线圈部件及其制造方法
1.本技术是申请人为“株式会社村田制作所”、发明名称为“线圈部件及其制造方法”、国际申请日为“2017年01月19日”、进入国家阶段申请日为“2018年08月01日”、申请号为“201780009318.8”这一母案申请的分案申请。
技术领域
2.本发明涉及线圈部件及其制造方法。
背景技术:
3.以往,作为线圈部件,存在日本特开2013
‑
98281号公报(专利文献1)中记载的线圈部件。该线圈部件具有:基体;线圈导体,其设置于基体的内部;以及外部电极,其与设置于基体的线圈导体电连接。外部电极具有:端面电极,其设置于基体的端面;底面电极,其设置于基体的底面;以及导电体,其埋入至基体并连接端面电极与底面电极。
4.专利文献1:日本特开2013
‑
98281号公报
5.然而,在上述现有的线圈部件中,将导电体埋入至基体,因而基体的尺寸缩小了与导电体的埋入量相应的大小,存在电感的效率降低的担忧。
技术实现要素:
6.因此,本技术发明者进行了深入研究的结果是:在具有含有金属粉的基体的线圈部件中,为了着眼于利用该金属粉来提高电感的取得效率,想到本技术发明。
7.因此,本发明的课题在于提供一种能够提高电感的取得效率的线圈部件。
8.为了解决上述课题,本发明的线圈部件具备:
9.基体,其由树脂材料以及金属粉的复合材料构成;
10.线圈导体,其设置于上述基体的内部,且端部从上述基体的端面露出;以及
11.金属膜,其设置于上述基体的外表面,并在上述外表面中的上述端面与上述线圈导体电连接,
12.上述基体的外表面具有与上述金属膜接触的接触区域,
13.在上述基体的上述接触区域中,金属粉中的多个粒子从上述树脂材料露出并相互接触。
14.这里,露出不仅包括向线圈部件的外部的露出,还包括向其他部件的露出即在与其他部件的边界面的露出。即,多个粒子不需要必须在大气露出,可以从树脂材料露出但被金属膜覆盖。
15.根据本发明的线圈部件,金属膜与基体的外表面的接触区域接触,因而金属膜不埋入至基体的内部,相应地,能够增大基体的尺寸,从而电感的取得效率提高。
16.另外,金属粉从树脂材料露出,该露出的金属粉的至少一部分相互接触,因而该露出的金属粉的至少一部分构成相互具有连接点的网络构造。因此,在对基体直接进行镀覆形成金属膜时,容易通过金属粉的网络构造供给电流,从而镀层的析出速度提高,能够容易
地形成金属膜。
17.另外,在线圈部件的一个实施方式中,上述粒子通过熔融相互接合。
18.根据上述实施方式,相互接触的金属粉的至少一部分通过熔融等接合。由此,金属粉的网络构造较稳固,金属膜的形成进一步变容易。
19.另外,在线圈部件的一个实施方式中,
20.上述基体的外表面具有与上述端面相邻的侧面,
21.上述接触区域设置于上述端面与上述侧面的一部分,
22.上述金属膜连续设置在上述端面与上述侧面的一部分。
23.根据上述实施方式,上述金属膜连续设置在端面与侧面的一部分。这样,不需要将用于与底面电极取得导通的导体埋入至基体的内部,能够提高电感的取得效率并将金属膜例如形成为l字形。
24.另外,在线圈部件的一个实施方式中,上述线圈部件具有绝缘膜,该绝缘膜覆盖上述金属膜的位于上述端面的部分。
25.根据上述实施方式,由于具有覆盖金属膜的位于端面的部分的绝缘膜,所以金属膜的仅位于侧面的部分能够在外部露出。这样,能够通过简单的结构将l字形的金属膜形成为一面状的金属膜(底面电极)。另外,在线圈部件的端面侧设置有绝缘膜,因而即便将多个线圈部件配置为接近,也能够使邻接的线圈部件难以短路。
26.另外,本发明的线圈部件的制造方法具备:
27.在由树脂材料以及金属粉的复合材料构成的基体的内部设置端部从上述基体的端面露出的线圈导体的工序;
28.激光照射工序,其中,对上述基体的外表面中的至少上述端面照射激光,在上述基体的激光照射面中,使金属粉中的多个粒子从上述树脂材料露出并相互接触;以及
29.金属膜形成工序,其中,使用镀覆在上述基体的激光照射面形成金属膜。
30.根据本发明的线圈部件的制造方法,照射激光以便金属粉从基体露出且相互接触,由此能够使用镀覆容易地形成金属膜。因此,不需要将与底面电极取得导通的导体埋入至基体的内部,相应地,能够增大基体的尺寸,从而电感的取得效率能够提高。
31.能够容易地在基体形成金属膜的理由研究如下。对基体的外表面照射激光,使金属粉从树脂材料露出,并使该露出的金属粉的至少一部分相互接触。于是,该露出的金属粉的至少一部分构成相互具有连接点的网络构造。而且,在对基体直接进行镀覆形成金属膜时,容易通过金属粉的网络构造向基体供给电流,从而镀层的析出速度提高,能够容易地形成金属膜。
32.另外,在线圈部件的一个实施方式中,
33.上述基体具有上述端面和与上述端面相邻的侧面,
34.在上述激光照射工序中,将上述激光照射面设置为上述端面与上述侧面,
35.在上述金属膜形成工序中,将上述金属膜连续设置在上述端面与上述侧面。
36.根据上述实施方式,在金属膜形成工序中,将金属膜设置为在端面与侧面连续。这样,即便不将金属膜埋入至基体的内部,例如也能够将金属膜形成为l字形,能够提高电感的取得效率。
37.另外,在线圈部件的一个实施方式中,具有绝缘膜形成工序,其中,在上述金属膜
形成工序后,利用绝缘膜覆盖上述金属膜的位于上述端面的部分。
38.根据上述实施方式,利用绝缘膜覆盖金属膜的位于端面的部分,因而金属膜的仅位于第一侧面的部分在外部露出。这样,能够通过简单的结构将l字形的金属膜形成为一面状的金属膜(底面电极)。另外,在线圈部件的端面侧设置有绝缘膜,因而即便将多个线圈部件接近配置,邻接的线圈部件也不会短路。
39.根据本发明的线圈部件,即便不将与底面的电极导通的导体埋入至基体的内部,也能够容易地形成任意形状的电极,相应地,能够增大基体的尺寸,从而能够提高电感的取得效率。
附图说明
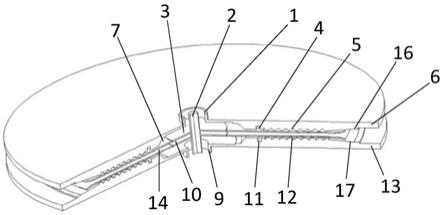
40.图1是表示本发明的线圈部件的第一实施方式的立体图。
41.图2是省略了线圈部件的一部分结构的立体图。
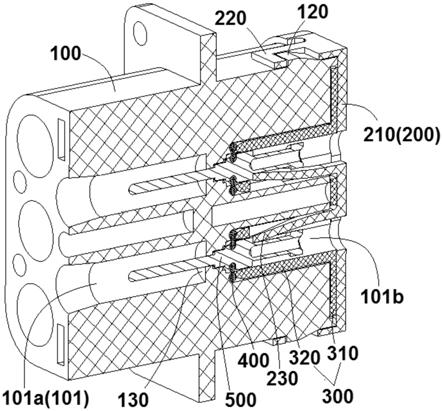
42.图3是线圈部件的剖视图。
43.图4是图3的a部的放大图。
44.图5是基体的外表面中的金属粉的俯视图。
45.图6是表示基体的内部中的金属粉的样子的剖视图。
46.图7是对线圈部件的制造方法进行说明的说明图。
47.图8是图7的a部的放大图。
48.图9是对线圈部件的制造方法进行说明的说明图。
49.图10是图9的a部的放大图。
50.图11是表示本发明的线圈部件的第二实施方式的立体图。
51.图12是表示照射激光时与不照射激光时的基体的表面图像。
具体实施方式
52.以下,通过图示的实施方式对本发明详细地进行说明。
53.(第一实施方式)
54.图1是表示本发明的线圈部件的第一实施方式的立体图。图2是省略了线圈部件的一部分结构的立体图。图3是线圈部件的剖视图。如图1、图2以及图3所示,线圈部件1具有:基体10;线圈导体20,其设置于基体10的内部;外部电极30,其设置于基体10的外表面并与线圈导体20电连接;以及绝缘膜40,其设置于基体10的外表面。在图1中,用阴影线表示外部电极30。
55.基体10由树脂材料11以及金属粉12的复合材料构成。作为树脂材料11,例如存在聚酰亚胺树脂、环氧树脂等有机材料。金属粉12例如可以是fe的粉,也可以是fesicr等包含fe的合金。金属粉12可以包括fe的粉与包含fe的合金的粉两者。金属粉12除了包括fe或fe的合金的粉之外,还可以包括pd、ag、cu中的至少一种金属。pd、ag、cu中的至少一种金属作为镀覆基体时使镀层的生长速度提高的镀覆催化剂发挥功能。因此,在金属粉12包括pd、ag、cu中的至少一种金属的情况下,能够使镀层的生长速度提高。金属粉12可以是结晶质的金属(或合金)的粉,也可以是非晶质的金属(或合金)的粉。此外,金属粉12的表面可以被绝缘膜覆盖。
56.基体10例如形成为长方体。基体10具有相互对置的两端面15、15与两端面15、15之间的第一~第四侧面16~19。第一~第四侧面16~19沿周向依次排列。第一侧面16成为安装电子部件1时的安装面。第三侧面18与第一侧面16对置。第二侧面17与第四侧面19相互对置。
57.线圈导体20例如包括au、ag、cu、pd、ni等导电性材料。导电性材料的表面可以被绝缘膜覆盖。线圈导体20形成为漩涡状地卷绕成两层,且其两端部21、21位于外周。即,线圈导体20通过将扁平导线外卷地卷绕而形成。线圈导体20的一个端部21从基体10的一个端面15露出,线圈导体20的另一个端部21从基体10的另一个端面15露出。但是,线圈导体20的形状并不特别限定,线圈导体20的卷绕方式也不特别限定。
58.外部电极30是设置于基体10的外表面的金属膜,是使用镀覆而形成的膜。金属膜例如由au、ag、pd、ni、cu等金属材料构成。此外,外部电极30可以是还利用其他镀覆膜覆盖上述金属膜的表面的层叠结构。此外,以下,假定外部电极30为上述金属膜的单层进行说明。
59.在本实施方式中,外部电极30分别设置于基体10的两端面15侧。具体地说,一个外部电极30被连续设置在一个端面15与侧面16(以后,亦称为第一侧面16)的一个端面15侧。另一个外部电极30被连续设置在另一个端面15与第一侧面16的另一个端面15。即,外部电极30形成为l字形。一个外部电极30与线圈导体20的一个端部21电连接,另一个外部电极30与线圈导体20的另一个端部21电连接。
60.绝缘膜40设置在基体10的未配置外部电极30的外表面上。即,线圈部件具备设置于基体10的外表面的一部分的金属膜10和设置于外表面的另一部分的绝缘膜40。这样,线圈部件在外表面中的未形成金属膜的部分具备绝缘膜,由此能够抑制镀覆时镀层超过接触区域生长得较大。换言之,能够将绝缘膜40作为掩膜进行利用,更有选择性地形成金属膜10。此外,绝缘膜与金属膜可以局部重合。例如,也可以在绝缘膜40上形成有金属膜10。绝缘膜40例如由丙烯酸树脂、环氧类树脂、聚酰亚胺等电绝缘性高的树脂材料构成。
61.图4是图3的a部的放大图。图5是基体10的外表面中的金属粉的俯视图。如图3、图4以及图5所示,基体10的外表面具有与外部电极30接触的接触区域z。在基体10的接触区域z中,金属粉12从树脂材料11露出。这里,露出不仅包括向线圈部件1的外部的露出,还包括向其他部件的露出即在与其他部件的边界面的露出。
62.该露出的金属粉12的至少一部分(称为粒子)相互接触。即,金属粉12构成相互具有连接点的网络构造。另外,相互接触的金属粉12的至少一部分相互接合。即,金属粉12例如通过熔融等接合。
63.金属粉12的网络构造例如通过对基体10的外表面照射激光而形成。即,将基体10的外表面的树脂材料11通过激光除去,从而使金属粉12从树脂材料11露出,并使金属粉12相互接触。并且,通过激光熔融金属粉12,使金属粉12相互接合。此时,被激光熔融了的金属粉12成为熔融固化体。而且,金属粉12的形状因熔融而成为非球形。即,本实施方式的电子部件包括至少含有fe的熔融固化体。熔融固化体位于基体10的表面,与外部电极30接触。接触区域z为激光照射面。
64.图6是表示基体10的内部的金属粉的样子的剖视图。如图6所示,在基体10的内部,相邻的金属粉12分离而未接触。金属粉12的形状为球形。即,在基体10的内部,金属粉12难
以接受因激光照射产生的热,难以变形。这样,基体10的内部的每单位剖面积的金属粉12接触的比例(参照图6)小于基体10的外表面的接触区域z的每单位剖面积的金属粉12接触的比例(参照图5)。剖面积为平面方向的剖面。此外,在基体10的内部,金属粉12可以相互接触。
65.另外,优选地,金属粉12的粒度分布具有多个峰值位置,相互接触的金属粉12(即网络构造)存在于从基体10的外表面起至与多个峰值位置中的最大峰值位置的2倍相当的深度为止的区域。具体地说,当金属粉12的粒度分布的最大峰值位置为50μm时,相互接触的金属粉12存在于从基体10的外表面起至100μm的深度为止的区域。这里,粒度分布使用激光衍射式粒度分布计测定。
66.另外,优选地,金属粉12的露出面积相对于基体10的外表面的接触区域z的面积的比率为30%以上。这里,面积的测定使用电子显微镜的反射电子像并利用较轻的元素与较重的元素的对比度差将金属粉的面积与树脂的面积二值化来测定。
67.接下来,对线圈部件1的制造方法进行说明。
68.首先,在基体10的内部设置线圈导体20。具体而言,存在以下方法。作为一个方法,通过网版印刷等形成线圈导体浆体与含金属磁粉的浆体,并在依次重复印刷层叠形成为块状体之后,进行单片化并形成为烧制体。作为其他方法,在将金属磁粉成型后的芯部(基体)埋入线圈导体。作为其他方法,在排列多个线圈导体并一并埋入含金属磁粉的片材进行固化之后,利用切割刀等进行单片化。基于上述加工方法,都会得出基体整体被金属磁粉与树脂的混合物或金属磁粉的烧结体覆盖且线圈的端部在端面露出的构造。
69.然后,如图7所示,在基体10内设置线圈导体20,并使线圈导体20的端部21从基体10的端面15露出,在除了线圈导体20的端部21之外的基体10的外表面设置绝缘膜40。此时,如图7的a部的放大图亦即图8所示,基体10的外表面被切削,因而金属粉12的一部分从树脂材料11露出,但金属粉12的一部分被绝缘膜40覆盖。
70.然后,如图9所示,对基体10的外表面中的形成外部电极30的区域照射激光。具体地说,将激光照射面s设置为基体的两端面15、基体的第一侧面16的一个端面15侧、以及基体的第一侧面16的另一个端面15侧。此时,如图9的a部的放大图亦即图10所示,在基体10的激光照射面s中,使金属粉12中多个粒子从树脂材料11露出,使该露出的金属粉12的至少一部分(即多个粒子)相互接触。即,对基体10照射激光,以便基体的金属粉12中的一部分从树脂材料露出且相互接触。将此称为激光照射工序。即,通过照射激光来除去绝缘膜40、树脂材料11,金属粉12从树脂材料11露出。并且,相互接触的金属粉12的至少一部分被激光熔融,相互接合。激光的波长例如为180nm~3000nm。更优选地,激光的波长为532nm~1064nm。若为该范围,则能够使金属粉熔融,并且防止因激光照射引起的基体的损伤。激光的波长考虑对基体10的损伤与加工时间的缩短来设定。另外,照射的激光的照射能量优选1w/mm2~30w/mm2的范围,更优选5w/mm2~12w/mm2的范围。
71.如上述那样,从照射过激光的区域(以下称为被激光区域)除去绝缘膜40,因而在具备绝缘膜40的电子部件中,能够将被激光区域定义为被绝缘膜40围起的区域。换言之,被激光区域是供基体从绝缘膜40露出的露出区域。而且,被激光区域是位于激光照射面且在基体10上形成有外部电极30的区域。另外,优选在利用紫外线吸收树脂包围好形成外部电极30的预定区域(即被激光区域)之后,对该区域照射激光。由此,能够抑制激光对形成外部
电极30的预定区域以外造成影响,能够有选择性地形成外部电极30。紫外线吸收树脂根据所照射的激光的波长适当地变更为吸收其他光线的树脂即可。
72.在激光照射工序后,如图3与图4所示,使用镀覆在基体10的激光照射面s形成外部电极30(金属膜)。将此称为金属膜形成工序。具体地说,将一个外部电极30连续设置在一个端面15与第一侧面16的一个端面15侧,将另一个外部电极30连续设置在另一个端面15与第一侧面16的另一个端面15侧。
73.若通过电解、非电解等对基体10进行镀覆,则以露出并熔融接合后的金属粉12为起点析出镀层,形成为镀层逐渐覆盖激光照射面s整体,从而形成l字形的外部电极30。此时,也可以在对基体10的激光照射面s实施镀覆催化剂之后使用镀覆形成金属膜,由此,镀层的生产性提高。本实施方式中的镀覆催化剂为使镀层的生长速度提高的金属。作为镀覆催化剂,例如包括金属的溶液、纳米级的金属粉末、金属络合物。镀覆金属的种类例如可以为pd、ag、cu。
74.根据上述线圈部件1,即便不将与端面15相邻的侧面16(底面)导通的导体埋入至基体10的内部也能够在侧面16形成外部电极30,相应地,能够增大基体10的尺寸,从而电感的取得效率提高。即,基体10以及线圈导体20的形成并不限定于层叠加工方法,能够应用于内置有卷线线圈的线圈部件的外部电极。
75.另外,多个金属粉12从树脂材料11露出,该露出的金属粉12的至少一部分(多个粒子)相互接触。即,该粒子构成相互具有连接点的网络构造。因此,在对基体10直接进行镀覆形成外部电极30时,容易通过金属粉12的网络构造供给电流,从而镀层的析出速度提高,能够容易地形成外部电极30。
76.与此相对,若不存在金属粉的网络构造,则即便对基体进行电镀,也存在因供电不足而导致镀覆速度极长的问题。另外,即便对基体施以钯等催化剂进行非电镀,也无法形成足够膜厚的镀覆膜(金属膜)。
77.特别是在电镀中,若在镀覆工序的前工序进行切断加工、滚磨加工,则金属粉脱粒,导致供电位置不足。由此,镀覆膜难以析出,镀覆速度大幅度减小。另外,金属粉因切断加工、滚磨加工而容易从树脂材料脱离,因而存在镀覆膜相对于基体的紧贴强度减少的问题。
78.根据上述线圈部件1,对于相互接触的金属粉12的至少一部分而言,金属粉12例如通过熔融等接合。由此,金属粉12的网络构造较稳固,外部电极30的形成进一步变容易。
79.根据上述线圈部件1,一个外部电极30被连续设置在一个端面15与第一侧面16的一个端面15侧,另一个外部电极30被连续设置在在另一个端面15与第一侧面16的另一个端面15侧。这样,即便将外部电极30形成为l字形,也不需要将外部电极30埋入至基体10的内部,能够提高电感的取得效率。
80.另外,外部电极30形成为l字形,因而即便作为线圈导体20使用卷线线圈,也能够使线圈导体20的端部21在端面15与外部电极30连接。与此相对,在外部电极30不存在于端面15而仅设置于第一侧面16的情况下,需要将卷线线圈的端部从端面15引出至第一侧面16,需要复杂的弯曲加工。
81.根据上述线圈部件1,基体10的内部的金属粉12彼此接触的比例小于基体10的外表面的金属粉12彼此接触的比例,因而在基体10的内部能够保证绝缘性,从而能够使耐电
压性提高。
82.根据上述线圈部件1,在未配置外部电极30的外表面上设置有绝缘膜40,因而能够确保线圈部件1的绝缘性。另外,能够将绝缘膜40作为掩膜进行利用,形成外部电极30。
83.根据上述线圈部件1,金属粉12包括pd、ag、cu中的至少一种金属,因而能够将该至少一种金属作为镀覆催化剂进行使用,从而镀层的生产性提高。另外,金属粉12所包含的fe或包含fe的合金的粉的粒度分布可以具有多个峰值位置。由此,能够提高基体10中的fe或包含fe的合金的粉的填充率,从而能够提高导磁率。
84.根据上述线圈部件1,相互接触的金属粉12存在于从基体10的外表面起至与金属粉12的粒度分布的最大峰值位置的2倍相当的深度为止的区域,因而在基体10的外表面具有导电性,并在基体10的内部保证绝缘性,从而能够使耐电压性提高。
85.根据上述线圈部件1,相互接触的金属粉12存在于从基体10的外表面起至100μm的深度为止的区域,因而能够确保基体10的外表面的导电性与基体10的内部的绝缘性。
86.根据上述线圈部件1,金属粉12的露出面积相对于基体10的外表面的接触区域z的面积的比率为30%以上,因而能够确保基体10的外表面的导电性。
87.根据上述线圈部件1的制造方法,对基体10的激光照射面s使用镀覆形成外部电极30,因而外部电极30不埋入至基体10的内部,相应地,能够增大基体10的尺寸,从而电感的取得效率提高。
88.另外,对基体10的外表面照射激光,将多个金属粉12从树脂材料11露出,并使该露出的多个金属粉12的至少一部分相互接触,因而该露出的多个金属粉12的至少一部分构成相互具有连接点的网络构造。因此,在对基体10直接进行镀覆形成外部电极30时,容易通过金属粉12的网络构造供给电流,从而镀层的析出速度提高,能够容易地形成外部电极30。
89.特别是能够通过使用激光来形成所希望的形状的外部电极30。另外,能够使用激光使金属粉12局部熔接,使金属粉12的表面熔融而在表面设置凹凸,或者仅使表面的绝缘膜选择性地消失。而且,能够将镀覆膜设置于金属粉12的表面的凹部内,镀覆膜的锚定效果提高。
90.根据上述线圈部件1的制造方法,在金属膜形成工序中,将一个外部电极30连续设置在一个端面15与第一侧面16的一个端面15侧,将另一个外部电极30连续设置在另一个端面15与第一侧面16的另一个端面15侧。这样,即便将外部电极30形成为l字形,也不需要将外部电极30埋入至基体10的内部,从而能够提高电感的取得效率。
91.(第二实施方式)
92.图11是表示本发明的线圈部件的第二实施方式的立体图。第二实施方式与第一实施方式的外部电极(金属膜)的形状不同。以下仅对该不同的结构进行说明。此外,在第二实施方式中,与第一实施方式相同的附图标记为与第一实施方式相同的结构,因而省略其说明。
93.如图11所示,在第二实施方式的线圈部件1a中,外部电极30的位于端面15的部分被绝缘膜50覆盖。绝缘膜50例如由树脂材料构成。由此,只有外部电极30的位于第一侧面16的部分在外部露出。即,能够将外部电极30形成为底面电极。因此,能够通过简单的结构将外部电极30从l字形电极形成为底面电极。另外,在线圈部件1a的端面15侧设置有绝缘膜50,因而即便将多个线圈部件1a接近配置,邻接的线圈部件1a也不会短路。
94.接下来,对线圈部件1a的制造方法进行说明。
95.在上述第一实施方式的线圈部件1的制造方法的金属膜形成工序后,利用绝缘膜50覆盖外部电极30的位于端面15的部分。将此称为绝缘膜形成工序。例如通过喷涂、浸渍等方法覆盖外部电极30。由此,能够将外部电极30形成为底面电极。
96.这里,在由金属膜、ni镀层以及sn镀层三层构成外部电极30的情况下,若最后进行用于底面电极的绝缘膜的覆盖,则在基板安装时,焊料在绝缘膜与sn镀层之间蔓延至sn镀层的端部,存在破坏绝缘膜的担忧。因此,最好在利用金属膜形成l字形电极之后,通过绝缘膜的覆盖形成底面电极,然后,仅在底面形成ni镀层与sn镀层。
97.此外,本发明并不限定于上述实施方式,能够在不脱离本发明的要旨的范围内进行设计变更。
98.在上述实施方式中,作为金属膜的一个例子,形成为l字形电极、底面电极,但也可以形成为
“コ”
字型电极、端面电极等电极。
99.(实施例)
100.接下来,对第一实施方式的实施例进行说明。如图9所示,对形成外部电极的部分照射了波长1064nm的yvo4激光。照射能量按照5w/mm2、12w/mm2进行了加工。接下来,使用日立高新技术(hitachi high
‑
technologies corporation)制su
‑
1510在加速电压10kv、发射电流40μa、wd10mm、物镜可动光圈四个条件下进行了激光照射的部位的反射电子像的拍摄。针对拍摄到的图像,通过图像处理对金属粉与除此以外的部分进行二值化辨别,计算出金属粉的面积比率(金属露出量)。金属露出量即被定义为被激光照射区域中的金属粉露出的比例。然后,在全部电流值15a、温度55℃、镀覆时间180分钟的条件下,通过电解滚镀进行cu镀覆而形成了外部电极。
101.接下来,确认外观并对镀层脱落个数进行了计数。将在照射过激光的部分(即被激光区域)有50%以上的镀层脱落的芯片判断为镀层脱落。另外,测定电感并对10mhz下产生l值的降低的芯片个数进行了计数。
102.实验结果如表1所示。
103.[表1]
[0104][0105]
如表1所示,在激光的照射能量为0w/mm2时,金属露出量为59%,镀层脱落为100个中的50个,l值降低为100个中的0个,成膜速度为1nm/min。这里,成膜速度通过进行剖面研磨来测定。成膜速度是测定5点厚度并将它们的平均值除以镀覆时间而计算出的。
[0106]
在激光的照射能量为5w/mm2时,金属露出量为61%,镀层脱落为100个中的0个,l值降低为100个中的0个,成膜速度为37nm/min。
[0107]
在激光的照射能量为12w/mm2时,金属露出量为72%,镀层脱落为100个中的0个,l值降低为100个中的0个,成膜速度为56nm/min。
[0108]
如表1所示,在不照射激光的情况下,几乎不形成镀层。另一方面,在照射激光形成网络构造的情况下,能够看到成膜速度的提高,镀层脱落不产生。另外,芯片的l值降低也不产生。另外,可知:当激光的照射能量较高时,成膜速度增加。
[0109]
图12表示照射激光时与不照射激光时的基体的表面的图像。在图12中,白色部分表示金属粉。图12中的(a)表示不照射激光的情况,未形成金属粉的网络构造。图12中的(b)表示激光的照射能量为5w/mm2的情况,形成有金属粉的网络构造。图12中的(c)表示激光的照射能量为12w/mm2的情况,充分形成金属粉的网络构造。
[0110]
根据以上的结果,认为通过激光照射形成金属的网络构造,从而处于电流容易流动的状态。
[0111]
作为镀覆的前处理,认为若使钯溶液附着,则镀层的生长速度更快。钯溶液能够通过喷墨方式等进行镀覆。在该情况下,形成网络构造的金属粉除了包括包含fe的金属磁性粒子之外,还包括pd。另外,认为若使芯片浸渍于包含电阻率低的cu、ag的墨水(ink)并局部地浸入网络构造,则效果进一步提高。在该情况下,更优选为纳米级的金属粉末、金属络合物。
[0112]
附图标记说明:
[0113]
1、1a
…
线圈部件;10
…
基体;11
…
树脂材料;12
…
金属粉;15
…
端面;16
…
第一侧面;20
…
线圈导体;30
…
外部电极(金属膜);40
…
绝缘膜;50
…
绝缘膜;z
…
接触区域;s
…
激光照射面。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。