用于改质原油、重油和渣油的方法和系统
1.相关申请的交叉引用
2.本技术要求于2019年1月29日提交的美国临时专利申请第62/798,396号的优先权权益,其整体内容通过引用并入本文。
发明领域
3.本发明总体上涉及精炼原油和/或重油和/或渣油。更具体地,本发明涉及对原油和/或重油和/或渣油进行水处理加氢处理以产生中间产物,该中间产物随后可用于制备有价值的化学品如烯烃和芳烃。
4.发明背景
5.在本领域中实践的将全石油原油转化为化学品包括使用一系列加氢裂化器、流化催化裂化器(fcc)和蒸汽裂化器,以仅仅生产高价值化学品或者生产高价值化学品和燃料的组合。然而,加氢裂化、流化催化裂化和蒸汽裂化工艺涉及使用多步工艺(如渣油加氢裂化、焦化、中间馏分油加氢裂化、石脑油范围加氢裂化等)对原油重馏分进行有问题的改质,然后再将烃类实际进料至最终转化装置,如蒸汽裂化器或fcc,以生产烯烃和/或芳烃。
6.此外,所采用的加氢处理条件涉及至多200巴的高压,这需要高的设备投资成本。因为改质涉及在每个阶段使用多个进料制备装置,例如加氢裂化器、焦化器和加氢处理器,所以不仅存在分子的强制裂化和h2的添加以满足由于在每个阶段裂化而引入的氢缺乏,还存在通过用于这些进料制备装置中的每一个的进料预热炉将进料预热至运行温度。这也导致在公用事业方面消耗大量燃料。因此,需要使用更强化的方法来进行进料改质和化学品转化,该方法使用最小数量的加工装置并使用以最佳方式将原油转化为下游转化装置的进料的方法。下游转化装置将原料转化为高价值化学品;并且希望在生产丙烯和苯的同时优先使乙烯最大化。
技术实现要素:
7.已经发现对与加工原油和/或重油和/或渣油相关的至少一些问题提供了解决方案。该解决方案的前提是在催化剂的存在下使用氢气和蒸汽来有效地改质原油和/或重油和/或渣油的复杂工艺。然后将改质产物进料至转化装置,该转化装置将这些改质产物转化为烯烃和芳烃,如乙烯、丙烯、丁烯和苯。
8.本发明的实施方案包括加工原油和/或重油和/或渣油的烃的方法。该方法包括使包含(1)原油和/或重油和/或渣油的原料、(2)蒸汽、(3)氢气、(4)催化剂和(5)对溶解沥青质具有选择性的溶剂的混合物在处理装置中经受足以将原料的至少一些烃分子转化为具有比所述至少一些烃分子更少的碳原子的分子的条件。该方法还包括回收来自处理装置的中间产物流,该中间产物流包括:(1)主要包含c1‑
c4烃的气体流和(2)主要包含饱和烃的液体流。此外,该方法包括裂化液体流以产生乙烯、丙烯、丁烯和苯中的一种或多于一种。
9.本发明的实施方案包括加工原油和/或重油和/或渣油的烃的方法。该水处理加氢处理方法包括使(1)原油和/或重油和/或渣油的原料、(2)蒸汽、(3)氢气、(4)催化剂和(5)
对溶解沥青质具有选择性的溶剂流入处理装置,该处理装置包括(a)包括多个反应器的反应器装置和(b)包括蒸馏塔的分离装置。该方法还包括使包含原油和/或重油和/或渣油的原料、蒸汽、氢气的第一部分、催化剂的第一部分和溶剂的第一部分的混合物在处理装置中经受足以将原料的至少一些烃分子转化为具有比原料的至少一些烃分子更少的碳原子的分子的条件。在该方法的实施方案中,在混合物中提供的溶剂的量足以使来自原料的至少90重量%的沥青质保持在溶液中,使得在转化过程中沥青质不会析出。该方法还包括使第一反应器流出物从第一反应器流动至多个反应器中的第二反应器,并且使第一反应器流出物、氢气的第二部分、催化剂的第二部分和溶剂的第二部分在多个反应器的第二反应器中经受足以将第一反应器流出物的至少一些烃分子转化为具有比第一反应器流出物的至少一些烃分子更少的碳原子的分子的反应条件。实际上,多个反应器的构造可以是单个大反应器(管式反应器、泡罩塔反应器、喷射环流反应器或其他类型),沿着其长度分级注入溶剂、氢气和催化剂。该方法还包括使反应器装置流出物从反应器装置流动至分离装置的蒸馏塔,并且在蒸馏塔中蒸馏反应器装置流出物,以产生包含以下的流:(1)主要包含c1‑
c4饱和烃的气体流,(2)主要包含饱和烃的液体产物流。该方法还可以包括从反应器装置中除去焦炭。该方法还包括在蒸汽裂化器中裂化液体产物流以产生乙烯、丙烯、丁烯和苯中的一种或多于一种。
10.以下包括本说明书全文使用的各种术语和短语的定义。
11.如在说明书和/或权利要求书中使用的术语“原油”是指来自地下的未被加工以制备产物例如汽油、石脑油、煤油、瓦斯油和渣油的油。原油的重力可以为4至80
°
api,更通常为15至45
°
api。
12.如在说明书和/或权利要求书中使用的术语“重油”是指可以作为原油常压塔的塔底产物产生的沸点高于350℃的原油的一部分、或在原油真空塔中产生的沸点为350℃至550℃的原油的真空瓦斯油部分、或作为原油减压塔的塔底产物产生的沸点高于550℃的减压渣油部分。
13.在说明书和/或权利要求书中使用的术语“渣油(residual)”(或“残油(resid)”)是指包括芳烃、链烷烃、硫、氮金属的石油化合物的混合物,其通过从全馏分原油中去除沸点低于一定沸点的物质而产生。例如,当全馏分原油被蒸馏以除去沸点低于120℃的烃时,产生作为塔底产物的120 ℃渣油。
14.术语“饱和烃”是指单独或任何组合的链烷烃、异链烷烃和环烷烃类型的烃。
15.术语“树脂”是指具有超过3个至4个芳环的烃,其含有和不含有侧链以及含有或不含有环烷基物质。
16.术语“沥青质(asphaltene)”是指具有岛和多岛结构的分子以及具有多环的分子,该多环的分子含有和不含有杂原子。
17.术语“约(about)”或“大约(approximately)”被定义为如本领域普通技术人员所理解的接近于。在一个非限制性实施方案中,该术语定义为在10%内,优选5%内,更优选1%内,最优选0.5%内。
18.术语“重量%”、“体积%或“摩尔%”分别指基于包含该组分的材料的总重量、总体积或总摩尔数的组分的重量百分数、体积百分数或摩尔百分数。在一个非限制性实施例中,在100摩尔材料中有10摩尔组分是10摩尔%的组分。
19.术语“基本上”及其变体被定义为包括10%以内、5%以内、1%以内或0.5%以内的范围。
20.当在权利要求书和/或说明书中使用时,术语“抑制”或“降低”或“防止”或“避免”或这些术语的任何变体包括实现期望结果的任何可测量的减少或完全抑制。
21.作为本说明书和/或权利要求中所使用的术语,术语“有效”表示适于实现希望的、期望的或预期的结果。
22.当与权利要求书或说明书中的术语“包含”、“包括”、“含有”或“具有”结合使用时,词语“一”或“一个”的使用可以意指“一个”,但其也与“一个或多个”、“至少一个”和“一个或多于一个”的含义一致。
23.词语“包含”、“具有”、“包括”或“含有”都是包括性的或开放式的,并且不排除另外的、未列举的元素或方法步骤。
24.本发明的方法可以“包含”、“基本组成为”或“组成为”本说明书全文所公开的特定成分、组分、组合物等。
25.作为本说明书和/或权利要求书中所使用的术语,术语“主要(primarily)”表示大于任何50重量%、50摩尔%和50体积%。例如,“主要”可包括50.1重量%至100重量%和其间所有值和范围、50.1摩尔%至100摩尔%和其间所有值和范围或50.1体积%至100体积%和其间所有值和范围。
26.根据以下附图,详细描述和实施例、本发明的其他目的、特征和优点将变得显而易见。然而,应当理解,附图、详细说明和实施例虽然表明了本发明的具体实施方案,但仅以说明的方式给出且并不意味着限制。另外,可以预期,根据该详细描述,本发明的精神和范围内的改变和修改对于本领域技术人员将变得显而易见。在进一步的实施方案中,来自具体实施方案的特征可与来自其他实施方案的特征组合。例如,来自一个实施方案的特征可以与来自任何其他实施方案的特征相组合。在进一步的实施方案中,可将附加特征添加到本文描述的具体实施方案中。
附图说明
27.为了更完整地理解,现在结合附图参考以下描述,其中:
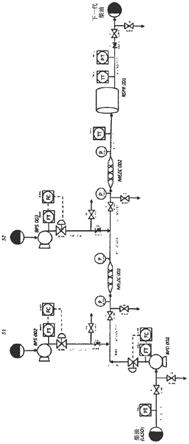
28.图1是根据本发明的实施方案用于水处理加氢处理原油和/或重油和/或渣油的系统;
29.图2是根据本发明的实施方案用于水处理加氢处理原油和/或重油和/或渣油的方法;
30.图3是根据本发明的实施方案的与蒸汽裂化器装置组合的用于水处理加氢处理原油和/或重油和/或渣油的系统;和
31.图4是根据本发明的实施方案用于水处理加氢处理原油和/或重油和/或渣油的方法。
具体实施方式
32.已经发现了一种对全馏分原油和/或重油和/或渣油进行改质的方法,该方法包括在水处理加氢处理装置中在溶解和分散的催化剂存在下使用氢气和蒸汽。然后将改质产物
转化为烯烃如乙烯、丙烯和丁烯以及芳烃如苯。
33.图1示出了根据本发明的实施方案用于水处理加氢处理原油和/或重油和/或渣油的系统10;图2示出了根据本发明的实施方案的用于水处理和加氢处理原油和/或重油的方法20。方法20可以使用系统10来实施。
34.表a示出了图1中所示的ah 500 馏分和al 500 馏分的性能。应当注意,本发明的实施方案可包括在表a中所示的值的10%以内的范围内的性能值。
35.表a
36.性能al 500 ℃馏分ah 500 ℃馏分api重力9.55.5密度(g/cc)1.00241.0223k因子11.6411.56总硫量,重量%4.095.32总氮量,ppm22092861康拉特逊残碳,重量%17.221.91沥青质,重量%6.3914.69
37.根据本发明的实施方案,方法20在方框200处涉及使进料100(原油和/或重油和/或渣油)流动至水处理加氢处理反应器105。在本发明的实施方案中,进料100包含ah 500 ℃。根据本发明的实施方案,ah 500 ℃馏分具有以下性质:5.0至6.0的api比重,0.92007至1.12453的密度(g/cc),10.404至12.716的k因子,4.788至5.852重量%的总硫量,2574.9至3147.1ppm的总氮量,19.72至24.10重量%的康拉逊残炭,13.22至16.16重量%的沥青质。在本发明的实施方案中,方框200包括将进料100与蒸汽101和溶解的催化剂流103a合并以形成催化的进料103。根据本发明的实施方案,以供应相对于进料100至少大于0.2重量%的氢气所需的流速提供蒸汽。在本发明的实施方案中,蒸汽可以以进料重量%的1/7通过,并且如果氢气的贡献为来自水的总氢气的10%,则其占约0.2%。在本发明的实施方案中,蒸汽/水流101以进料烃液体的0至1重量/重量的比率引入。溶解的催化剂(溶解的催化剂流103a、溶解的催化剂流108a和溶解的催化剂流110a)可以是烃类基质中的金属有机盐。在反应器中也可以使用浆体或固定床催化剂形式的分散的催化剂。在本发明的实施方案中,当分散的催化剂流106
‑
1a、分散的催化剂流106
‑
2a或分散的催化剂流106
‑
3a为浆体时,则其存在于烃类基质中。在本发明的实施方案中,溶解的催化剂是具有氢化活性的镍(ni)、钼(mo)、钴(co)或其他金属环烷酸盐或辛酸盐的有机金属化合物。在每个子反应器105
‑
1、子反应器105
‑
2和子反应器105
‑
3中添加溶解的催化剂的目标是在混合物104、混合物108和混合物110中获得0
‑
15000ppmw的每种金属。根据本发明的实施方案,分散的催化剂可以是具有加氢处理和/或氢转移活性的负载在氧化铝或沸石上的碱金属氢氧化物或氧化物、镍
‑
钼氧化物或硫化物、钴
‑
钼氧化物或硫化物、钨
‑
钼氧化物或硫化物或它们的任意组合。在本发明的实施方案中,0.1重量%至15重量%含量的每种类型的金属可以存在于分散的催化剂中并且负载在氧化铝、二氧化硅或铝硅酸盐/沸石上,并且金属可以作为氧化物或硫化物存在。
38.根据本发明的实施方案,进入水处理加氢处理反应器105的催化进料103可以处于25℃至500℃的温度下。作为将进料100与蒸汽101和溶解的催化剂流103a混合以在水处理
加氢处理反应器105外部形成催化进料103的替代或补充方案,在本发明的实施方案中,进料100可以在水处理加氢处理反应器105(其可以是一个反应器或可以包括多个子反应器)内与蒸汽101和溶解的催化剂料流103a合并。
39.根据本发明的实施方案,水处理加氢处理反应器105包括在水处理加氢处理反应器105中实施多个阶段的多个子反应器。如图1所示,水处理加氢处理反应器105可以包括子反应器105
‑
1、子反应器105
‑
2和子反应器105
‑
3,其中每个子反应器在水处理加氢处理反应器105中实施水处理阶段。
40.根据本发明的实施方案,在方框201处,将溶剂102
‑
1添加至催化进料103以形成混合物104,将混合物104进料至水处理加氢处理反应器105(具体为子反应器105
‑
1)。可替代地或另外地,在本发明的实施方案中,催化进料103或其组分可以与溶剂102
‑
1在水处理加氢处理反应器105(具体为子反应器105
‑
1)内合并。根据本发明的实施方案,溶剂102
‑
1用于将沥青质溶解并保持在溶液中。在本发明的实施方案中,溶剂102
‑
1主要包含芳烃和/或树脂。在本发明的实施方案中,溶剂102
‑
1包含富含芳烃的原油(例如,阿拉伯轻质原油、阿拉伯重质原油)、裂解汽油和来自蒸汽裂化器的其他裂化液体产物、来自流化催化裂化器的循环油、焦化器液体产物或其组合。用于本发明实施方案的其他溶剂可以是溶胀溶剂如丙酮、乙腈、甲醇、乙酸乙酯及其组合。应当注意,将溶剂102
‑
1添加到催化进料103和/或添加到子反应器105
‑
1中的混合物中防止了沥青质在操作期间从溶液中析出(沉淀)。
41.在本发明的实施方案中,在方框202处,将氢气流106
‑
1和分散的催化剂流106
‑
1a添加到子反应器105
‑
1中。在本发明的实施方案中,当引入溶剂流102
‑
1、溶剂流102
‑
2和溶剂流102
‑
3时,向进料/溶剂流中添加有机金属盐以确保金属的浓度为混合物104、混合物108和/或混合物110的0
‑
15000ppmw。在本发明的实施方案中,氢气以进料104/108/110的0
‑
3000nl h2/l的比率加入,105
‑
1、105
‑
2、105
‑
3的反应器表压为0
‑
200巴,更优选为10
‑
70巴。在本发明的实施方案中,氢气流106
‑
1包含来自蒸汽甲烷重整器或氢气格栅的纯氢气或富氢气流,例如来自任何精炼/石化装置的燃料气体流、裂化气体。燃料气体可以包括h2、c1、c2以及在某种程度上c3。在本发明的实施方案中,优选具有包含大于50重量%h2的氢气流106
‑
1。催化剂流106
‑
1a的催化剂可选自:具有加氢处理和/或氢转移活性的负载在氧化铝或沸石上的碱金属氢氧化物或氧化物、镍
‑
钼氧化物或硫化物、钴
‑
钼氧化物或硫化物、钨
‑
钼氧化物或硫化物或它们的任意组合。在本发明的实施方案中,0.1重量%至15重量%含量的每种类型的金属可以存在于分散的催化剂中并且负载在氧化铝、二氧化硅或铝硅酸盐/沸石上,并且金属可以作为氧化物或硫化物存在。根据本发明的实施方案,进入水处理加氢处理反应器105的氢气流106
‑
1可以处于50℃至550℃的温度下。
42.根据本发明的实施方案,在方框203处,使混合物104、氢气流106
‑
1和分散的催化剂106
‑
1a的混合物在子反应器105
‑
1中经受足以改质进料100的反应条件。这样,进料100的烃分子转化为更小的分子。根据本发明的实施方案,改质工艺可以在子反应器105
‑
1中于300℃至550℃、优选400℃至470℃的温度下、在至多200巴、优选70巴或更低的表压下进行。在此,该方法涉及在氢气压力下用蒸汽、共进料(溶剂)和催化剂处理全馏分原油或重油或渣油,这将全馏分原油或重油转化为较轻的化合物如馏出物。如本文所公开的在水处理加氢处理反应器105(具体地子反应器105
‑
1)中包含氢气还具有减少焦炭形成的效果并且导致更高的碳效率。根据本发明的实施方案,在反应器中包含水/蒸汽可以具有减少焦炭形成
的益处。
43.在操作过程中,溶解的催化剂原位转化为对氢吸收有活性的物质如有机硫化物。分散的催化剂促进氢转移并支持加氢处理活性。与进料100一起使用蒸汽有助于降低产物的沸点,并且还具有减少焦炭形成的益处。
44.在方框204处,根据本发明的实施方案,流出物107从子反应器105
‑
1流出。根据本发明的实施方案,存在于子反应器105
‑
1、子反应器105
‑
2、子反应器105
‑
3中的每一个的进料(混合物)中的350 ℃物质被转化为350
‑
℃物质,转化程度至多100%、或者90%、80%、70%并且不小于60%。这种转化可以通过子反应器105
‑
1、子反应器105
‑
2和/或子反应器105
‑
3实现。
45.在本发明的实施方案中,方法20包括,在方框205处,将溶剂102
‑
2和溶解的催化剂流108a添加到流出物107中以形成混合物108,其中溶解的催化剂流108a可以是在烃基中的金属有机盐,其在方框206中进料到子反应器105
‑
2中。
46.根据本发明的实施方案,方法20在方框207处包括将氢气流106
‑
2和分散的催化剂流106
‑
2a添加到子反应器105
‑
2中。在本发明的实施方案中,氢气流106
‑
2包含来自蒸汽甲烷重整器或氢气格栅的纯氢气或富氢气流,例如来自任何精炼/石化装置的燃料气体流、裂化气体。分散的催化剂流106
‑
2a可选自具有加氢处理和/或氢转移活性的负载在氧化铝或沸石上的碱金属氢氧化物或氧化物、镍
‑
钼氧化物或硫化物、钴
‑
钼氧化物或硫化物、钨
‑
钼氧化物或硫化物或它们的任意组合。在本发明的实施方案中,0.1重量%至15重量%含量的每种类型的金属可以存在于分散的催化剂中并且负载在氧化铝、二氧化硅或铝硅酸盐/沸石上,并且金属可以作为氧化物或硫化物存在。根据本发明的实施方案,进入子反应器105
‑
2的氢气流106
‑
2可以处于50℃至550℃的温度下。
47.根据本发明的实施方案,在方框208处,混合物108、分散的催化剂106
‑
2a和氢气流106
‑
2(例如,来自蒸汽甲烷重整器或氢气格栅的纯氢气或富氢流如燃料气流、来自任何精炼/石化装置的裂化气)的混合物在子反应器105
‑
2中经受足以将混合物108的烃分子转化为较小分子(进一步改质进料100)的反应条件。根据本发明的实施方案,进一步改质可以在子反应器105
‑
2中于300℃至550℃、优选400℃至470℃的温度下以及在至多200巴、优选70巴或更低的表压下进行。
48.在方框209处,根据本发明的实施方案,流出物109从子反应器105
‑
2流出。根据本发明的实施方案,存在于子反应器105
‑
1、子反应器105
‑
2、子反应器105
‑
3中的每一个的进料(混合物)中的350 ℃物质被转化为350
‑
℃物质,转化程度至多100%、或者90%、80%、70%并且不小于60%。这种转化可以通过子反应器105
‑
1、子反应器105
‑
2和/或子反应器105
‑
3实现。
49.在本发明的实施方案中,方法20包括,在方框210处,将溶剂102
‑
3和溶解的催化剂流110a添加到流出物109中以形成混合物110,其中溶解的催化剂流110a可以是在烃基中的金属有机盐,其在方框211中进料到子反应器105
‑
3中。
50.根据本发明的实施方案,方法20在方框212处包括将氢气流106
‑
3添加到子反应器105
‑
3中。在本发明的实施方案中,氢气流106
‑
3包含来自蒸汽甲烷重整器或氢气格栅的纯氢气或富氢气流,例如来自任何精炼/石化装置的燃料气体流、裂化气体。催化剂流106
‑
3a可选自具有加氢处理和/或氢转移活性的负载在氧化铝或沸石上的碱金属氢氧化物或氧化
物、镍
‑
钼氧化物或硫化物、钴
‑
钼氧化物或硫化物、钨
‑
钼氧化物或硫化物或它们的任意组合。在本发明的实施方案中,0.1重量%至15重量%含量的每种类型的金属可以存在于分散的催化剂中并且负载在氧化铝、二氧化硅或铝硅酸盐/沸石上,并且金属可以作为氧化物或硫化物存在。根据本发明的实施方案,进入子反应器105
‑
3的氢气流106
‑
3可以处于50℃至550℃的温度下。
51.根据本发明的实施方案,在方框213处,使混合物110和氢气流106
‑
3的混合物在子反应器105
‑
3中经受足以将混合物110的烃分子转化为较小分子的反应条件(进料100的进一步改质)。根据本发明的实施方案,进一步改质可以在子反应器105
‑
2中于300℃至550℃、优选400℃至470℃的温度下、在至多200巴、优选70巴或更低的表压下进行。根据本发明的实施方案,添加溶剂以将沥青质保持在溶液中,从而使得转化率随着阶段增加(例如,从子反应器105
‑
1到子反应器105
‑
2到子反应器105
‑
3)而增加。进料(混合物104、混合物108和混合物110中的每一种)在体积增加的反应器中逐渐接触以保持接触时间相同或更短,并且催化剂添加速率从例如子反应器105
‑
2逐渐增加到子反应器105
‑
3以维持金属浓度。温度可以从子反应器105
‑
1升高到子反应器105
‑
2、再到子反应器105
‑
3。根据本发明的实施方案,可以连续增加反应器进料处理的苛刻度以得到更高的转化率。
52.在方框214处,根据本发明的实施方案,流出物111从子反应器105
‑
3流到蒸馏塔112。在本发明的实施方案中,流出物111包含25重量%至30重量%的链烷烃、27重量%至32重量%的异链烷烃、0.5重量%至0.9重量%的烯烃、12重量%至18重量%的环烷烃以及18重量%至23重量%的芳烃。在本发明的实施方案中,流出物111包含30重量%的沸点高于350℃的烃、或者20重量%的沸点高于350℃的烃、或者10重量%的沸点高于350℃的烃、或者5重量%的沸点高于350℃的烃、或者1重量%至2重量%的沸点高于350℃的烃、或全部流出物沸点低于350℃。
53.随着转化在子反应器105
‑
1、子反应器105
‑
2和子反应器105
‑
3中进行,溶液中的沥青质倾向于聚集和沉淀出来。根据本发明的实施方案,这种趋势通过产生共进料/溶剂混合物(即,添加溶剂102
‑
1、溶剂102
‑
2和溶剂102
‑
3)以将沥青质保持在溶液中来克服。在不添加将沥青质保持在溶液中的溶剂的情况下,进料的高转化率导致严重的焦化和严重的操作问题(例如堵塞)。另一个目的是使用溶剂来松弛/扩大沥青质层之间的距离以防止聚集。应当注意,在本发明的实施方案中,在每个阶段,即子反应器105
‑
1、子反应器105
‑
2和子反应器105
‑
3中添加的溶剂(共进料)的量增加。换言之,添加到子反应器105
‑
2的溶剂102
‑
2的量大于添加到子反应器105
‑
1的溶剂102
‑
1的量,并且添加到子反应器105
‑
3的溶剂102
‑
3的量大于添加到子反应器105
‑
2的溶剂102
‑
2的量。总之,根据本发明的实施方案,分阶段加入富含芳烃和树脂的溶剂以维持这些沥青质处于溶解形式,从而导致它们更高的转化率。根据本发明的实施方案,方法20在系统10中进行,使得工艺液体处于沥青质稳定状态,p值大于1且更接近1.2。p值定义为p=1 xmin(shell标准sms 1600
‑
01),其中临界十六烷稀释度(xmin)是可以稀释1g样品直到它刚好不絮凝沥青质的十六烷的毫升数。
54.根据本发明的实施方案,在方框215处,蒸馏塔112蒸馏流出物111以产生用于进一步改质的产物流115、用于再循环至任何先前子反应器的再循环流114和用于防止不需要的固体/焦炭在一段时间内累积的清洗流(purge stream)113(重质)。在高苛刻度条件(包括300℃至550℃,优选400℃至470℃的温度和至多200巴(通常70巴或更低)的表压)下操作水
处理加氢处理反应器105,如使用astm d6730在详细烃分析仪(dha)中分析的,导致产物流115(来自该工艺的液体产物)具有大于97重量%的沸点低于350℃的烃,其中沸点低于240℃的产物的烯烃含量小于1重量%。此外,在本发明的实施方案中,所产生的气体产物不含任何烯烃。因此该液体产物可以直接进料到蒸汽裂化器以生产高价值化学品如乙烯、丙烯和苯。根据本发明的实施方案,清洗流113和再循环流114包含沸点高于350℃的材料。再循环流114与清洗流113的流速比按重量计为95:5。应当注意,在本发明的实施方案中,催化剂从下游蒸馏塔再循环回到反应阶段(子反应器),且再循环的催化剂的比例可在每一阶段改变以控制新鲜补充催化剂添加。
55.根据本发明的实施方案,水处理加氢处理反应器105产生焦炭流116。在其中水处理加氢处理反应器105是固定床反应器的本发明的实施方案中,焦炭在再生期间燃烧。在其中水处理加氢处理反应器105是沸腾床的本发明的实施方案中,可以存在催化剂的焦炭燃烧步骤。在其中水处理加氢处理反应器105是浆液反应器或鼓泡塔反应器的本发明的实施方案中,可以通过从下游蒸馏装置清洗少量底部流来去除焦炭。
56.图3示出了根据本发明的实施方案的与蒸汽裂化器装置组合的用于水处理加氢处理原油和/或重油和/或渣油的系统30。图4示出了根据本发明的实施方案的用于水处理加氢处理原油和/或重油和/或渣油的方法40。方法40可以使用系统30来实施。
57.在本发明的实施方案中,在方法40的方框400处,全馏分原油300在闪蒸塔301中闪蒸,以分离出原油300中固有存在的轻质气体。应当注意,在本发明的实施方案中,闪蒸塔301的进料可以是重油/渣油。在本发明的实施方案中,轻质气体302可以进料到专用气体裂化器或混合进料裂化蒸汽裂化器中。如图3和图4所示,在本发明的实施方案中,在方框401处,轻质气体302从闪蒸塔301进料到蒸汽裂化器307中。根据本发明的实施方案,轻质气体302通常包含0重量%至5重量%的c2、30重量%至40重量%的c3,10重量%至20重量%的c4以及45重量%至55重量%的nc4。
58.根据本发明的实施方案,在方框402处,将来自闪蒸塔301底部的稳定原油303进料到高苛刻度的水处理加氢处理装置304(例如,上述系统10)中,以产生如上述方法20中所述的气体、液体和焦炭产物。在本发明的实施方案中,将来自水处理加氢处理装置304的气体产物进料到气体裂化器或混合进料裂化炉,将液体进料到液体蒸汽裂化器或混合进料炉,并在下游锅炉/气化炉/任何其他从清洗中回收能量值的应用中进行清洗,或对下游应用(如电极、高炉等)进行清洗。在本发明的实施方案中,进行清洗生成氢气和/或合成气作为燃料和/或用作道路建筑应用和/或防水中的焦油组分。在本发明的实施方案中,方法40包括在方框403处,产物流305(沸点温度为36℃至350℃)与轻质气体302一起流入蒸汽裂化器307。
59.在块404,蒸汽裂化器307裂化轻质气体302和产流305以产生蒸汽裂化器流出流308。根据本发明的实施方案,操作蒸汽裂化器307以提供以下工艺反应条件:盘管出口温度800℃至860℃,表压0.1巴至3巴以及接触时间0.1秒至0.5秒。根据本发明的实施方案,蒸汽裂化器流出物流308包含0.5重量%至1.5重量%的氢、15重量%至20重量%的甲烷、35重量%至45重量%的乙烯、15重量%至20重量%的丙烯、10重量%至15重量%的c4化合物、0重量%至0.5重量%裂解汽油、0重量%至0.5重量%的燃料油、5重量%至10重量%的苯以及5重量%至10重量%的焦炭。
60.在方框405处将蒸汽裂化器流出物路由至蒸汽裂化器下游区段309,在此蒸汽裂化器流出物流308经受本领域已知的标准分离技术并在工业上实践以产生轻质气体烯烃310、链烷烃气体流(图3中未示出,但再循环至蒸汽裂化器307)、用作植物燃料或用于生产氢气的甲烷和氢气流(也未在图3中示出)、以及蒸汽裂化器下游流出物311,在方框406处进料至芳烃萃取装置312以通过已知的工业方法分离出苯。根据本发明的实施方案,操作蒸汽裂化器307以提供以下工艺反应条件:盘管出口温度800℃至860℃,表压0.1巴至3巴以及接触时间0.1秒至0.5秒。根据本发明的实施方案,轻质气体烯烃310包含50重量%至65重量%的乙烯、25重量%至30重量%的丙烯和15重量%至20重量%的丁烯。在本发明的实施方案中,在方框407处,将蒸汽裂化器下游流出物311流到芳烃萃取装置312,其萃取苯313以留下再循环流314。根据本发明的实施方案,再循环流314包含45重量%至55重量%至的裂解汽油和45重量%至55重量%的燃料油。
61.为了避免来自蒸汽裂化器307的产物中的燃料油或裂解汽油,在提取较高价值的苯之后,将再循环流314送回水处理加氢处理装置304以再循环至消失。在将苯萃取到水处理加氢处理装置之后,再循环流314的再循环是有利的,因为该流富含芳烃物质并将有助于在水处理加氢处理装置304中的转化期间将沥青质保持在可溶状态并减少该装置中的结垢并使焦炭产生最小化。
62.方法40可以导致乙烯收率超过30重量%,并且来自原油的高价值化学品(即,乙烯、苯、丙烯和丁烯/丁二烯)的收率可以超过70重量%。此外,在本发明的实施方案中,乙烯/丙烯的质量收率比高于1.2、优选高于1.5、更优选高于2。该工艺生产的甲烷可用于制氢。此外,该工艺中生产的甲烷和氢气可以在蒸汽裂化炉/水处理加氢处理预加热炉中用作燃料,或者在原油化工项目中用作公用工程部分中的能量值。此外,通过将分离的甲烷和氢气的混合物进料通过psa/膜装置或任何这样的氢气回收装置,可以从来自蒸汽裂化器的裂化气体产物回收氢气。回收的氢气可以在水处理加氢处理装置304中内部使用,而分离的甲烷气体可因其在炉中的能量含量使用以利用制氢装置(蒸汽甲烷重整器)产生额外的氢气,或在转化装置如甲烷氧化偶联(ocm)装置中使用以产生额外的高价值乙烯。
63.尽管已经参考图2和图4的方框描述了本发明的实施方案,应当理解,本发明的操作不限于图2和图4所示的特定方框和/或方框的特定顺序。因此,本发明的实施方案可以使用不同于图2和图4中的顺序的各种方框来提供如本文所述的功能。
64.作为本发明公开内容的一部分,下面包括具体实施例。这些实施例仅用于说明目的,并非旨在限制本发明。本领域普通技术人员将容易地认识到可以改变或修改以产生基本相同结果的参数。
65.实施例
66.实施例1
67.(使用溶解的和分散的(固定床)催化剂的效果的证明)
68.在该研究中,使用沸点分布为120℃至705℃的西德克萨斯调和原油渣油。沸程为120℃至240℃的进料组成为25.047重量%的链烷烃、22.343重量%的异链烷烃、0.287重量%的烯烃、11.727重量%的环烷烃、16.938重量%的芳烃、0.385重量%的重质和23.275重量%的其他未知烃类型。30℃下进料密度为0.85g/cc。该流的沸点分布示于下表1中。
69.表1进料流的沸点分布
[0070][0071]
研究中使用的反应器是位于三区分体管式炉内的固定床反应器。反应器的内径为13mm,同心设置的热电偶套管的外径为3.17mm。反应器长为91.3cm。将商业的氧化铝载co
‑
ni
‑
mo加氢处理催化剂与针对石脑油/喷气燃料范围产物的加氢裂化催化剂(各10g,无水干重)合并,沿长度方向破碎成长度为1.5mm的颗粒,并用sic以62%sic:38%催化剂的比例稀释,得到0.31mm的平均粒径。这样做是为了避免由于小直径反应器中的壁滑动或沟流而使进料滑过。以3mm惰性氧化铝珠的形式提供床和后催化剂惰性床的预热。通过改变受控炉区外壳温度将催化剂床温度控制到等温。固定床加氢处理催化剂(加氢处理催化剂和加氢裂化催化剂的分层混合物)使用正十六烷中3重量%的s(硫作为二甲基二硫醚引入)硫化,硫化进料在反应器中向上流动,最终硫化温度为460℃。在催化剂硫化之后,将来自西德克萨斯调和原油的120 ℃沸腾渣油用2重量%的s掺杂,并将800ppm的以金属辛酸盐形式掺杂的ni和mo(溶解的催化剂用于更好的氢吸收和增强的氢化活性)进料到反应器中。将反应器维持在操作条件下,其中重时空速(whsv)为1hr
‑1,h2/hc比为400nl/l液体进料(h2气体流速为9.4nl/h),表压为40.8巴(600psig)且催化剂床温度为450℃。将反应器流出物气体(例如,烃产物)在压力下冷却以冷凝液体(即,液体产物形式的经处理的烃流),同时允许非冷凝气体(例如,甲烷、乙烷、硫化氢或其组合)作为气体产物分离并且在用苛性碱溶液洗涤之后流到湿式气量计。使用精炼气体分析仪气相色谱仪(来自m/s ac analytical controls bv的定制气体分析仪)分析来自苛性碱洗涤器的流出物气体流。通过模拟蒸馏(simdis)气相色谱仪分析从填充床反应器获得的液体产物的沸点分布,如表2所示。simdis结果表明,从终沸点高于700℃的进料开始,97%的产物沸点低于350℃。通过详细的烃分析仪(astm d6730)进一步分析该液体,并且该液体具有如表3所示的沸点低于240℃的产物的piona组
成,其中该液体产物中的烯烃浓度<1重量%。
[0072]
表2原料和液体产物的沸点分布
[0073][0074]
表3沸点低于240℃的液体产物和进料的详细烃分析
[0075]
样品编号样品piona重质未知1进料25.04722.3430.28711.72716.9380.38523.2752液体产物22.52729.4250.68412.85117.5850.2916.637
[0076]
如表4中所示,反应器流出物气体分析指示气体产物中不含烯烃。
[0077]
表4气体分析
[0078]
气体组分摩尔%c1,摩尔%6.8c2‑
c4饱和烃,摩尔%3.8c2‑
c4烯烃,摩尔%0.0
[0079]
实施例2
[0080]
(仅使用分散的(固定床)催化剂的效果)
[0081]
本研究中使用与上述实施例1中所述相同的进料和工艺条件以及相同的反应器,区别在于仅使用如实施例1中的固定床催化剂,并且进料不含有如实施例1中使用的溶解的催化剂。来自本研究的simdis结果表明约97%的产物沸点仍低于350℃,如下表5所示。
[0082]
表5 simdis结果
[0083][0084]
与其中溶解的催化剂也用于更好的氢吸收的实施例1相比,piona结果表明沸点低于240℃的液体产物具有约1.8重量%的烯烃,如下表6中所示。
[0085]
表6沸点低于240℃的液体产物和进料的详细烃分析
[0086]
样品编号样品piona重质未知1进料25.04722.3430.28711.72716.9380.38523.2752液体产物27.42818.411.7689.13914.7765.50322.972
[0087]
实施例3
[0088]
(仅使用溶解的催化剂的效果)
[0089]
本研究中使用与上述实施例1中相同的进料和工艺条件,区别在于进料以实施例1中所述的浓度溶解ni和mo辛酸盐。该反应器仅具有惰性氧化铝床并且没有固定床催化剂。本研究的simdis结果如下表7所示。
[0090]
表7 simdis结果
[0091][0092]
沸点低于240℃的液体产物的piona结果示于表8中。
[0093]
表8沸点低于240℃的液体产物的dha结果
[0094]
样品编号样品piona重质未知1进料25.04722.3430.28711.72716.9380.38523.2752液体产物29.66121.6364.00511.30811.4740.21421.702
[0095]
即使液体产物沸点低于350℃,基于dha分析,似乎液体产物具有高于蒸汽裂化器进料(1重量%烯烃)要求的烯烃(4重量%)。
[0096]
实施例4
[0097]
(使用溶解的催化剂和蒸汽的效果)
[0098]
在本研究中使用与实施例1中所述相同的进料和工艺条件,区别之处在于进料以实施例1中所述的浓度溶解ni和mo辛酸盐,并将水与烃进料一起以水:烃(1:7)的重量比注入反应器中。该反应器仅具有惰性氧化铝床并且没有固定床催化剂。如下表9所示,simdis结果表明沸点急剧降低,产物的最终沸点为316℃。
[0099]
表9 simdis结果
[0100][0101]
然而,如下表10所示,dha结果表明液体产物的烯烃浓度(约4重量%)高于蒸汽裂化器进料(1重量%烯烃)要求。
[0102]
表10沸点低于240℃的液体产物的dha结果
[0103]
样品编号样品piona重质未知1进料25.04722.3430.28711.72716.9380.38523.2752液体产物24.69219.4074.19.35911.6776.45124.314
[0104]
上述实施例适当地证明了溶解的催化剂、分散的催化剂和蒸汽的效果。因此使用所有三种组分似乎有益于生产沸点降低且质量满足蒸汽裂化器进料烯烃含量规格的液体产物。
[0105]
实施例5
[0106]
(使用全馏分原油的效果(溶剂的效果)、溶解和分散的催化剂以及更高的氢气压力)
[0107]
本研究中使用的进料是全馏分原油,而不是前述实施例中使用的120 ℃渣油。工艺条件是450℃的反应器催化剂床温度、50巴的反应器表压、1hr
‑1的whsv和1200nl/l液体进料的h2/hc比(h2流速27.5nlph)。这可以表示其中富沥青质进料(例如与120
‑
℃进料相比,120 ℃渣油进料可以被认为是富沥青质的)与贫沥青质进料组合的系统。而且,操作表压比前述实施例中的表压高10巴,并且h2/hc比率是在前述实施例中使用的比率的三倍。这通常是更苛刻的条件,其中更高的转化率和因此从沥青质的更高的焦炭沉积是可能的。然而,由于使用了具有更高溶解能力的全馏分原油以将沥青质保持在溶液中,因此即使转化率可能
更高,也预期焦炭减少。
[0108]
下表11中所示的本研究的simdis结果表明,沸点显著降低,目前99%的产物沸点约为293℃。因此,存在利用较高的反应器操作压力和/或氢与烃的比率以降低产物的沸点的优点。虽然商业加氢裂化工艺在约175巴至200巴下操作,并且可以在本文公开的方法中达到相同的压力,但本文已经证明的是全馏分原油或渣油转化为低沸点产物,其可以直接进料到蒸汽裂化器,而不需要在低至中等压力下进一步裂化。因此,40巴至100巴的表压、优选地至多70巴的表压可以提供原油中的沸点降低,这使得它们适合于进料至蒸汽裂化器,因此简化/强化了具有低投资成本潜能的原油底部改质方法。也可以使用低于40巴的表压。然而,随着反应器压力的降低,焦炭沉积物会增加,并且预期会损失更多的进料量作为焦炭。
[0109]
表11 simdis结果
[0110][0111]
实施例6
[0112]
(使用水对焦炭制备的影响)
[0113]
本研究如实施例1中所述进行,并与另一研究进行比较,其中催化剂和条件保持与实施例1相同,不同的是将水以水:烃(1:7)的重量比加入反应器。该比较的结果显示如下。
[0114]
表12
[0115]
收率重量%实施例1实施例6加水气体10.817.3液体84.479.5
焦炭4.83.2
[0116]
在两种情况下沸点低于240℃的液体产物的piona分析提供于表13中。
[0117]
表13
[0118] 氢气消耗:进料的重量%实施例12.8实施例61.5
[0119]
在下表15中将产物中的可裂化烃与实施例1进行比较。
[0120]
表15
[0121] 实施例1实施例6液体产物84.479.5气体58总计89.487.5
[0122]
可裂化烃定义为可进一步裂化的产物。加水抑制焦炭,使可裂解碳略低而气体生成略高。
[0123]
实施例7
[0124]
(水处理加氢处理概念的效果)
[0125]
本实施例用于证明与蒸汽裂化器相关的水处理加氢处理概念对生产高收率的高价值化学品(即乙烯、丙烯、苯和丁烯)的有益效果。闪蒸塔与水处理加氢处理装置和蒸汽裂化器装置的组合示于图3中。进料原油在原油闪蒸塔中闪蒸(目的是从液体进料中仅去除h2、h2s和c1‑
c4烃),经过碱洗/任何其他去除h2s的方法后被送入气体裂化起或混合进料炉,以最大限度地转化为乙烯。将来自闪蒸塔底部的稳定原油进料到水处理加氢处理装置以产生超过97重量%的沸点低于350℃的液体产物。来自该装置的气体产物进料到如上所述的气体裂化器、液体产物进料液体蒸汽裂化器或混合进料炉。将蒸汽裂解过程中产生的燃料油和裂解汽油进行苯提取,并且将其余物质再循环回到水处理加氢处理装置中直至消失。这种再循环不仅有助于使所需产物最大化,而且有助于增加水处理加氢处理装置中的芳烃含量,这将有助于保持沥青质在溶液中。
[0126]
表16中所示的在考虑再循环流之后的质量平衡表明可以实现约38重量%乙烯、18重量%丙烯、12重量%丁烯和7.5重量%苯的典型收率。这使得这些高价值化学品的收率达到全馏分原油的约75重量%。该方法的益处是乙烯与丙烯的比率为约2.1,这对于将化学品生产为原油而言是非常高的。
[0127]
表16质量平衡
[0128][0129]
在使用本公开概念的综合石化联合装置中焦炭损失在上表中显示为约7重量%,其是燃料的典型损失数和精炼厂的典型损失数。收率为1重量%的h2可以从产物气体中分离以部分地满足水处理加氢处理装置中的氢需求,同时平衡要求可以通过氢产生装置来满足。该工艺中产生的甲烷可用于满足该工艺中的炉加热需求,或者任何可用的备用甲烷可以用于氢产生装置中或者可以用作下游甲烷氧化偶联装置(ocm)中的进料以产生额外的乙烯或用于制造合成气。焦炭可用作产生蒸汽、热的燃料,或可用于生成合成气,用于进一步处理后的电极应用,或用作道路建筑中的焦油组分。
[0130]
在本发明的上下文中,描述了至少以下20个实施方案。实施方案1是一种处理烃的方法。该方法包括使包含(1)原油和/或重油和/或渣油的原料、(2)蒸汽、(3)氢气、(4)催化剂和(5)对溶解沥青质具有选择性的溶剂的混合物在处理装置中经受足以将原料的至少一些烃分子转化为具有比至少一些烃分子更少的碳原子的分子的条件。此外,该方法包括回收来自处理装置的中间产物流,该中间产物流包括:(1)主要包含c1‑
c4烃的气体流和(2)主要包含饱和烃的液体流。该方法还包括裂化液体流以产生乙烯、丙烯、丁烯和苯中的一种或多于一种。实施方案2是实施方案1的方法,其中处理装置包括反应器装置和分离装置,并且该方法还包括在经受步骤之前,使(1)原油和/或重油和/或渣油的原料、(2)蒸汽、(3)氢气、(4)催化剂和(5)溶剂流动至反应器装置,其中经受步骤在反应器装置中进行,然后使来自反应器装置的流出物流动至分离装置,其中分离装置包括蒸馏塔,以及在蒸馏塔中蒸馏来自反应器装置的流出物以产生:(1)气体流和(2)液体流。实施方案3是实施方案2的方法,其中反应器装置包括多个反应器,并且经受步骤包括使含有原油和/或重油和/或渣油的原料、蒸汽、氢气的第一部分、催化剂的第一部分和溶剂的第一部分的混合物在处理装置中经受足以将原料的至少一些烃分子转化为具有比原料的至少一些烃分子更少的碳原子的分
子的条件。该方法还包括使第一反应器流出物从第一反应器流动至多个反应器中的第二反应器,并且使第一反应器流出物、氢气的第二部分、催化剂的第二部分和溶剂的第二部分在多个反应器的第二反应器中经受足以将第一反应器流出物的至少一些烃分子转化为具有比第一反应器流出物的至少一些烃分子更少的碳原子的分子的反应条件。实施方案4是实施方案3的方法,其中反应器装置包括两个反应器并且第二反应器流出物是来自反应器装置的流出物。实施方案5是实施方案3的方法,还包括使第二反应器流出物从第二反应器流动至多个反应器中的第三反应器。该方法还包括使第二反应器流出物、氢气的第三部分、催化剂的第三部分和溶剂的第三部分在所述多个反应器的第三反应器中经受足以将第二反应器流出物的至少一些烃分子转化为具有比第二反应器流出物的至少一些烃分子更少的碳原子的分子的反应条件。实施方案6是实施方案5的方法,其中反应器装置包含三个反应器并且第三反应器流出物是来自反应器装置的流出物。实施方案7是实施方案1至6中任一项的方法,其中催化剂包括溶解部分和分散部分。实施方案8是实施方案7的方法,其中催化剂的溶解部分包含具有镍(ni)、钼(mo)、钴(co)、钨(w)、锆(zr)中的一种或多于一种的有机金属化合物。实施方案9是实施方案7或8中任一项的方法,其中催化剂的溶解部分包含具有氢化活性的环烷酸金属盐和/或辛酸金属盐。实施方案10是实施方案7的方法,其中催化剂的分散部分选自具有加氢处理和/或氢转移活性的负载在氧化铝或沸石上的碱金属氢氧化物或氧化物、镍
‑
钼氧化物或硫化物、钴
‑
钼氧化物或硫化物、钨
‑
钼氧化物或硫化物或它们的任意组合。实施方案11为实施方案1至10中任一项的方法,其中氢气由包含燃料气体的富氢气流提供。实施方案12是实施方案2至11中任一项的方法,其中在反应器装置中将氢气维持在至多200巴且更优选至多70巴的表压下。实施方案13是实施方案1至12中任一项的方法,其中溶剂主要包含芳烃和树脂。实施方案14是实施方案1至12中任一项的方法,其中沥青质是稳定的,具有大于1的p值。实施方案15是实施方案2至14中任一项的方法,其中蒸汽以至少大于氢气流速的0.2%的流速供应至处理装置。实施方案16是实施方案1至15中任一项的方法,其中乙烯/丙烯质量收率比高于1.2,优选高于1.5且更优选高于2,并且乙烯收率高于35重量%。实施方案17是实施方案1至16中任一项的方法,其中裂解进一步产生甲烷。实施方案18是实施方案17的方法,其中甲烷用于生成氢气。实施方案19是实施方案17的方法,其中甲烷用于通过甲烷偶联生成额外的乙烯。实施方案20是实施方案1至16中任一项的方法,其中在混合物中提供的溶剂的量足以使来自原料的至少90重量%的沥青质保持在溶液中。
[0131]
尽管已经详细描述了本技术的实施方案及其优点,但是应当理解,在不脱离由所附权利要求限定的实施方案的精神和范围的情况下,可以在本文中进行各种改变、替换和更改。此外,本技术的范围不旨在限于说明书中所描述的工艺、设备、制造、物质组合物、装置、方法和步骤的具体实施方案。本领域普通技术人员根据上述公开内容将容易地理解,可以利用当前存在的或以后将要开发的执行与本文描述的相应实施方案基本相同的功能或实现基本相同的结果的工艺、设备、制造、物质组合物、装置、方法和步骤。因此,所附权利要求旨在在其范围内包括这些工艺、设备、制造、物质组合物、装置、方法和步骤。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。