1.本发明属于裁断机领域,具体涉及一种汽车方向盘覆套快速成型方法及成型机构。
背景技术:
2.汽车方向盘覆套是包裹于汽车方向盘上,增加舒适度和防滑的配件,方向盘覆套需要冲裁出各种汽车厂商的标识。
3.裁切机主要针对柔性片状或卷状物料进行裁断、压痕、冲孔等加工,裁断机借助于油缸上下运动的作用力加压于刀模,对非金属材料进行冲型加工的机器。适用于发泡材、纸板、纺织物、塑胶材料、皮革、橡胶、包装材料、地板材料、地毯、玻璃纤维、软木等,裁切机油缸在裁切作业中起到关键作用。
4.在汽车方向盘覆套加工过程中,需要的压力达到120万牛,一般采用两个直径200mm的液压油缸,而由于采用上压的成型方式,若采用常规6ml/r的3kw油泵,由于油缸体积较大,需要2分钟才可使油缸到位。而若要提高充油速度,必须增大油泵功率,如采用20kw的油泵。这样不仅增加了油泵的采购成本,同时增加了耗能。
技术实现要素:
5.针对现有技术所存在的上述不足,本发明要解决的技术问题是大吨位的油缸升降时,由于所需进出的液压油体积较大,因此需要较大排量的油泵驱动,增加制造成本;且充填与抽吸的过程需要时间,导致大吨位的油缸的升降速度过慢,影响工作效率。
6.本发明的技术方案是:本发明提供一种汽车方向盘覆套快速成型方法,包括以下步骤:
7.s1.主油缸柱塞快速上升,
8.通过辅助油缸将主油缸的柱塞推动快速上移,达到冲压位置,
9.s2.吸油,
10.打开自吸阀的主油路,使油池与主油缸的缸筒下部联通,负压使底部油池内的液压油通过自吸阀的通路,进入缸筒,
11.s3.保持,
12.电机驱动自吸阀的阀芯移动,堵住主油路,此时主油缸缸筒内的液压油停止流动,
13.s4.再充油,完成冲压,
14.打开自吸阀辅助油路,油泵从辅助油路向主油缸的缸筒下部充油,此时主油缸的柱塞再次上移,对汽车方向盘覆套进行冲压,
15.s5.柱塞复位,
16.冲压完毕,电机驱动自吸阀的阀芯移动,打开主油路,堵住辅助油路,主油缸的缸筒内的液压油在重力作用下沿主油路进入油池,准备进行下一个循环。
17.本发明提供一种汽车方向盘覆套快速成型机构,包括下模座、主油缸、油池、自吸
阀,
18.所述下模座在机体中上部可竖向移动,下模座底部对称安装有两个主油缸,主油缸的柱塞与下模座底部可拆卸地连接,所述下模座向上冲压汽车方向盘覆套与上模座,
19.所述主油缸的缸筒底部开设有进油口,所述进油口与上通管连接;所述主油缸的缸筒底部中心安装有辅助油缸,所述辅助油缸的活塞与主油缸的柱塞底部连接,
20.所述上通管底部连接有自吸阀,所述自吸阀包括驱动器、阀体、阀芯,所述阀体内设置有主油路、辅助油路,所述主油路两端与上通管、下通管连接,所述阀芯为杆状,中心比两端细,阀芯顶部可插入并堵住辅助油路,主油路中部可在阀芯水平移动时在联通与切断之间切换;所述辅助油路可接入上通管,且另一端与油泵连接,
21.所述下通管与机体底部的油池联通。
22.进一步地,所述辅助油缸与主油缸的缸筒之间设置有密封件。
23.进一步地,所述下通管底部设置有喇叭口,喇叭口埋入油池内的油液。
24.进一步地,所述驱动器为气缸、带有丝杠的电机或电动推杆。
25.进一步地,所述阀杆与自吸阀内部腔体之间设置有复位弹簧。
26.进一步地,所述阀体包括两个连接块,一各连接块加工有辅助油路且与油泵连接;另一连接块内加工有主油路,安装有阀芯,且与上通管、下通管连接,两个连接块通过螺栓连接。
27.本发明的有益效果是:
28.本发明所述的汽车方向盘覆套快速成型方法及成型机构,在采用小功率油泵时,通过自吸阀与辅助油缸,实现快速提供较大的冲压力,满足汽车方向盘覆套的冲压需求,工作效率较高。
附图说明
29.图1为本发明所述的汽车方向盘覆套快速成型方法的步骤示意图;
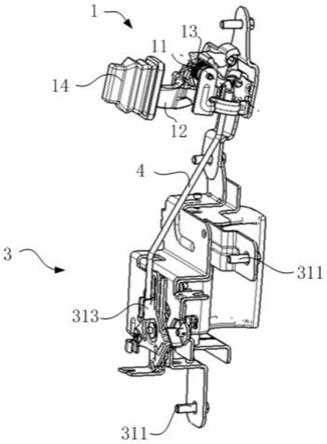
30.图2为本发明所述的汽车方向盘覆套快速成型机构所在机体的正视示意图;
31.图3为本发明所述的汽车方向盘覆套快速成型机构所在机体去除前挡板的正视示意图;
32.图4为本发明所述的主油缸、自吸阀的立体示意图;
33.图5为本发明所述的下通管、上通管、自吸阀的剖视示意图;
34.图6为本发明所述的自吸阀在保持和再充油过程中的放大剖视示意图;
35.图7为本发明所述的自吸阀在吸油和放油过程中的放大剖视示意图。
36.图中:1、机体;2、自吸阀;3、油泵;4、驱动器;5、下模座;6、主油缸;7、辅助油缸;8、油池;9、下通管;10、上通管;11、辅助油路;12、阀芯;13、主油路。
具体实施方式
37.下面结合附图和具体实施例详细描述一下本发明的具体内容。
38.如图1所示,一种汽车方向盘覆套快速成型方法,包括以下步骤:
39.s1.主油缸6柱塞快速上升,
40.通过辅助油缸7将主油缸6的柱塞推动快速上移,达到冲压位置,
41.s2.吸油,
42.打开自吸阀2的主油路13,使油池8与主油缸6的缸筒下部联通,负压使底部油池8内的液压油通过自吸阀2的通路,进入缸筒,
43.s3.保持,
44.电机驱动自吸阀2的阀芯12移动,堵住主油路13,此时主油缸6缸筒内的液压油停止流动,
45.s4.再充油,完成冲压,
46.打开自吸阀2辅助油路11,油泵3从辅助油路11向主油缸6的缸筒下部充油,此时主油缸6的柱塞再次上移,对汽车方向盘覆套进行冲压,
47.s5.柱塞复位,
48.冲压完毕,电机驱动自吸阀2的阀芯12移动,打开主油路13,堵住辅助油路11,主油缸6的缸筒内的液压油在重力作用下沿主油路13进入油池8,准备进行下一个循环。
49.相应地,公开一种汽车方向盘覆套快速成型机构,如图2、3所示,包括下模座5、主油缸6、油池8、自吸阀2。
50.所述下模座5在机体1中上部可竖向移动,下模座5底部对称安装有两个主油缸6,主油缸6的柱塞与下模座5底部可拆卸地连接,所述下模座5向上冲压汽车方向盘覆套与上模座。
51.如图4所示,所述主油缸6的缸筒底部开设有进油口,所述进油口与上通管10连接。所述主油缸6的缸筒底部中心安装有辅助油缸7,所述辅助油缸7的活塞与主油缸6的柱塞底部连接。
52.如图5所示,所述上通管10底部连接有自吸阀2,所述自吸阀2包括驱动器4、阀体、阀芯12,所述阀体内设置有主油路13、辅助油路11,所述主油路13两端与上通管10、下通管9连接。
53.如图6、7所示,所述阀芯12为杆状,中心比两端细,阀芯12顶部可插入并堵住辅助油路11,主油路13中部可在阀芯12水平移动时在联通与切断之间切换。所述辅助油路11可接入上通管10,且另一端与油泵3连接。所述下通管9与机体1底部的油池8联通。
54.在其中一个实例中,所述辅助油缸7与主油缸6的缸筒之间设置有密封件。
55.在其中一个实例中,所述下通管9底部设置有喇叭口,喇叭口埋入油池8内的油液。
56.在其中一个实例中,所述驱动器4为气缸、带有丝杠的电机或电动推杆。
57.在其中一个实例中,所述阀杆与自吸阀2内部腔体之间设置有复位弹簧。
58.在其中一个实例中,所述阀体包括两个连接块,一各连接块加工有辅助油路11且与油泵3连接。另一连接块内加工有主油路13,安装有阀芯12,且与上通管10、下通管9连接,两个连接块通过螺栓连接。
59.本发明的工作原理与工作过程:
60.传统的大吨位的油缸上升冲压时,需要长时间向缸筒注油,采用3kw的油泵3注油,需要2分钟左右,导致冲压效率过低。而采用20kw的油泵3,会增加采购和维护成本,同时耗能较好。本发明所述的汽车方向盘覆套快速成型方法及成型机构,当冲压时,先进行吸油过程,通过辅助油缸7将主油缸6的柱塞快速上移,此时负压使油池8内的液压油进入主油缸6的缸筒。在柱塞带动下模座5到位后,由于压力问题,辅助油缸7无法对汽车方向盘覆套进行
冲压,此时自吸阀2关闭主油路13,柱塞进行保持状态,然后小功率的油泵3从辅助油路11对主油缸6继续充油,根据液压原理,对汽车方向盘覆套进行冲压,此时冲压行程较小,油泵3所需注入的油液较少,因此速度较快。当柱塞和下模座5需要复位时,只需通过自吸阀2的阀芯12堵住辅助油路11,使油液从主油路13流入油池8即可。主油路13与上通管10、下通管9的直径较大,油液流速较快。
61.采用本发明所述的快速成型机构与成型方法,可在不更换小功率油泵3的前提下,将冲压过程从原来的两分钟,降至4秒钟,大大节约了生产成本与维护成本。
62.综上所述,本发明在采用小功率油泵时,通过自吸阀与辅助油缸,实现快速提供较大的冲压力,工作效率较高。
63.以上显示和描述了本发明的基本原理、主要特征及优点。本行业的技术人员应该了解,上述实施方式只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。