1.本实用新型属于专用设备技术领域,具体为一种溢流法基板玻璃生产设备安装用的吊装组件。
背景技术:
2.在溢流法基板玻璃生产的设备安装过程中,当遇到吹风箱体等结构需要起吊安装时,一方面该结构比较细长,另一方面该结构的组装是在炉体外先进行组装,然后将组装好的结构整体起吊安装在炉体相应位置。
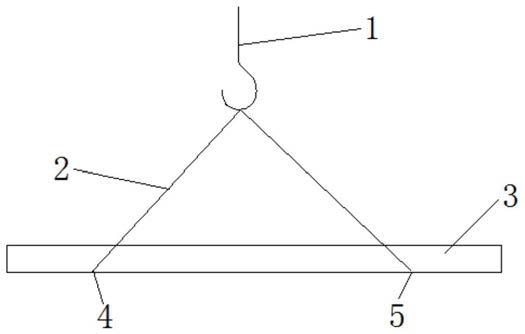
3.目前的安装方式如图1所示,需要用行吊1在起吊时就用吊带吊起吹风箱体3的两端,具体在第一起吊位置4和第二起吊位置5处,并且要保证起吊的平衡,以及不能损伤结构表面较脆的材料,因此每次安装时需要找比较软的纸片或者棉毯之类的包裹住起吊着力点处,而且吊起时还会有受力不平衡导致的吊带滑动的风险。
技术实现要素:
4.针对现有技术中存在的问题,本实用新型提供一种溢流法基板玻璃生产设备安装用的吊装组件,既保证了起吊过程中的平衡受力,又不用吊带直接接触需要起吊的结构。
5.本实用新型是通过以下技术方案来实现:
6.一种溢流法基板玻璃生产设备安装用的吊装组件,包括u型槽和连接件;
7.所述的u型槽为长条状,u型槽底部的中心处设置有第一通孔,u型槽的两端对称设置有限位槽,限位槽沿u型槽的外壁设置,限位槽与u型槽的横截面平行,限位槽的宽度大于或者等于吊带的宽度,限位槽位于u 型槽外侧底部部分的深度尺寸大于或者等于吊带的厚度尺寸;
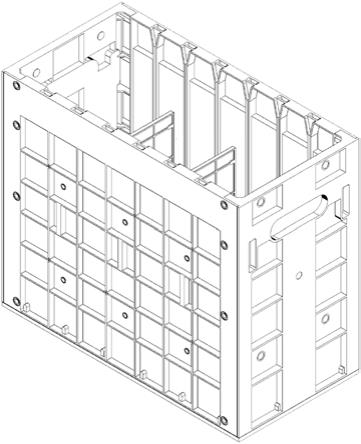
8.所述的生产设备为长条状,该生产设备的上表面自上而下设置有第二通孔,该生产设备的上表面与u型槽的底面接触设置,该生产设备与u型槽轴向平行设置;
9.当所述的u型槽为一个时,第一通孔位于该生产设备上表面的中心处,第二通孔位于该生产设备上表面的中心处,当所述的u型槽为两个时,两个第一通孔沿该生产设备上表面的中心对称分布,两个第一通孔分别与该生产设备上表面的第二通孔对应设置,连接件的一端设置有螺杆,连接件的螺杆端自上而下穿过第一通孔和第二通孔后设置在该生产设备和u型槽中。
10.优选的,所述u型槽的内壁之间固定设置有两个横向的加强筋,两个加强筋分别与限位槽对应设置。
11.进一步,所述两个加强筋的厚度尺寸均为u型槽深度尺寸的两个加强筋均设置在u型槽内壁的中心处。
12.优选的,所述的连接件为螺栓,螺栓的螺杆部自上而下穿过第一通孔和第二通孔后,螺栓的头部与u型槽的底面接触设置。
13.进一步,螺栓的头部与u型槽的底面接触后,螺栓的螺杆部上连接有与螺栓对应的螺母,所述螺母的上端与该生产设备的底部接触设置。
14.优选的,所述的生产设备为吹风箱体。
15.优选的,所述限位槽与对应的u型槽末端的距离为10~15cm。
16.优选的,所述的u型槽和加强筋均由不锈钢制成。
17.与现有技术相比,本实用新型具有以下有益的技术效果:
18.本实用新型提供一种溢流法基板玻璃生产设备安装用的吊装组件,在 u型槽的两端对称设置限位槽,限位槽沿u型槽的外壁设置,这样当限位槽的宽度大于或者等于吊带宽度,且位于u型槽外侧底部部分的深度大于或者等于吊带的厚度,可以在限位槽中放置吊带而不影响之后与长条状生产设备的安装;u型槽有利于在吊运时抵抗形变,在u型槽的底部的中心处设置第一通孔,这样可以视情况用连接件的螺杆端,自上而下穿过第一通孔和第二通孔后,在该生产设备的上表面安装一个或者对称安装两个u型槽,这种吊装组件的设计可以避免直接起吊生产设备而保证起吊过程中的平衡受力。本实用新型的主要目的在炉体组装过程中,通过该吊装组件更平衡且安全的起吊类似于吹风箱体这种较为细长型结构的生产设备,这种吊装组件可以在对称的位置平衡吊起该生产设备,而且在吊运过程中只需要利用该生产设备本有的安装孔,既不需要专门的吊用孔,也不接触设备的表面。
附图说明
19.图1为本实用新型现有起吊方式示意图。
20.图2为本实用新型所述的u型槽的主视图。
21.图3为本实用新型所述的u型槽的整体结构示意图。
22.图4为本实用新型所述的吊装组件的组装图。
23.图中:1
‑
行吊、2
‑
吊带、3
‑
吹风箱体、4
‑
第一起吊位置、5
‑
第二起吊位置、6
‑
u型槽、7
‑
加强筋、8
‑
限位槽、9
‑
螺栓、10
‑
螺母。
具体实施方式
24.下面结合附图对本实用新型做进一步的详细说明,所述是对本实用新型的解释而不是限定。
25.本实用新型一种溢流法基板玻璃生产设备安装用的吊装组件,针对该设备在上机使用前的安装而设计的,该吊装组件主要是在需要用行吊等机器短距离吊运较长的组件时使用的,尤其是吊运的组件表面容易损坏的结构,比如结构尺寸细长型的吹风箱体结构。
26.如图2和图3所示,该吊装组件包括u型槽6和连接件。u型槽6为长条状,u型槽6底部的中心处设置有第一通孔,u型槽6的两端对称设置有限位槽8,限位槽8沿u型槽6的外壁设置,限位槽8与u型槽6的横截面平行,限位槽8的宽度大于或者等于吊带2的宽度,限位槽8位于u型槽6 外侧底部部分的深度尺寸大于或者等于吊带2的厚度尺寸,便于固定吊装的吊带2;限位槽8与对应的u型槽6末端的距离为10~15cm。
27.生产设备为长条状,该生产设备的上表面自上而下设置有第二通孔,该生产设备的上表面与u型槽6的底面接触设置,该生产设备与u型槽6轴向平行设置;
28.当所述的u型槽6为一个时,第一通孔位于该生产设备上表面的中心处,如图4所
示,第二通孔位于该生产设备上表面的中心处;当所述的u 型槽6为两个时,两个第一通孔沿该生产设备上表面的中心对称分布,两个第一通孔分别与该生产设备上表面的第二通孔对应设置,连接件的一端设置有螺杆,连接件的螺杆端自上而下穿过第一通孔和第二通孔后设置在该生产设备和u型槽6中。
29.u型槽6的内壁之间固定设置有两个横向的加强筋7,两个加强筋7分别与限位槽8对应设置,两个加强筋7的厚度尺寸均为u型槽6深度尺寸的两个加强筋7均设置在u型槽6内壁的中心处,加强筋7具有抗变形能力。
30.连接件为螺栓9,螺栓9有足够的抗拉强度,螺栓9的螺杆部自上而下穿过第一通孔和第二通孔后,螺栓9的头部与u型槽6的底面接触设置,螺栓9的头部与u型槽6的底面接触后,螺栓9的螺杆部上连接有与螺栓9 对应的螺母10,所述螺母10的上端与该生产设备的底部接触设置,从而锁紧u型槽6和该生产设备。
31.u型槽6和加强筋7均由不锈钢制成。u型槽6的这种结构有利于抵抗形变。用螺母10锁紧。
32.通常吹风箱体3是最常见的生产设备,下面以吹风箱体3为例说明该吊装组件的使用过程。
33.在吹风箱体3安装时,先将吊带2套在限位槽8中,然后将u型槽6通过第一通孔固定在吹风箱体3的第一起吊位置4和第二起吊位置5上,一方面便于平衡吊运,另一方面直接利用该吹风箱体3上的孔,直接将该吊装组件组装到吊运设备上,吊运完成后拆下。u型槽6可以在吹风箱体3的上表面对称位置同时设置两个,此时两个吊带2用链条连接,也能平衡的吊起吹风箱体3。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。