1.本发明涉及遮阳板技术领域,尤其涉及一种天窗遮阳板的生产工艺。
背景技术:
2.遮阳板,是为避免阳光刺眼设计,防止太阳光的影响,有的可以来回搬动,从而调整太阳光对眼睛的照射度,避免了事故的发生,还有较好的降温作用,可应用于室内,如汽车遮阳板,也可应用于室外。
3.一般天窗遮阳板在生产的时候,其中一个步骤需要将原料进行压铸成型,现有的压铸成型装置需要将模具进行固定,但是夹持固定与卸料分开进行,使得生产效率降低,使用效果不好。
技术实现要素:
4.本发明提出的一种天窗遮阳板的生产工艺,解决了生产效率低下的问题。
5.为了实现上述目的,本发明采用了如下技术方案:一种天窗遮阳板的生产工艺,包括以下步骤:s1:发泡成型把准备好的原料(叠起来的玻纤和钢条)放入到成型压机的模具中,再喷上由poly和iso两种按比例高压混合的混合料,进行发泡成型,发泡成基板,然后通过成型压机进行按压成型;s2:冲切/水切割把按压成型后的基板放入到相应的冲切/水切割模具中进行孔位或边缘的冲切/水切割;s3:喷胶复合把冲切后的基板喷上胶水,加热后放入到复合压机的模具中进行复合,复合上面料;s4:总装把小零件人工安装到复合好的基板上,最终成为成品;s5:检验将成品每一个部位按照要求进行检验;s6:成品检验合格的即为合格品;s7:包装按包装指导书的要求对产品进行包装。
6.优选的,步骤s1中使用的成型压机包括防护箱,所述防护箱的上表面固定连接有冲压机构,所述防护箱的内侧底部固定连接有防护罩,所述防护罩的内侧底部固定连接有支撑板,所述支撑板的中间活动配合有推板,所述防护箱的底部固定连接有第一驱动电机,
所述第一驱动电机的输出端固定连接有与位于支撑板中间的传动机构,所述传动机构的输出端螺纹连接有多个弧形螺纹板,多个所述弧形螺纹板的外侧固定连接有弹簧,所述弹簧的一端固定连接有与支撑板滑动连接的环形滑套,所述环形滑套的上侧固定连接与支撑板滑动连接的夹持机构,所述防护罩的侧壁设置有与推板连接有顶升机构,所述第一驱动电机的输出端还固定连接有与防护罩固定连接的散热机构。
7.优选的,所述冲压机构包括与防护箱内侧顶壁固定连接的气压缸,所述气压缸的输出端固定连接有位于防护罩上方的压板。
8.优选的,所述传动机构包括与第一驱动电机输出端固定连接的主动锥齿轮,所述主动锥齿轮的上侧啮合有多个位于支撑板中间的从动锥齿轮,多个所述从动锥齿轮的一侧均固定连接有与支撑板内侧转动连接的螺纹杆,所述螺纹杆的外侧与弧形螺纹板螺纹连接。
9.优选的,所述夹持机构包括与环形滑套的上侧固定连接的滑杆,所述滑杆的外侧转动套接有转动套,所述转动套的外侧固定连接有弧形夹持板与方形夹持板,所述滑杆的上端固定连接有第二驱动电机,所述第二驱动电机的输出端固定连接有调节齿轮,所述调节齿轮的外侧啮合有与转动套固定连接的调节齿圈。
10.优选的,所述顶升机构包括与滑杆上端固定连接的挡板,所述防护罩的侧壁滑动连接有与挡板配合的第一传动齿条,所述第一传动齿条的一侧啮合有位于防护罩外侧的第一传动齿轮,所述第一传动齿轮的中间固定套接有第一传动杆,所述第一传动杆的下端固定连接有第一锥齿轮,所述第一锥齿轮的一侧啮合有第二锥齿轮,所述第二锥齿轮的一侧固定连接有位于防护罩下方的第二传动杆,所述第二传动杆的一端固定连接有第二传动齿轮,所述第二传动齿轮的一侧啮合有与推板下侧固定连接的第二传动齿条。
11.优选的,所述散热机构包括与第一驱动电机输出端固定连接的主动轮,所述主动轮上连接有皮带,所述皮带的一端连接有从动轮,所述从动轮的中间固定连接有散热叶片,所述防护罩的外侧固定连接有位于散热叶片外侧的环形散热筒,所述环形散热筒的内侧固定连接有多个位于防护罩内部的喷头。
12.本发明的有益效果:1、通过将模具放入到支撑板上面,然后第一驱动电机带动主动锥齿轮转动,并且同时带动多个从动锥齿轮转动,使得多个螺纹杆同时进行转动,带动弧形螺纹板移动,使得环形滑套上侧的滑杆移动,就可以使得滑杆上侧的弧形夹持板与方形夹持板移动,进而使得模具进行快速夹持固定,然后第一驱动电机继续带动螺纹杆转动,使得弧形螺纹板脱离螺纹杆,继续进行夹持,带动主动轮转动,通过皮带带动从动轮转动,进而带动散热叶片转动,使得环形散热筒一侧的喷头喷出气体,就可以在夹持的同时进行散热,当压铸成型结束的时候,第一驱动电机反转,使得弧形螺纹板与螺纹杆接触,带动滑套移动,使得滑杆移动,使得模具松开,并且滑杆在移动同时,带动挡板一端,推动第一传动齿条移动,使得第一传动齿轮转动,带动第一传动杆转动,就可以使得第一锥齿轮一侧的第二锥齿轮转动,带动第二传动杆转动,使得第二传动杆一端的第二传动齿轮带动第二传动齿条上移,就可以推动推板将模具升高,使得模具进行卸料,使得压铸成型与卸料同步进行,提高生产效率,操作简单,使用方便。
13.2、通过第二驱动电机带动调节齿轮转动,进而使得调节齿圈带动转动套转动,使
得转动套外侧的弧形夹持板与方形夹持板调换位置,可以对于方形模具与圆形模具进行夹持,提高夹持范围。
附图说明
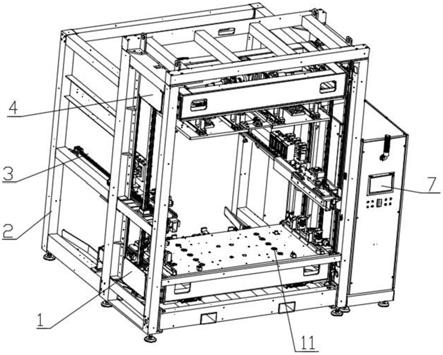
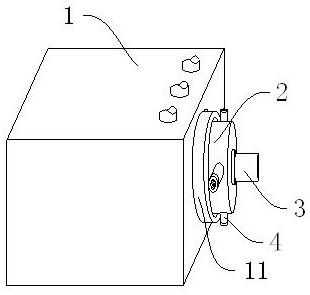
14.图1为本发明提出的一种天窗遮阳板的生产工艺的主视剖视示意图;图2为本发明提出的一种天窗遮阳板的生产工艺的局部俯视剖视示意图;图3为本发明提出的一种天窗遮阳板的生产工艺的局部剖视示意图;图4为本发明提出的一种天窗遮阳板的生产工艺的a处放大示意图;图5为本发明提出的一种天窗遮阳板的生产工艺的b处放大示意图;图6为本发明提出的一种天窗遮阳板的生产工艺的c处放大示意图。
15.图中标号:1、防护箱;2、防护罩;3、气压缸;4、压板;5、第一传动杆;6、第一传动齿轮;7、第一传动齿条;8、环形散热筒;9、第一锥齿轮;10、第二锥齿轮;11、第二传动杆;12、支撑板;13、弧形夹持板;14、方形夹持板;15、螺纹杆;16、环形滑套;17、弧形螺纹板;18、弹簧;19、主动锥齿轮;20、第一驱动电机;21、第二传动齿条;22、第二传动齿轮;23、皮带;24、主动轮;25、推板;26、从动锥齿轮;27、滑杆;28、转动套;29、第二驱动电机;30、挡板;31、调节齿轮;32、调节齿圈;33、从动轮;34、散热叶片。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
17.参照图1
‑
6,一种天窗遮阳板的生产工艺,包括以下步骤:s1:发泡成型把准备好的原料(叠起来的玻纤和钢条)放入到成型压机的模具中,再喷上由poly和iso两种按比例高压混合的混合料,进行发泡成型,发泡成基板,然后通过成型压机进行按压成型;s2:冲切/水切割把按压成型后的基板放入到相应的冲切/水切割模具中进行孔位或边缘的冲切/水切割;s3:喷胶复合把冲切后的基板喷上胶水,加热后放入到复合压机的模具中进行复合,复合上面料;s4:总装把小零件人工安装到复合好的基板上,最终成为成品;s5:检验将成品每一个部位按照要求进行检验;s6:成品检验合格的即为合格品;s7:包装按包装指导书的要求对产品进行包装。
18.步骤s1中使用的成型压机包括防护箱1,防护箱1的上表面固定连接有冲压机构,防护箱1的内侧底部固定连接有防护罩2,防护罩2的内侧底部固定连接有支撑板12,支撑板12的中间活动配合有推板25,防护箱1的底部固定连接有第一驱动电机20,第一驱动电机20的输出端固定连接有与位于支撑板12中间的传动机构,传动机构的输出端螺纹连接有多个弧形螺纹板17,多个弧形螺纹板17的外侧固定连接有弹簧18,弹簧18的一端固定连接有与支撑板12滑动连接的环形滑套16,环形滑套16的上侧固定连接与支撑板12滑动连接的夹持机构,防护罩2的侧壁设置有与推板25连接有顶升机构,第一驱动电机20的输出端还固定连接有与防护罩2固定连接的散热机构,通过将模具放入到支撑板12上面,然后第一驱动电机20带动主动锥齿轮19转动,并且同时带动多个从动锥齿轮26转动,使得多个螺纹杆15同时进行转动,带动弧形螺纹板17移动,使得环形滑套17上侧的滑杆27移动,就可以使得滑杆27上侧的弧形夹持板13与方形夹持板14移动,进而使得模具进行快速夹持固定,然后第一驱动电机20继续带动螺纹杆15转动,使得弧形螺纹板17脱离螺纹杆15,继续进行夹持,带动主动轮24转动,通过皮带23带动从动轮33转动,进而带动散热叶片34转动,使得环形散热筒8一侧的喷头喷出气体,就可以在夹持的同时进行散热,当压铸成型结束的时候,第一驱动电机20反转,使得弧形螺纹板17与螺纹杆15接触,带动滑套16移动,使得滑杆27移动,使得模具松开,并且滑杆27在移动同时,带动挡板30一端,推动第一传动齿条7移动,使得第一传动齿轮6转动,带动第一传动杆5转动,就可以使得第一锥齿轮9一侧的第二锥齿轮10转动,带动第二传动杆11转动,使得第二传动杆11一端的第二传动齿轮22带动第二传动齿条21上移,就可以推动推板25将模具升高,使得模具进行卸料,使得压铸成型与卸料同步进行,提高生产效率,操作简单,使用方便,通过第二驱动电机29带动调节齿轮31转动,进而使得调节齿圈32带动转动套28转动,使得转动套28外侧的弧形夹持板13与方形夹持板14调换位置,可以对于方形模具与圆形模具进行夹持,提高夹持范围。
19.冲压机构包括与防护箱1内侧顶壁固定连接的气压缸3,气压缸3的输出端固定连接有位于防护罩2上方的压板4。
20.传动机构包括与第一驱动电机20输出端固定连接的主动锥齿轮19,主动锥齿轮19的上侧啮合有多个位于支撑板12中间的从动锥齿轮26,多个从动锥齿轮26的一侧均固定连接有与支撑板12内侧转动连接的螺纹杆15,螺纹杆15的外侧与弧形螺纹板17螺纹连接。
21.夹持机构包括与环形滑套16的上侧固定连接的滑杆27,滑杆27的外侧转动套接有转动套28,转动套28的外侧固定连接有弧形夹持板13与方形夹持板14,滑杆27的上端固定连接有第二驱动电机29,第二驱动电机29的输出端固定连接有调节齿轮31,调节齿轮31的外侧啮合有与转动套28固定连接的调节齿圈32。
22.顶升机构包括与滑杆27上端固定连接的挡板30,防护罩2的侧壁滑动连接有与挡板30配合的第一传动齿条7,第一传动齿条7的一侧啮合有位于防护罩2外侧的第一传动齿轮6,第一传动齿轮6的中间固定套接有第一传动杆5,第一传动杆5的下端固定连接有第一锥齿轮9,第一锥齿轮9的一侧啮合有第二锥齿轮10,第二锥齿轮10的一侧固定连接有位于防护罩2下方的第二传动杆11,第二传动杆11的一端固定连接有第二传动齿轮22,第二传动齿轮22的一侧啮合有与推板25下侧固定连接的第二传动齿条21,可以使得压铸成型的模具推出,方便人员取料。
23.散热机构包括与第一驱动电机20输出端固定连接的主动轮24,主动轮24上连接有
皮带23,皮带23的一端连接有从动轮33,从动轮33的中间固定连接有散热叶片34,防护罩2的外侧固定连接有位于散热叶片34外侧的环形散热筒8,环形散热筒8的内侧固定连接有多个位于防护罩2内部的喷头,可以使得在压铸产生的热量快速散失。
24.工作原理:通过将模具放入到支撑板12上面,然后第一驱动电机20带动主动锥齿轮19转动,并且同时带动多个从动锥齿轮26转动,使得多个螺纹杆15同时进行转动,带动弧形螺纹板17移动,使得环形滑套17上侧的滑杆27移动,就可以使得滑杆27上侧的弧形夹持板13与方形夹持板14移动,进而使得模具进行快速夹持固定,然后第一驱动电机20继续带动螺纹杆15转动,使得弧形螺纹板17脱离螺纹杆15,继续进行夹持,带动主动轮24转动,通过皮带23带动从动轮33转动,进而带动散热叶片34转动,使得环形散热筒8一侧的喷头喷出气体,就可以在夹持的同时进行散热,当压铸成型结束的时候,第一驱动电机20反转,使得弧形螺纹板17与螺纹杆15接触,带动滑套16移动,使得滑杆27移动,使得模具松开,并且滑杆27在移动同时,带动挡板30一端,推动第一传动齿条7移动,使得第一传动齿轮6转动,带动第一传动杆5转动,就可以使得第一锥齿轮9一侧的第二锥齿轮10转动,带动第二传动杆11转动,使得第二传动杆11一端的第二传动齿轮22带动第二传动齿条21上移,就可以推动推板25将模具升高,使得模具进行卸料,使得压铸成型与卸料同步进行,提高生产效率,操作简单,使用方便,通过第二驱动电机29带动调节齿轮31转动,进而使得调节齿圈32带动转动套28转动,使得转动套28外侧的弧形夹持板13与方形夹持板14调换位置,可以对于方形模具与圆形模具进行夹持,提高夹持范围。
25.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、
ꢀ“
右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、
“ꢀ
顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
26.此外,术语“第一”、
ꢀ“
第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
27.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。