体的层构造的放大剖视图,(b)是示出作为底体用坯料的材料的层叠体的层构造的放大剖视图。
69.图4是将上述杯状容器中的主体的交错部放大示出的水平剖视图。
70.图5的(a)是主体用坯料的俯视图,(b)是从主体用坯料成型的主体的立体图。
71.图6的(a)是底体用坯料的俯视图,(b)是从底体用坯料成型的底体的立体图。
72.图7是示出底体的垂下部外表面的2个方式的立体图。
73.图8是将底体的成型工序依次示出的垂直剖视图。
74.图9是将底体的一部分放大示出的垂直剖视图。
75.图10是示出上述杯状容器的制造工序的一部分的垂直剖视图。
76.图11是示出上述杯状容器中的主体与底体的连结构造的变形例的局部放大垂直剖视图。
77.图12是本实用新型第2实施方式的杯状容器的立体图。
78.图13是沿着图12的xiii
‑
xiii线的垂直剖视图,在该图中,由单点划线c包围的部分是将由单点划线c包围的部分放大示出的图,由单点划线d包围的部分是将由单点划线d包围的部分放大示出的图。
79.图14是沿着图13的xiv
‑
xiv线的水平剖视图,在该图中,由单点划线e包围的部分是将由单点划线e包围的部分放大示出的图。
80.图15的(a)是示出作为主体用坯料的材料的层叠体的层构造的放大剖视图,(b)是示出作为底体用坯料的材料的层叠体的层构造的放大剖视图。
81.图16的(a)是主体用坯料的俯视图,(b)及(c)是将从主体用坯料成型主体的工序依次示出的水平剖视图。
82.附图标记说明
83.1、1x:杯状容器
84.2:主体
85.2a:主体的下端部
86.21:交错部
87.21x:合掌部
88.22:折返部
89.23:凸缘部
90.20a:主体用坯料
91.20:层叠体
92.201:金属箔层
93.202:内侧热熔接性树脂层
94.203:外侧热熔接性树脂层
95.203x:耐热性树脂层
96.3:底体
97.31:底部
98.32:垂下部
99.32a:平滑面部
100.30a:底体用坯料
101.30:层叠体
102.301:金属箔层
103.302:上侧热熔接性树脂层
104.303:下侧热熔接性树脂层
105.t1:底部的厚度
106.t2:垂下部的上侧部分的厚度
具体实施方式
107.以下,参照图1~图16说明本实用新型的实施方式。
108.需要说明的是,在以下的说明中,“上下”是指杯状容器、主体、底体中的上下(例如图2、9~11、13各自中的上下),另外,“内”是指杯状容器、主体、底体中的靠近中心一侧(例如图4的上侧、各图9~11的右侧),“外”是指杯状容器、主体、底体中的远离中心一侧(例如图4的下侧、各图9~11的左侧)。
109.<第1实施方式>
110.图1及图2是示出本实用新型第1实施方式的杯状容器1的整体构成的图,该容器1是将从主体用坯料20a成型的主体2与从底体用坯料30a成型的底体3接合一体化而成的。
111.主体2为锥形筒状的构造,如图5所示,使形成为扇形的主体用坯料20a的两端缘部彼此交错并接合而成型。因此,主体2中存在沿其高度方向延伸的交错部21。
112.在主体2的下端开口缘部,形成有向内方折返的折返部22。
113.另外,在主体2的上端开口缘部,设有向外方弯折的凸缘部23。凸缘部23向下方折返并成型为大致水平的扁平状。需要说明的是,凸缘部也可以以图示以外的方式例如向下方卷曲并成型为横截面大致圆弧状。
114.底体3为截面大致倒u形的构造,包括形成为圆形的水平的底部31和从底部31的外周缘部向下方延伸的垂下部32,如图6所示,是对圆形的底体用坯料30a进行拉深成型而成的。
115.并且,底体3的垂下部32的外表面与主体2的下端部2a的内表面接合,且主体2的折返部22与垂下部32的内表面接合,从而主体2与底体3被一体化(参见图2及图10)。
116.需要说明的是,如图11中的变形例所示,也可以构成为,在主体2的下端开口缘部不形成折返部22,通过仅底体3的垂下部32的外表面与主体2的下端部2a的内表面接合的连结构造使得主体2与底体3一体化。
117.如图3的(a)所示,主体用坯料20a由层叠体20形成,该层叠体20包括:金属箔层201;内侧热熔接性树脂层202,其层叠在金属箔层201的两面中的成为主体2的内侧的面;和外侧热熔接性树脂层203,其层叠在金属箔层201的两面中的成为主体2的外侧的面,该主体用坯料20a不具有纸层。
118.另外,如图3的(b)所示,底体用坯料30a由层叠体30形成,该层叠体30包括:金属箔层301;上侧热熔接性树脂层302,其层叠在金属箔层301的两面中的成为底体3的上侧的面;和下侧热熔接性树脂层303,其层叠在金属箔层301的两面中的成为底体3的下侧的面,底体用坯料30a不具有纸层。
119.优选各层叠体20、30的厚度小于250μm,更加优选小于200μm。通过将各层叠体20、30的厚度设为上述范围,从而能够可靠地避免像作为坯料的材料使用厚度250~400μm左右的层叠体的纸杯那样,主体2的凸缘部23中的由交错部21构成的部分的层差过大,或主体2
的下端部2a及折返部22与底体3的垂下部31的接合不稳定的问题。
120.金属箔层201、301作为用于保护内容物不受气体、水蒸气、光等伤害的阻挡层发挥功能。
121.作为构成金属箔层201、301的金属箔,能够使用铝箔、铁箔、不锈钢箔、铜箔等,优选使用铝箔。在铝箔的情况下,纯铝箔、铝合金箔均可以,另外,软质、硬质均可以。
122.作为金属箔层201、301的优选方式,构成该金属箔层201、301的金属箔使用拉伸强度:60~370mpa(优选70~200mpa)、0.2%屈服强度:25~370mpa(优选30~200mpa)、厚度:40~200μm(优选70~160μm)的铝箔。通过将铝箔的拉伸强度及0.2%屈服强度设为上述范围,从而能够在不损失成型加工性的范围内获得容器所要求的充分强度。另外,通过将铝箔的厚度设为上述范围,从而能够获得充分的阻隔性和成型加工性。
123.优选上述铝箔以质量比计含有si:0.02~0.5%、fe:0.05~1.7%、cu:0.01~0.3%、mn:1.5%以下、mg:100ppm以下、al:95质量%以上。特别是,通过将mg的含量设为100ppm以下(优选10ppm以下),从而金属箔层201、301与热熔接性树脂层202、203、302、303的粘接性提高,能够有效抑制脱层的发生。
124.具体来说,例如能够使用以jis h4140分类的a8000系(a8079h、a8021h等)、a1000系(a1060h、a1100h等)、a3000系(a3004h等)铝箔。
125.另外,作为上述铝箔,优选使用经加工硬化的硬质材料(质别:h)。由此,层叠体20、30的刚性进一步提高,不易在容器的主体上发生凹陷等变形。但是,作为上述铝箔,也可以使用软质材料(质别:o),在该情况下,能够获得优异的成型加工性。
126.根据需要,对金属箔层201、301的两面进行化学转化处理等基底处理。具体来说,例如在向进行脱脂处理后的金属箔的表面涂敷下述1)~3)中的任一种水溶液后进行干燥,实施化学转化处理以形成被膜:
127.1)含有磷酸;
128.铬酸;和
129.选自由氟化物的金属盐及氟化物的非金属盐组成的组中的至少1种化合物的混合物的水溶液
130.2)含有磷酸;
131.选自由丙烯酸系树脂、壳聚糖衍生物树脂及酚系树脂组成的组中的至少1种树脂;和
132.选自由铬酸及铬(iii)盐组成的组中的至少1种化合物的混合物的水溶液
133.3)含有磷酸;
134.选自由丙烯酸系树脂、壳聚糖衍生物树脂及酚系树脂组成的组中的至少1种树脂;
135.选自由铬酸及铬(iii)盐组成的组中的至少1种化合物;和
136.选自由氟化物的金属盐及氟化物的非金属盐组成的组中的至少1种化合物的混合物的水溶液。
137.对于通过上述化学转化处理而在金属箔层201、301表面形成的被膜而言,优选铬附着量(每单面)为0.1mg/m2~50mg/m2,特别优选为2mg/m2~20mg/m2。
138.优选金属箔层201、301的厚度为40~200μm,更加优选为80~160μm。将金属箔层201、301的厚度设为上述范围,从而能够获得充分的阻隔性和成型加工性。
139.热熔接性树脂层202、203、302、303构成容器1的内外表面,发挥保护金属箔层201、301并对层叠体20、30赋予成型性的作用,另外,在主体用坯料20a的两端缘部彼此的接合、主体2的下端部2a及折返部22与底体3的垂下部32的接合时作为热熔接层发挥功能。
140.热熔接性树脂层202、203、302、303例如由具有热熔接性的聚丙烯(pp)膜、聚乙烯(pe)膜等通用性膜或将它们贴合而得的复合膜构成,尤其优选耐热性、拉深成型性优异的未拉伸聚丙烯膜(cpp)。需要说明的是,热熔接性树脂层202、203、302、303也可以取代上述膜而由马来酸改性聚乙烯、马来酸改性聚丙烯、乙烯
‑
乙酸乙烯酯、环氧树脂、虫胶树脂等的涂层形成。
141.优选热熔接性树脂层202、203、302、303的厚度为5~80μm,更加优选10~60μm。通过将热熔接性树脂层202、203、302、303的厚度设为上述范围,从而能够在主体用坯料20a的两端缘部彼此的接合部、主体2的下端部2a及折返部22与底体3的垂下部32的接合部获得充分的粘接强度,并且,能够使主体2的凸缘部23的上表面中的由交错部21构成的部分的层差变得平缓,使得以盖材封口时的密封性良好。
142.构成金属箔层201、301的金属箔与构成热熔接性树脂层202、203、302、303的膜的层叠例如借助粘接剂层(图示省略)通过干式层压法进行。粘接剂层例如使用二液固化型的聚酯
‑
聚氨酯系粘接剂、聚醚
‑
聚氨酯系粘接剂。
143.由于上述粘接层的存在,例如在主体2的交错部21处,在主体用坯料20a的两端缘部的热熔接性树脂层202、203因热熔接而减薄的情况下,也由于避免了金属箔层201彼此接触而保持密封性。另外,若存在上述粘接剂层,则即使是在透过热熔接性树脂层202、203、302、303的内容物被填充到容器1中的情况下,也能够避免金属箔层201、301腐蚀而内容物漏出。
144.需要说明的是,构成主体用坯料20a的层叠体20与构成底体用坯料30a的层叠体30通常使用相同的物质,但材质和/或厚度也可以不同。
145.接下来,说明使用上述层叠体20、30形成杯状容器1的方法的一例。
146.首先,将层叠体20冲裁为规定尺寸的扇形,形成主体用坯料20a(参见图5的(a))。
147.另外,将层叠体30冲裁为规定尺寸的圆形,形成底体用坯料30a(参见图6的(a))。
148.然后,将底体用坯料30a使用图8所示的成型装置4进行拉深成型加工。成型装置4包括以上下对合的方式配置的环状的模具41及压边部42和在模具41及压边部42的中心部升降的冲头43。成型加工如下进行:将根据需要在表面涂布有润滑剂的底体用坯料30a配置在模具41与压边部42之间,一边利用压边部42以需要的压力将底体用坯料30a的外周部按压于模具41的下表面,一边使冲头43上升。像这样,能够成型由底部31及垂下部32形成的横截面大致倒u形的底体3(参见图6的(b))。
149.接下来,预先将底体3以其底部31的上表面与大致圆锥梯形的模具(图示省略)的顶面重叠的方式放置于该模具,然后将主体用坯料20a卷绕在上述模具的外周面,在使其两端缘部彼此交错后,使构成交错部21的相互重合的面的内侧热熔接性树脂层202与外侧热熔接性树脂层203热熔接,从而成型锥形筒状的主体2。交错部21的热熔接的手段除了使用热板的热封以外,也可以是高频密封、超声波密封等。
150.接下来,如图10所示,使主体2的下端开口缘部向内侧折返,在将其折返部22通过圆盘状的旋转模具(图示省略)按压于底体3的垂下部32后,使构成主体2的下端部2a及折返
部22和底体3的垂下部32的相互重合的面的内侧热熔接性树脂层202与上侧热熔接性树脂层302及下侧热熔接性树脂层303热熔接,从而将主体2与底体3接合一体化。
151.另外,使用规定的卷曲成型模具(图示省略)使主体2的上端开口缘部向外方卷曲,并沿上下方向加压以成型为扁平状,从而形成凸缘部23(参见图10)。
152.像这样,制得图1及图2所示的杯状容器1。
153.在本实施方式的杯状容器1中,在底体3的垂下部32的外表面设有在全周范围内连续的平滑面部32a。在平滑面部32a中,不存在与成型相伴的褶皱等凹凸。在此,“平滑面部”是指目视观察时确认不到褶皱花纹等凹凸的部分。更具体来说,例如,在垂下部32的水平横截面中,以包含外表面的大部分的假想圆为基准,将未观察到相对于假想圆而言大于1mm(优选0.5mm)的高度的凹凸的部分视为“平滑面部”。
154.如图7的(a)所示,平滑面部32a最优选形成在垂下部32的外表面整体,但如图7的(b)所示,至少形成在垂下部32的外表面的上侧部分的一部分即可。
155.底体3的外表面中的底部31与垂下部32之间的角部分的曲率半径(r)小于纸杯情况下的曲率半径(参见图9等)。
156.参见图9,在底体3中,优选底部31的厚度t1与垂下部32的上侧部分的厚度t2的差(|t1
‑
t2|)为20μm以下,更加优选10μm以下。另外,优选垂下部32的上侧部分的厚度t2在全周范围内大致均匀。认为根据上述厚度比率,在垂下部32与主体2的下端部2a及折返部22之间不易产生间隙,密封性提高。
157.优选垂下部32的下侧部分的厚度t3大于底部31的厚度t1及垂下部32的上侧部分的厚度t2。认为根据上述厚度比率,不仅垂下部32的强度提高,而且在垂下部32与主体2的下端部2a及折返部22之间不易产生间隙,密封性提高。
158.另外,优选底部31的厚度t1及垂下部32的上侧部分的厚度t2分别为成型前的底体用坯料30a的厚度的0.9~1.1倍,更加优选0.95~1.0倍。优选垂下部32的下侧部分的厚度t3为成型前的底体用坯料30a的厚度的1.05~1.4倍,更加优选1.15~1.30倍。根据上述厚度比率,能够抑制与底体用坯料30a的成型相伴而金属箔层301变薄从而导致底体3的强度降低或金属箔层301破裂、产生针孔。而且,根据上述厚度比率,由于在拉深成型的过程中底体用坯料30a的外周部被拉伸的程度小,因此不易在所形成的底体3的垂下部32的下端形成耳部。由此,垂下部32的高度在全周范围内变得大致相同或高低差被抑制在大约2mm以内,因此,能够抑制在垂下部32和与之接合的主体2的下端部2a及折返部22之间产生间隙,即使产生了间隙,也不会影响二者的密封性。
159.参照图4,在杯状容器1的主体2的交错部21中,优选主体用坯料20a的两端缘部的相互热熔接的内侧热熔接性树脂层202与外侧热熔接性树脂层203的合计厚度t4为8~150μm,更加优选16~80μm。若上述合计厚度t4小于8μm,则存在交错部21的密封性不充分的可能。另一方面,若上述合计厚度t4超过150μm,则存在交错部21的阻隔性受损的可能。
160.另外,在主体2的交错部21中,优选主体用坯料20a的两端缘部的金属箔层201、201彼此的从厚度方向观察的重叠宽度w1为2~10mm,更加优选为4~8mm。若上述重叠宽度w1小于2mm,则存在交错部21的阻隔性受损的可能,另外,存在密封宽度过小而密封性不充分的可能。另一方面,若上述重叠宽度w1超过10mm,则交错部21的宽度过大而导致成本升高,此外,由于作用于交错部21的内侧部分(主体用坯料20a的一个端缘部)和外侧部分(主体用坯
料20a的另一端缘部)处的应力的差异,存在在交错部21的内侧部分出现褶皱等发生外观不良的可能。
161.需要说明的是,主体用坯料20a的两端缘部彼此的接合除了采用上述的交错的方式以外,例如,也可以将该两端缘部彼此以合掌状重叠并接合,在该情况下,还能够省略主体用坯料20a的外侧热熔接性树脂层203。
162.根据本实施方式的杯状容器1,具有以下效果。
163.a)主体用坯料20a及底体用坯料30a分别由层叠体20、30形成,该层叠体20、30包含金属箔层201、301和在其两面上层叠的热熔接性树脂层202、203、302、303,因此能够使用纸杯的制造设备低价地进行制造。
164.b)作为各坯料20a、30a的材料的层叠体20、30具有金属箔层201、301,因此内容物的长期保存性优异。
165.c)与纸杯相比,主体用坯料20a的厚度变小,因此能够减小主体2的凸缘部23上表面中的由交错部21构成的部分的层差,因此,在将盖密封在容器1的凸缘部23上表面时不易发生密封不良。另外,在进行无菌(aseptic)填充的情况下,杀菌液不易残留在凸缘部23上表面的上述层差处。
166.d)底体3是对底体用坯料30a进行拉深成型而成的,在底体3的垂下部32的外表面中的至少上侧部分设有在全周范围内连续的平滑面部32a,在该平滑面部32a不产生与成型相伴的褶皱等凹凸,因此底体3的垂下部32与主体2的下端部2a及折返部22的密封性提高,不会发生内容物泄漏、阻隔性的下降。
167.e)与纸杯相比,主体用坯料20a及底体用坯料30a的厚度变小,因此能够使主体2的下端部2a及折返部22与底体3的垂下部32稳定地接合。
168.f)与纸杯相比,能够使底体3的外表面中的底部31与垂下部32之间的角部分的曲率半径(即,r)减小,因此在进行无菌(aseptic)填充的情况下,杀菌液不易残留在杯状容器1的底体3上表面与主体2内周面的边界部分。
169.g)作为各坯料20a、30a的材料的层叠体20、30不具有纸层,因此能够无障碍地进行蒸煮杀菌。
170.<第2实施方式>
171.图12~图16示出本实用新型第2实施方式的杯状容器1x。
172.本实施方式的杯状容器1x除了以下方面以外与图1~图11示出的第1实施方式的杯状容器1实质上相同。
173.即,杯状容器1x的主体2通过使形成为扇形的主体用坯料20a(参见图16的(a))的两端缘部彼此重合为合掌状并接合而成型。因此,在主体2中存在沿其高度方向延伸的合掌部21x。另外,合掌部21x以与主体2的外表面重叠的方式向一侧弯折并接合于该外表面。优选主体2的合掌部21x的宽度(重叠量)为5~20mm,更加优选10~18mm。若上述宽度小于5mm,则存在合掌部21x的密封作业变得困难的可能。另一方面,若上述宽度超过20mm,则合掌部21x的宽度过大而导致成本升高,此外,在使合掌部21x以与主体2的外表面重叠的方式向一侧弯折并与该外表面接合时,存在发生在合掌部21x出现褶皱等外观不良的可能。
174.如图15所示,主体用坯料20a由层叠体20形成,该层叠体20包括:金属箔层201;热熔接性树脂层202,其层叠在金属箔层201的两面中的成为主体2的内侧的面;和耐热性树脂
层203x,其层叠在金属箔层201的两面中的成为主体2的外侧的面,主体用坯料20a不具有纸层。
175.耐热性树脂层203x构成容器1的主体2的外表面,其保护金属箔层201并发挥对层叠体20赋予成型性的作用。
176.作为构成耐热性树脂层203x的树脂,使用熔点比构成热熔接性树脂层202的热熔接性树脂的熔点高10℃以上、优选高20℃以上的树脂。优选该树脂为热塑性树脂,由此,能够通过热熔接容易地进行主体2的弯折而成的合掌部21与主体2的外表面的接合。
177.作为耐热性树脂层203x的具体例,能够举出聚对苯二甲酸乙二醇酯(pet)、聚对苯二甲酸丁二醇酯(pbt)、聚萘二甲酸乙二醇酯(pen)等聚酯(ps)膜、聚酰胺(pa)膜、双轴拉伸聚丙烯膜(opp)等。特别是,若使用聚对苯二甲酸乙二醇酯(pet)膜作为耐热性树脂层203x,则能够获得优异的耐水性,此外,由于具有印字性、层叠有印刷层时的稳定性,因此容易对主体2的表面赋予识别性。
178.优选耐热性树脂层203x的厚度为5~30μm,更加优选8~20μm。若设为上述厚度范围,则主体用坯料20a的金属箔层201能够由耐热性树脂层203x可靠地保护,另外,能够更加可靠地进行主体2的弯折而成的合掌部21x和与之重叠的主体2的外表面的接合,此外,能够减小主体用坯料20a的厚度。
179.构成金属箔层201的金属箔与构成耐热性树脂层203x的膜的层叠例如借助由二液固化型的聚酯
‑
聚氨酯系粘接剂、聚醚
‑
聚氨酯系粘接剂形成的粘接剂层(图示省略)通过干式层压法进行。
180.在制造上述杯状容器1x时,例如将主体用坯料20a卷绕于在顶面放置有底体3的模具(图示省略)的外周面,在使其两端缘部彼此重合为合掌状后,使构成该两端缘部的相互重合的面的热熔接性树脂层202彼此热熔接,从而成型锥形筒状的主体2(参见图16的(b))。
181.在此,主体用坯料20a的两端缘部的热熔接通常通过使用热板的热封进行,但也可以通过高频密封、超声波密封等进行。例如在热熔接性树脂层202由未拉伸聚丙烯膜(cpp)形成的情况下,优选在密封温度:160~220℃、荷重:80~200kgf、密封时间:1~5秒的条件下进行热封。另外,在热熔接性树脂层202由聚乙烯膜(pe)形成的情况下,优选在密封温度:140~220℃、荷重:80~200kgf、密封时间:1~5秒的条件下进行。也就是说,在热封的情况下,优选从重合为合掌状的主体用坯料20a的两端缘部的两侧,一边以比构成热熔接性树脂层202的树脂的熔点高20~40℃的温度加热一边进行。
182.此外,在将主体2的合掌部21x向一侧弯折并与主体2的外表面重叠后,通过热熔接使二者接合(参见图16的(c))。优选主体2的合掌部21x与主体2的外表面的热熔接通过高频密封进行。高频密封在例如输出:0.5~1.5kw、密封时间:3~5秒、与线圈的距离:0.5~15mm、荷重:100~200kgf的条件下进行。
183.根据第2实施方式的杯状容器1x,在由第1实施方式的杯状容器1带来的前述a)~g)的效果的基础上,还具有以下效果。
184.h)主体2的合掌部21x的表面由耐热性树脂层203x构成,因此能够有效抑制与主体用坯料20a的两端缘部彼此的热熔接相伴的表面粗糙,获得外观优异的主体2
185.i)能够在不使用粘接剂的情况下通过热熔接容易地进行主体2的弯折而成的合掌部21x和与之重叠的主体2的外表面的接合。另外,主体2的合掌部21x由于与主体2的外表面
接合,因此在用手握持主体2时、或从主体2的上端开口缘部饮用填充到容器1中的液体时均不会成为妨碍。
186.j)重合为合掌状的主体用坯料20a的两端缘部的热熔接性树脂层202彼此被热熔接,因此与例如使主体用坯料的两端缘部交错并接合等情况相比,能够获得更高的接合强度,主体2的密封性提高。
187.需要说明的是,虽然省略详细图示,但也可以在主体2具有交错部21的第1实施方式的杯状容器1中(参见图1~图11),取代形成主体用坯料20a的层叠体20的外侧热熔接性树脂层203而应用上述第2实施方式的耐热性树脂层203x。
188.在上述方式的情况下,在主体2的交错部21中,构成主体用坯料20a的两端缘部中的相互重合的面的内侧热熔接性树脂层202与耐热性树脂层203x通过例如热封而被热熔接,耐热性树脂层203x将形成外侧热熔接性树脂层。因此,耐热性树脂层203x需要由能够与内侧热熔接性树脂层202热熔接的热塑性树脂构成。具体来说,例如,在内侧热熔接性树脂层202由低密度聚乙烯(ldpe)形成的情况下,作为耐热性树脂层203x使用高密度聚乙烯(hdpe)。另外,在内侧热熔接性树脂层202由聚乙烯无规共聚物(rpp)形成的情况下,作为耐热性树脂层203x使用聚丙烯均聚物(hpp)、聚丙烯嵌段共聚物(bpp)。
189.主体用坯料20a的经交错的两端缘部彼此的热熔接通常通过使用热板的热封来进行。但也可以通过高频密封、超声波密封等进行上述部分的热熔接。在进行热封的情况下,优选在密封温度:耐热性树脂层203侧=160~200℃、热熔接性树脂层202侧=80~120℃、荷重:80~200kgf、密封时间:2~5秒的条件下进行。也就是说,优选耐热性树脂层203x侧的密封温度设定为比构成该层203的树脂的熔点高10~30℃。但是,若密封温度过高,则主体用坯料20a表面的表皮粗糙变得严重,存在成为外观不良的可能。另一方面,若热熔接性树脂层202侧的密封温度设定为构成该热熔接性树脂层202的树脂的熔点附近的温度,则存在主体2无法从模具中脱出的可能,因此优选设定为比该熔点低20~40℃的温度。
190.实施例
191.接下来,说明本实用新型的具体的实施例,但本实用新型并非限定于这些实施例。
192.<实施例1>
193.在厚度100μm的铝箔(a8021h
‑
o)的实施了化学转化处理的两面分别涂布大约3g/m2的二液固化型聚氨酯系粘接剂,并干式层压厚度30μm的未拉伸聚丙烯膜(cpp)。然后,为了使粘接剂固化而进行规定的老化处理,从而制得层叠体。
194.接下来,将所制得的层叠体冲裁为规定形状,并成型出主体用坯料及底体用坯料(参见图5及图6)。
195.然后,使用主体用坯料及底体用坯料,通过与前述第1实施方式相同的工序制作杯状容器,将其作为实施例1。需要说明的是,主体与底体的接合采用图11所示的方式。杯状容器使用了厚度100μm的铝箔,因此为氧、水蒸气基本不会透过的阻隔性良好的容器。
196.需要说明的是,杯状容器的尺寸如下。
197.(杯状容器的尺寸)
198.·
杯状容器上部的开口部的内径:65mm
199.·
杯状容器下部的内径:50mm
200.·
凸缘部的宽度:4mm
201.·
杯状容器的高度:95mm
202.·
杯状容器的脚部(垂下部(32))的高度:6mm
203.·
主体的交错部的宽度(重叠量):8mm
204.另外,在杯状容器的制造过程中,使用千分尺测定由成型装置对底体用坯料(厚度160μm)进行成型而制得的底体的各部分的厚度,底部的厚度t1为160μm,垂下部的上侧部分的厚度t2为162μm,垂下部的下侧部分的厚度t3为185μm(参见图9)。
205.另外,在目视观察底体的垂下部的外表面时,未看到与成型相伴的褶皱等凹凸的产生,在整体范围内是平滑的。
206.<密封性的检验>
207.准备10个上述实施例1的杯状容器,在分别加入50cc水的状态下放置120分钟后,目视观察确认是否有水从主体的下端部与底体的垂下部的密封部分泄漏,各容器均未观察到漏水。
208.<实施例2>
209.在对两面实施了化学转化处理的厚度100μm的铝箔(a8021h
‑
o)的一个面上涂布约3g/m2的二液固化型聚氨酯系粘接剂,并干式层压厚度30μm的未拉伸聚丙烯膜(cpp)(=热熔接性树脂层)。另外,在上述铝箔的另一面上涂布约3g/m2的二液固化型聚氨酯系粘接剂,并干式层压厚度12μm的聚对苯二甲酸乙二醇酯(pet)膜(=耐热性树脂层)。然后,为了使粘接剂固化而进行规定的老化处理,从而制得层叠体。接下来,将所得到的层叠体冲裁为规定形状,成型出主体用坯料(参见图16)。
210.另外,在厚度100μm的铝箔(a8021h
‑
o)的实施了化学转化处理的两面上,分别涂布约3g/m2的二液固化型聚氨酯系粘接剂,并干式层压厚度60μm的无拉伸聚丙烯树脂膜(cpp)。然后,为了使粘接剂固化而进行规定的老化处理,从而制得层叠体。接下来,将所制得的层叠体冲裁为规定形状,成型出底体用坯料(参见图6)。
211.接下来,使用主体用坯料及底体用坯料,通过与前述第2实施方式相同的工序制作图12及图13所示的杯状容器,将其作为实施例2。
212.在此,主体用坯料的重合为合掌状的两端缘部彼此的接合在密封温度:200℃、荷重:150kgf、密封时间:3秒的条件下通过热封进行。另外,弯折的合掌部与主体的表面的接合在输出:1.5kw、密封时间:3秒、与线圈的距离:5mm、荷重:150kgf的条件下通过高频密封进行。
213.所制得的杯状容器由于使用了厚度100μm的铝箔,因此是氧、水蒸气不会透过的阻隔性良好的容器。
214.需要说明的是,杯状容器的尺寸与实施例1相同。
215.·
杯状容器上部的开口部的内径:65mm
216.·
杯状容器下部的内径:50mm
217.·
凸缘部的宽度:4mm
218.·
杯状容器的高度:95mm
219.·
杯状容器的脚部(折返部22)的高度:6mm
220.·
主体的合掌部的宽度(重叠量):15mm
221.<主体部的表面状态的检验>
222.针对上述实施例2的杯状容器目视观察主体的表面状态,结果未观察到与合掌部的热封相伴的表面粗糙,呈现良好的外观。
223.产业上的可利用性
224.本实用新型能够优选用作以例如流动状食品、饮料等为内容物的杯状容器及其制造方法。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。